Изобретение относится к электродуговым методам сварки железнодорожного рельсового пути и может быть использовано преимущественно для полуавтоматической электродуговой сварки рельсов.
Известен способ автоматической сварки стыков железнодорожного рельсового пути, в котором сварку рельсов ведут с использованием сварочного автомата электродуговым методом (см. Япония №08-00328 А, кл. В23К 31/00, опубл. 09.01.1996).
Однако такой способ сварки не может применяться в условиях различного износа рабочих поверхностей головки рельсового пути и требует высокой квалификации сварщиков.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ сварки рельсов железнодорожного пути, включающий обрезку кромок рельсов или кромки одного из рельсов, установку рельсов с необходимым технологическим зазором, введение внутрь зазора сварочной проволоки и электродуговую сварку с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора (см. авторское свидетельство СССР №78136, кл. В23К 9/02, 1942).
В известном способе рельсы устанавливают с зазором между свариваемыми кромками от 9-14 мм. При таком зазоре сварной шов получается, в основном, за счет расплавления электродного материала. Свариваемые кромки настолько сильно разогреваются, что образуется общая ванна расплавленного металла, которая поддерживается в жидком состоянии в течение всего периода сварки. В качестве форм, которые формируют внешнюю сторону сварного соединения, могут служить графитовые пластины, внутренняя поверхность которых изготавливается по форме рельса. Размеры и формы усиления сварного шва зависят от размера и формы соответствующего углубления, которое делается в форме.
Концы рельсов обрезают рельсообрезным станком по плоскости, перпендикулярной к оси рельса. Скос кромок перед сваркой не производят. Зазор между торцами рельсов порядка 9-14 мм не позволяет сварить кромки подошвы рельсов, поэтому для формирования обратной стороны корня шва применяют формирующую подкладку. Сварной шов получается, в основном, за счет расплавления электродного материала, расплавленная масса которого заполняет зазор между торцами подошвы рельсов и формирующей подкладкой.
Наиболее существенным недостатком этого способа является частая смена электрода (длина электрода, применяемого для ручной сварки рельсов - 450 мм). После сгорания электрода процесс сварки прерывается. На поверхности шва образуется твердая защитная шлаковая корка. Для продолжения сварочного процесса необходимо снова зажечь дугу, расплавить шлак и продолжить процесс. Периодическое обрывание дуги приводит к тому, что в сварном шве образуются дефекты типа непровар, шлаковые включения, газовые поры. Эти дефекты являются причиной низких механических свойств сварного соединения.
Технической результат от использования настоящего изобретения - повышение механических свойств сварного шва; сокращение времени сварки рельсов; экономия дорогостоящих сварочных материалов, а также облегчение труда сварщика.
Указанный технический результат достигается тем, что в способе сварки рельсов железнодорожного пути, включающем обрезку кромок рельсов или кромки одного из рельсов, установку рельсов с необходимым технологическим зазором, введение внутрь зазора сварочной проволоки и электродуговую сварку с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора, при обрезке кромок рельсов или кромки одного из рельсов выполняют поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и снимают на торцевой поверхности подошвы фаску под углом 45° с образованием у основания подошвы притупления, а электродуговую сварку производят непрерывно по всей высоте рельса с использованием сварочного полуавтомата с электрододержателем, снабженным изолированным концевым наконечником, который вводят со сварочной проволокой в технологический зазор, при этом образование жидкой ванны в корне шва осуществляют за счет расплавления кромок основного металла рельсов.
Предложенный способ сварки может быть осуществлен в двух вариантах.
На фиг.1 представлен сварной стык с подготовкой кромки одного из рельсов, на фиг.2 - сварной стык с подготовкой 2-х кромок рельсов.
На фиг.1 обозначены: 1 - рельс (без обработки кромки), 2 - рельс с подготовленной кромкой, 3 - притупление, 4 - зазор между кромками, α - угол между кромками.
На фиг.2 обозначены: 1, 2 - рельсы с подготовленной кромкой, 3 - притупление, 4 - зазор между кромками, α - угол между кромками. Угол α между кромками находится в пределах 30-60°.
В первом варианте способа сварки с подготовкой кромки одного из рельсов предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, выдерживая зазор между торцами рельсов 22-25 мм. На сварочный держатель, вместо обычного мундштука, устанавливается специальный наконечник (изолированная концевая насадка), который позволяет производить сварку в узкий зазор по всей высоте рельса. Наконечник с проволокой вводят внутрь зазора и осуществляют сварку с применением формирующих накладок-кристаллизаторов в зоне сварки при силе тока, обеспечивающего образование жидкой ванны во всем объеме зазора. Для повышения прочности сварного стыка осуществляют подготовку торцов рельсов обрезкой их по вертикальной плоскости, составляющей с продольной осью рельса угол в 45°, для того чтобы сварной шов испытывал минимальную нагрузку при перекатывании колеса по поверхности головки рельса. Сварку ведут непрерывным, полуавтоматическим электродуговым способом.
Сваривают железнодорожные рельсы тапа Р65. Подготавливают кромки рельса с двух концов или с одного, выдерживая зазор между торцами рельсов 22-25 мм. Поверхности концов рельсов перед сваркой зачищают до металлического блеска. Под подошву свариваемых рельсов устанавливают медную подкладку, формирующую обратную сторону шва, и закрепляют ее струбциной. Подошву рельса сваривают самозащитной порошковой проволокой диаметром 1,6 мм, при силе тока 190-200 А. Устанавливают на шейку и головку рельсов боковые медные формы - кристаллизаторы и закрепляют их струбциной. Сваривают шейку и головку рельса.
Предложенный способ позволяет получить сварной шов с механическими свойствами, которые равнозначны свойствам основного металла, при этом полученные механические свойства сварного шва увеличивают срок службы рельсов до срока службы, установленных в путь рельсов без сварки.
Во втором варианте способа сварки с подготовкой 2-х кромок рельсов предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, при этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, а затем производят горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску с притуплением у основания подошвы рельса, устанавливают рельсы с необходимым технологическим зазором, вводят внутрь зазора электрод и осуществляют сварку с использованием сварочного полуавтомата и применением форм у места сварки при силе тока, обеспечивающей образование жидкой ванны во всем объеме зазора, причем жидкую ванну в корне шва получают за счет расплавления кромок основного металла.
Предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса и горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску с притуплением у основания подошвы рельса, а жидкую ванну в корне шва получают за счет расплавления кромок основного металла.
Сваривают железнодорожные рельсы тапа Р65. В механических мастерских дистанции отмеряют кусок рельса длиной 3 м или более в соответствии с ТУ 32 ЦП-670-88 и подготавливают кромки рельса с двух концов для установки на место дефектного рельса. При этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса. Затем осуществляют горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску под углом 45° с притуплением 2 мм у основания подошвы рельса. На рельсе, из которого удаляется дефектный участок, делают разметку. Отрезают дефектный кусок рельса, равный по размеру подготовленному, и устанавливают на это место кусок рельса с подготовленными под сварку кромками. Зазор между рельсами составляет 2 мм. Концы рельсов перед сваркой зачищают до металлического блеска.
Под подошву свариваемых рельсов устанавливают формирующую обратную сторону шва медную подкладку и закрепляют ее струбциной. Корень шва сваривают электродом марки УОНИ - 13/65 диаметром 3 мм, ток 140-160 А, с последующим заполнением зазора между торцами подошвы рельсов электродом марки УОНИ - 13/65, диаметром 5 мм, ток 250-280 А.
Устанавливают на шейку и головку рельсов боковые медные формы и закрепляют их струбциной. Сваривают шейку и головку рельса электродами марки УОНИ - 13/65, диаметром 5 мм, ток 250-280 А.
Предложенный способ позволяет получить сварной шов с механическими свойствами, которые равнозначны свойствам основного металла, при этом полученные механические свойства сварного шва увеличивают срок службы рельсов до срока службы установленных в путь рельсов без сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2007 |
|
RU2356712C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ СТЫКОВ | 2004 |
|
RU2270739C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| АППАРАТ ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2010 |
|
RU2430820C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ОТКРЫТОЙ ДУГОЙ | 2002 |
|
RU2228829C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ БЕЗ ЕГО СНЯТИЯ С ПОЛОТНА | 2009 |
|
RU2421309C1 |
| Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва | 1988 |
|
SU1639931A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
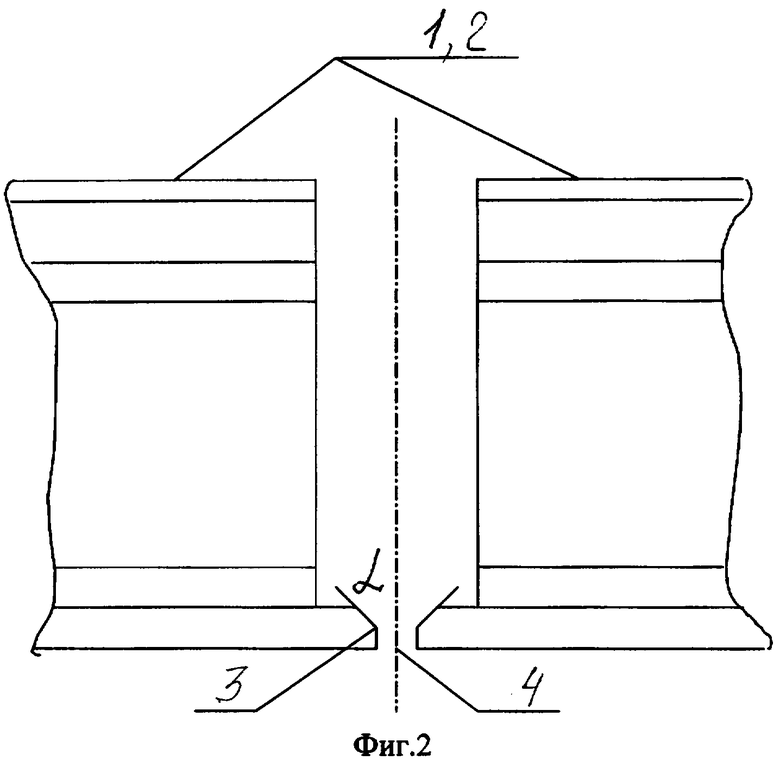
Изобретение относится к области сварки, а именно к сварке рельсов железнодорожного пути. На кромках рельсов (1) и (2) или кромке одного из рельсов выполняют поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса. Выполняют горизонтальный разрез по торцевой поверхности рельсов или рельса перпендикулярно по отношению к ранее произведенному разрезу и снимают на торцевой поверхности подошвы фаску под углом 45° с образованием у основания подошвы притупления (3). Устанавливают рельсы с необходимым технологическим зазором (4). Вводят внутрь зазора сварочную проволоку вместе с изолированным концевым наконечником электрододержателя сварочного полуавтомата. Осуществляют электродуговую сварку непрерывно по всей высоте рельса с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора. Жидкую ванну в корне шва получают за счет расплавления кромок основного металла рельсов. Повышаются механические свойства сварного шва и производительность процесса, а также облегчается труд сварщика. 2 ил.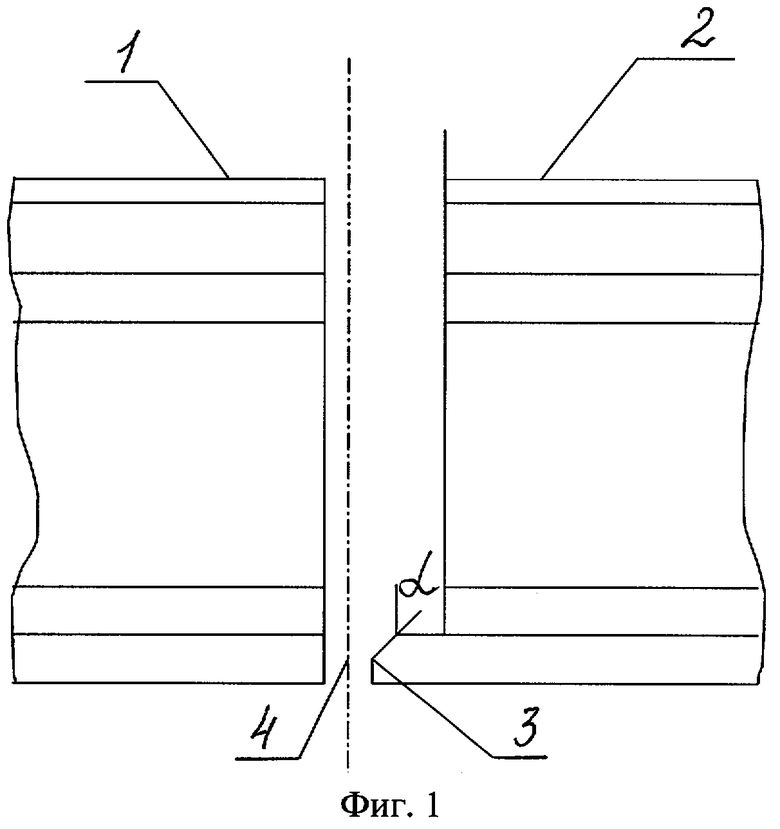
Способ сварки рельсов железнодорожного пути, включающий обрезку кромок рельсов или кромки одного из рельсов, установку рельсов с необходимым технологическим зазором, введение внутрь зазора сварочной проволоки и электродуговую сварку с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора, отличающийся тем, что при обрезке кромок рельсов или кромки одного из рельсов выполняют поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и снимают на торцевой поверхности подошвы фаску под углом 45° с образованием у основания подошвы притупления, а электродуговую сварку производят непрерывно по всей высоте рельса с использованием сварочного полуавтомата с электрододержателем, снабженным изолированным концевым наконечником, который вводят со сварочной проволокой в технологический зазор, при этом образование жидкой ванны в корне шва осуществляют за счет расплавления кромок основного металла рельсов.
| Способ сварки рельсовых стыков | 1942 |
|
SU78136A1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2119854C1 |
| Рельсовое стыковое соединение | 1989 |
|
SU1791498A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА УСТРОЙСТВА И ИНСТРУМЕНТЫ ДЛЯ ОСТЕОСИНТЕЗА, ОРТОПЕДИЧЕСКИЕ ИМПЛАНТАТЫ ИЗ МЕТАЛЛА | 2018 |
|
RU2697855C1 |
| Электроввод высокого давления | 1978 |
|
SU678538A1 |

