t
Изобрютение относится к обработкеметаллов давлением, в частности к оборудованию для резки и может быть использовано в промыаленности в линиях прокатных станов.
Известно устройство для резки проката, содержащее летучие барабанные ножницы и подвижную направляющую прокат проводку. Барабанные ножнииу включают в себя два синхронно вращающихся барабана, каждый с одним ножом, установленным по образукцим барабанов. Подвижная направляющая проводка представляет собой шарнирно закрпеленную трубку, изменяя положение которой можно изменять направление движения проката. С помощью такой конструкции можно производить обрезку концов полосы и порезку ее на мерные длины
В практике работы прокатных станов иглеют случаи, когда в связи с бурежкой возникает необходимость порезки проката, выходящего из черновой группы стана. В этом случае ножнииы, работая непрерывно, осущо ствляют рез за кащцлй оборот барабанов .
Отрезки проката хаотически располагаются на транспортере уборки об-
рези, что приводит к вынужденным остановкам последнего и потере производительности, с другой стороны, такая обрезь, являясь габаритным металлоломом, может быть использована в сталеплавильных цехах только после пакетирования в копровом цехе, т.е. с дополнительными технико-экономическими затратами.
0
Известно устройство для резки проката содержащее два барабана, связанные с приводом вращения и несущие взаимодействующие между собою ножи и ручьи для(перемещения 15 проката, причем ножи на каждом барабане образуют две группы, а кх длина составляет часть длины образующей барабана, а также поворотную подаЕощую проводку .
20
Однако это устройство также не обеспечивает порезку проката при бурежке на куски, имеющие длину окружности барабана.
С целью расширения технологичес25ких возможностей, ручей каждого барабана расположен между группами, имеющими разное количество ножей.
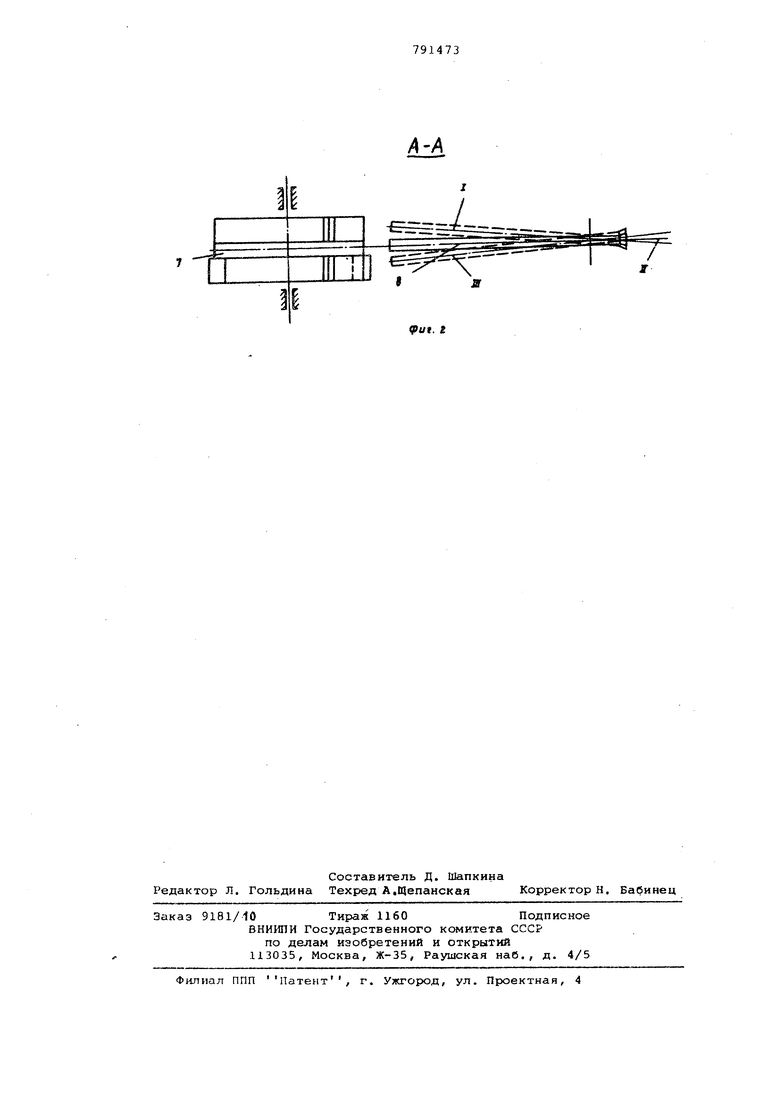
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на 30 фиг.1.
Устройство содержит два барабана 1 и 2, связанные с приводом враще.ния и несущие взаимодействующие между собою ножи 3 и 4, 5 и 6 и ручью 7 для перемещения проката и поворотную подающую проводку 8. Ножи 3-6 имеют длину составлякяцую часть длины образующей барабана и образует две группы 3, 5 и 4, 6. 7 расположен между группами козьей 3 и 5, 4 и 6, Количество ножей в группах 3, 4 не равно количеству ножей в группах 5 и 6. В случае обрезки переднего конца группы 3, 4 будут иметь по одному ножу. Для резки на мелкие куски в случаебурежк и может быть установлено в зависимости от требуемой длины, например по четыре ножа, нож 4 может быть расположен как в одной плоскости с ножом б, так и в разных. Устанавливая в группах разное количество ножей, можно использовать устройство для.резки на мерные длины.
Устройство-работает следующим образом.
Выходящий из черновой группы проволочного и мелкосортного стана (на чертеже не показан) прокат попадает в проводку 8. Для обрезки переднего конца пронодка устанавливается в положение 1. Для передачи в следуклдую группу клетей проводку поворачивают относительно шарнира 9 в положение II. В случаях бурежки проводку повора,чивают в положение III для резки на мелкиекуски.
Устройство позволяет повысить универсальность режущего устройства с точки зрения использования его как для обрезки концов проката, так и измельчения его.
Кроме того, короткие отрезки раската легко убираются транспортером уборки обрези, что обеспечивает надежную его работу. В дальнейшем, являясь металлоломом для сталеплавильного производства, зта обрезь не требует обработки на пакетировочных
прессах, т.е.. используется. без дополнительных затрат.
Формула изобретения
Устройство для резки проката, содержащее два барабана, связанные с приводом вращения, и несущие взаимодействующие между собою ножи и ручьи для перемещения проката, причем ножи на каждом барабайе образуют две группы, а их длина составляет часть длины образующей барабана, а также поворотную подающую проводку,отличающееся тем, что, с целью расишрения технологических возможностей, ручей каждого барабана расположен между группами ножей, причем количество ножей в них разное.
0Источники информации.
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 173098, кл. В 23 D 25/12, 1964.
2.Патент ФРГ № 804056,
S кл, 49с 25/12, В 23 D 25/12, 1951 (прототип).
7 

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1991 |
|
RU2006349C1 |
| МОБИЛЬНЫЙ МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2012 |
|
RU2502579C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| Участок непрерывного прокатногоСТАНА для пРОизВОдСТВА КАТАНКи | 1979 |
|
SU852392A1 |