(54) СПОСОБ ОДНОСТОРОННЕЙ ДУГОВОЙ
1
Изобретение относится к области технологии изготовления и монтажа металлических строительных конструкций и может быть использовано в мостостроении и промышленном строительстве.
Известен способ односторонней дуговой сварки, при котором в зону дуги подают металлическую присадку, содержащую соединения отрицательноактивных элементов (1 .
Достигаемое при этом значительное повышение производительности делает целесообразным использование способа при односторонней сварке. Однако, в способе не решен важный вопрос образования качественного обратного валика стыкового шва.
Целью изобретения является повышение ка чества сварки путем улучшения формирования обратной стороны шва при сварке с зазором, равным 0,5-0,6 тотцины свариваемых д гталей.
Указанная цель достигается тем, что сварку ведут на медной подкладке с выемкой, которую покрьшают стеклотканью с образованием замкнутого воздушного пространства между выемкой и пространством. СВАРКИ
Стыковое соединение собирается без разделки кромок с зазором. Оптимальная величина сварочного зазора была установлена опытноэкспериментальным путем из условия получения качественного, прочно-плотного, бездефектного сварного соединения; она определяется толшикой свариваемого металла и составляет (0,5-0,6), а имегаю:
Толщина металла, мм Величина зазора, мм 84-5
10
105-6
126-7
147-8
168-10
2010-12
15
После сборки стыка сварочный зазор на всю высоту заполняется мeтaплoxи raчecкoй присадкой, представляющей смесь рубленой сварочной проволоки (крупки) диаметром 1,02,0 мм и соединений отрицательноактивных
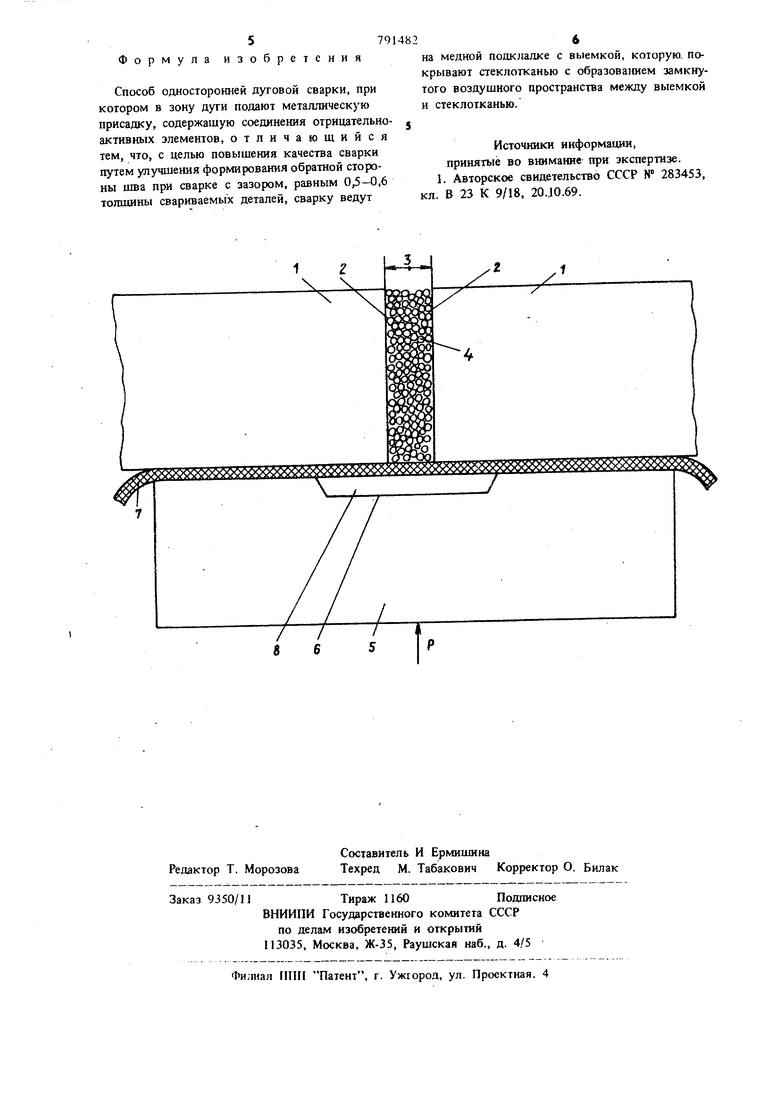
20 элементов (бескислородная соль щелочного металла - химическая добавка) в количестве 0,5-0,8% от веса металлической :фракции. Это оптимальное содержание химической добавки 37 было установлено опытно-акспериментальным путем. При введении химической добавки менее 0,5% от веса металлической фракции в сварных 11шах были обнаружены непровары; при введении добавки более 0,8% от веса металлической фракции в сварных иМах,были обнаружены поры (сварные иты контролировались ультразвуковой дефектоскопией). За счет достигаемого таким путем исключения непроваров и пор повышается несущая способность и надежность сварных стыковь1х соединений. Обратный валик стыкового шва формируется на полосе расплавляемой стеклоткани в замкну том воздушном пространстве, которое было до сварки между нижней поверхностью стеклоткани и поверхностью выемки в медной подкладке. Данная технология односторонней сварки стыковых соединений позволяет снизить концектрацию напряже1О1й по границе перехода обратного валика к основному металлу и повысить их выносливость настолько, что механическую обработку обратной стороны шва можно не производить; это обеспечивает снижение трудоемкости выполнения соединерии. Такая технология позволяет осуществить свар ку стыкового соединения толщиной до 20 мм за один проход, что снижает ее трудоемкость; при этом одновременно уменьшается усадка металла шва, значительно снижается. уровень остаточных напряжений и в результате, как показали исследования, можно отказаться от пред варительного подогрева основного металла при сварке термоулучшенных сталей. На чертеже представлено стыковое соединение, собранное под одностороннюю автоматическую сварку. Детали 1, содержащие свариваемы кромки 2, не имеющие разделки, образуют зазор 3. Металлохимическая присадка 4 представляет собой смесь рубленой сварочной проволоки диаметром 1,0-2,0 мм и бескислородных солей щелочных металлов. Медная подклада:а 5 имеет выемку 6. Полоса стеклоткани 7 формирует обратный валик стыкового шва. Замкнутое воздушное пространство 8 частично заполнено металлом обратного 1валика шва. при свар ке. Способ односторонней сварки предусматрива ет выполнение операций в следующей последов тельности. Подготавливаются свариваемые кромки 2. Сборка свариваемых деталей 1 производится таким образом, чтобы свариваемые кромки 2, не имеющие разделки, образовьгеали сварочный зазор 3 величиной от 4 до 12 мм в зависимое ти от толщины свариваемых деталей. Затем на ведущую подкладку 5, имеющую выемку 6, укладывается полоса стеклоткани 4 и все поджимается к га1жнсй плоскости свариваемых деталей I. При этом между поверхностью выемки 6 и нижней плоскостью полосы стеклоткани 7 образуется замкнутое воздушное пространство 8. Далее в сварочный зазор 3 засыпается Металлохимическая присадка 4 на всю высоту зазора, равную толщине свариваемых деталей 1. Затем осуществляется сварка обратного стыкового соединения за один проход сварочного трактора. Далее снижается усилие, поджимающее медную подкладку 5, при этом подкладка под собственным весом отделяется от сваренного соединения. Затем производится зачистка щлака с лицевой и обратной сторон стыкового шва. Проведенные зкспериментальные исследования по односторонней сварке стыковых соединений с применением данного способа показали его перспективность для применения при изготовлении и монтаже пролетных строений стальных мостов. Так, например, при сварке стали толщиной 12 мм стыковое соединение собиралось без разделки кромок с зазором 6 мм. Затем медная подкладка, имеющая прямоугольную выемку глубиной 2 мм и шириной 25 мм вместе с полосой стеклоткани, уложенной на поверхности подкладки, поджималась к нижней плоскости свариваемых деталей; при этом между поверхностью выемки и нижней плоскостью полосы стеклоткани образовывалось замкнутое, воздушное пространство. Затем в сварочный зазор на всю его высоту засыпалась металлическая присадка, представляющая смесь рубленой сварочной проволоки 2 мм и химической добавки (фтористый натрий) в количестве 0,5% от веса металлической фракции. Автоматическая сварка данного соединения осуществлялась за один проход сварочного трактора. Такая конструкция стыка и технология односторонней сварки стыкового соединения толщиной 12 мм позволила получить высококачественный обратный валик шва, V которого радиусы перехода от обратного валика к основному металлу составляли 15-20 мм, в то время как существующие способы односторонней сварки позволяют получить радиусы перехода от обратного валика к основному металлу 0,2-0,8 мм. На данном,примере видно, что стыковые швы, выполненные .односторонней сваркой по предлагаемой технологии, обладают минимальной концентрацией напряжения по границе обратного валика шва, при этом эффективный коэффициент концентрации в 1,5 раза меньше, чем у соединений, выполненных по существующей в мостостроении технологии односторонней сварки. 5791482 Формула изобретения Способ односторонней дуговой сварки, при котором в зону дуги подают металлическую присадку, содержащую соединения отрицательно- j активных элементов, отличающийся тем, что, с целью повышения качества сварки путем улучшения формирования обратной стороны шва при сварке с зазором, равным 0,5-0,6 толщины свариваемых деталей, сварку ведут на медной подкладке с выемкой, которую, покрывают стеклотканью с образоватшем замкнутого воздушного пространства между выемкой и стеклотканью. Источники информации, принятые во внимание при экспертизе. 1. Авторское свидетельство СССР № 283453, кл. В 23 К 9/18, 20.JO.69.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Способ получения сварного соединения стальных деталей, стойкого к электрохимической коррозии | 2017 |
|
RU2688023C2 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 1999 |
|
RU2165346C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРИСАДОЧНОГО МАТЕРИАЛА ДЛЯ ДУГОВОЙ СВАРКИ | 2014 |
|
RU2574930C2 |
| Подкладка | 1977 |
|
SU722714A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
