Изобретение относится к технологии восстановления деталей из высокопрочных сталей при их ремонте в процессе эксплуатации.
Известен способ восстановления деталей из высокопрочных сталей, включающий операции глубокой термической обработки, механической обработки критических зон усталости путем снятия тонкого слоя метала ("омоложением") и повторную упрочняющую обработку этих зон (авт.св. N 699025, кл. C 21 D 07/08, 1979).
В известном способе механическая обработка ("омоложение") проводится путем шлифования с применением корундовых кругов без контроля режимов шлифования по скорости резания. Недостатком этого способа "омоложения" является термодинамическое воздействие на поверхностный слой металла при финишной механической обработке шлифованием, что резко снижает характеристики сопротивления усталости поверхностного слоя детали, а значит снижает и ресурс по критерию долговечности.
Кроме того, проведение финишной механической операции шлифованием без контроля режима резания по скорости создает предпосылки для нестабильности качества поверхности (возможны прижоги) и снижает производительность процесса механической обработки.
Отмеченные недостатки исключаются при проведении операции "омоложения" с использованием процесса сверхскоростного резания с использованием разработанного инструмента.
Целью предлагаемого способа ремонта деталей из высокопрочных сталей, когда механическая обработка проводится на режимах сверхскоростного резания с использованием специального инструмента, является следующее.
1. Обеспечение механической обработки на режимах резания, когда процесс образования стружки происходит путем хрупкого разрушения металла (а не пластичного, как при шлифовании). Этот процесс обеспечивает исключение термодинамического воздействия на обрабатываемую поверхность. Все тепло отводится в стружку.
2. Повышение чистоты обработки поверхности (до 2 мкм).
3. Поддержание стабильности режимов резания в пределах требуемого диапазона скорости.
4. Повышение производительности труда финишной операции.
Продолжительность обработки определяется только тепловым режимом инструмента.
5. Обеспечение автоматического контроля за режимами резания, исключая возможность механической обработки ниже допустимого порога скорости резания.
6. Повышение надежности работы и ресурса инструмента.
7. Увеличение ресурса детали после ремонта.
Для каждого вида материала деталей допустимый максимальный (критический) порог скорости резания и фактическая долговечность определяются экспериментально. Для высокопрочных сталей с σв ≥ 140 кгс/мм2 критическая скорость резания равняется ≥ 1500 м/мин. При резания на режимах выше критической скорости гарантированно обеспечивается образование стружки путем хрупкого разрушения - скалывания сегментами. Такой режим резания практически исключает термодинамическое и механическое воздействия на поверхность обрабатываемой детали.
Верхний предел наработки детали для проведений механической обработки определен по факту наступления стадии предразрушения, когда под действием эксплуатационных нагрузок на поверхности детали в критических зонах наступает стадия предразрушения - образуются неразвивающиеся короткие трещины.
Нижний предел наработки определяется по условиям экономической целесообразности проведения восстановления детали.
Предлагаемый способ восстановления деталей из высокопрочных сталей реализуется в следующей последовательности при достижении наработки 0,3 - 0,5 фактической долговечности детали (до наступления стадии предразрушения).
1. Термическая обработка - отпуск для снятия остаточных напряжений при температуре 250oC (ниже температуры Ac3 для стали), время 12 - 24 ч, среда воздушная, нейтральная.
2. Механическая обработка критических зон усталости ("омоложение") для снятия тонкого 0,3 - 0,5 мм слоя металла при следующих режимах и геометрии режущего инструмента:
Скорость резания V ≥ 1500 м/мин.
Заточка зуба:
передний угол γ1 -15
задний угол γ2 +35
Число зубьев Z 21 - 40
3. Поверхностное упрочнение.
Сверхскоростное резание осуществляется специальным режущим инструментом, приводимым во вращение электродвигателем, имеющим оговоренные выше геометрические размеры режущего зуба.
Для обеспечения высокой скорости резания согласно предлагаемой технологии был разработан электроинструмент.
Известно применение в режущих электроинструментах моментного вентильного электродвигателя. Электропривод ручного инструмента содержит также блок управления двигателем и выключатель (патент РИ N 2064396, кл. B 24 B 23/02, 1996 "Электропривод ручного инструмента"). Электропривод обеспечивает безопасность работы вследствие практически мгновенного останова рабочего инструмента.
Однако в данном инструменте имеет место мгновенный останов при перегрузках по моменту, что недопустимо в технологическом процессе резания группы особо высокопрочных материалов (восстановления деталей). Данный инструмент также не обеспечивает требований технологического процесса сверхскоростного резания деталей:
1. регулирование и стабилизацию скорости и вращения режущей части в заданных пределах режима резания;
2. cигнализацию о необходимости отвода инструмента при снижении скорости ниже допустимого значения по технологическому процессу.
Для обеспечения требований технологического процесса восстановления деталей предлагается инструмент для сверхскоростного резания, состоящий из электромеханической режущей части, которую при ручной обработке пользователь держит в руках, и блока электронного управления.
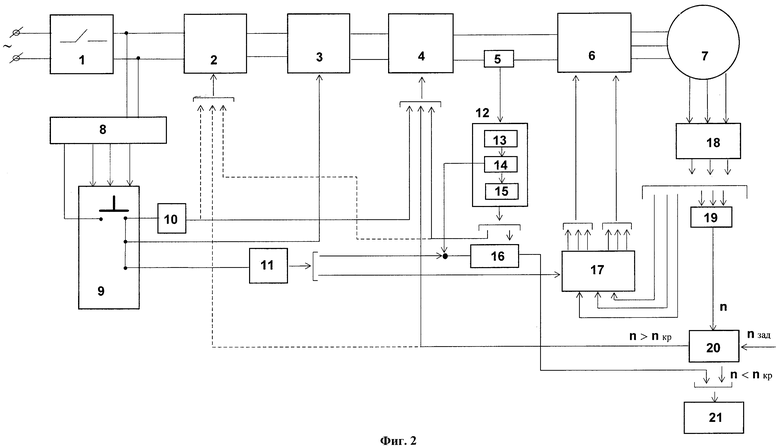
Электромеханическая режущая часть - фиг. 1 содержит борфрезу 1, закрепленную с помощью цанги в патроне шпинделя 2, приводимого во вращение бесконтактным вентильным электродвигателем, световой индикатор 3 и выключатель 4. Борфреза выполнена из твердосплавной стали, имеет винтовую конфигурацию, является многолезвенной с отрицательным углом заточки.
Для обеспечения центрированного крепления на приводе станка организовано посадочное место 5.
Блок электронного управления в совокупности с электродвигателем и выключателем составляют электропривод инструмента, блок-схема которого приведена на фиг. 2 и включает в себя автомат защиты 1, выпрямитель 2, устройство динамического торможения 3, регулятор напряжения 4, датчик тока 5, инвертор 6, вентильный электродвигатель 7, вторичный источник питания 8, выключатель 9, блоки задержки 10, 11, блок токовой защиты 12, преобразователь тока в напряжение 13, пороговое устройство 14, формирователь импульсов 15, счетчик импульсов 16, блок формирования сигналов управления 17, устройство определения положения ротора 18, устройство формирования сигнала скорости 19, устройство сравнения скоростей 20, формирователь сигнала на отвод инструмента 21.
Входы выпрямителя 2 и вторичного источника питания 8 соединены с источником переменного напряжения. Это подключение возможно осуществить через автомат защиты 1. Выход выпрямителя 2 соединен с входом устройства динамического торможения 3, выход которого соединен с входом регулятора напряжения 4. Выход регулятора напряжения 4 соединен с входом инвертора 6, выходом подключенного к обмоткам фаз электродвигателя 7. Устройство определения положения ротора соединено с входом блока формирования сигналов управления 17 и с входом устройства формирования сигналов скорости 19. Сигналы с шести выходов блока 17 поступают к управляющим входам инвертора 6, три из них - к ключам инвертора, подключенным к положительной шине инвертора, три - к отрицательной.
Выход устройства формирования сигнала скорости 19 подсоединен к входу сформированного сигнала скорости n устройства сравнения скоростей 20, выход которого по скорости, меньшей критической n < nкр, на отвод инструмента 21, а по скорости, большей критической n > nкр, на управляющие входы регулятора напряжения 4 и управляемого выпрямителя 2.
Вход блока токовой защиты 12 соединен с выходом датчика тока 5, включенным в минусовую цепь питания электродвигателя 7 между регулятором напряжения 4 и инвертором 6. Блок токовой защиты 12 содержит последовательно соединенные преобразователь тока в напряжение 13, пороговое устройство 14 и формирователь импульсов 15. Блок токовой защиты 12 имеет два выхода, один из которых подключается к регулятору напряжения 4 (или выпрямителю 2), а другой подсоединен к входу счетчика импульсов 16, выходом подключенного к входу формирователя сигнала на отвод инструмента 21. Один из входов обнуления счетчика 16 подключен к выходу блока задержки 11, а другой - к пороговому устройству 14. Вход блока задержки 10 соединен с первым полюсом выключателя 9, второй полюс которого соединен с одним из выходов вторичного источника питания 8. Первый полюс выключателя 9 также напрямую соединен с входом устройства динамического торможения 3 и через блок задержки 10 с управляющим входом регулятора напряжения 4 (или выпрямителя 2).
Работа инструмента осуществляется следующим образом.
Переменное напряжение от сети через автомат защиты 1 (предохранитель) подается на выпрямитель 2 и вторичный источник питания 8. После управляемого выпрямителя 2 напряжение подается через устройство динамического торможения 3 на регулятор напряжения 4, который методом широтно-импульсного регулирования осуществляет изменение средней величины напряжения, подаваемого на фазы электродвигателя 7 с постоянными магнитами на роторе через инвертор 6 для создания вращающегося магнитного поля.
В режиме, когда выключатель 9 отключен, все ключи инвертора 6 выключены. Устройство динамического торможения 3 отключает электродвигатель 7 от источника питания, закорачивая цепь якоря на сопротивление динамического торможения.
В режиме, когда выключатель 9 включен, сигнал включения электродвигателя 7 поступает на контактор устройства динамического торможения 3 и напряжение питания через выпрямитель 2 поступает на инвертор 6, ключи которого выключены. Включение их осуществляется по сигналам с устройства определения положения ротора 18. Устройство определения положения ротора 18 осуществляет либо прямое измерение положения ротора с помощью датчиков механического движения на его валу, либо косвенное измерение электрических параметров с помощью цифровых микропроцессорных контроллеров. Управляющие сигналы с устройства определения положения ротора 18 проходят на блок формирования сигналов управления 17, который формирует сигналы управления шестью ключами инвертора 6, подключая к источнику питания требуемые фазы электродвигателя 17, в результате чего возникает вращающее поле.
Задержка сигнала включения, установления блоком задержки 11, обеспечивает включение контактора устройства динамического торможения 3 до подключения ключей инвертора 6, что позволяет исключить коммутацию пускового тока через контактор устройства динамического торможения 3. Электродвигатель 7 приходит во вращение в пусковом режиме, когда с помощью регулятора напряжения 4 (или выпрямителя 2) на него подается пониженное напряжение питания, которое растет во времени. Через период времени, установленный блоком задержки 10, регулятор напряжения 4 или выпрямитель 2 полностью открывается и подает полное напряжение на электродвигатель 7, переводя его в рабочий режим. Предусмотрено регулирование пользователем скорости вращения вала электродвигателя и автоматическая стабилизация ее при снижении скорости до значения не ниже допустимой величины, названной nкр - критической скорость. При установке пользователем требуемого значения скорости вращения nзад (заданной) из устройства сравнения скоростей 20 подается сигнал на регулятор напряжения 4, управляющий средней величиной напряжения, подаваемого на фазы электродвигателя 7, а следовательно, и его скоростью вращения. При небольшом диапазоне регулирования скорости вращения (2) возможно совместить функции управляемого выпрямителя с регулированием напряжения и исключить из электронного блока управления отдельный блок регулирования напряжения. Это отражено на блок-схеме фиг. 2 пунктирной связью от 20 к 2.
Для обеспечения стабильности заданного пользователем значения скорости сигналы с устройства определения положения ротора 18 поступают в устройство формирования сигнала скорости 19, которые вычисляет имеющее место мгновенное значение скорости n. Оно сравнивается в устройстве сравнения скоростей 20 с заданным пользователем значением nзад и в случае, если имеет место превышение, но при этом измеренное значение скорости не снизилось ниже критического nкр, то с устройства сравнения скоростей 20 поступает сигнал в регулятор напряжений 4 (либо управляемый выпрямитель 2) на повышение среднего значения напряжения, подводимого к фазам электродвигателя 7 и, следовательно, стабилизируется скорость вращения. В случае, если измеренное значение скорости оказалось ниже критического, то устройство сравнения скоростей 20 выдает команду в формирователь сигнала на отвод инструмента 21, который включает как световую, так и звуковую сигнализацию. На электромеханической режущей части инструмента фиг. 1 загорается световой индикатор 3. В процессе пуска электроинструмента горит световая индикация, пока скорость не достигнет значения заданной.
Предусмотрена сигнализация на отвод инструмента для аварийной защиты электродвигателя от перегрузки по моменту. В выбранном типе вентильного электродвигателя момент строго пропорционален току во всем диапазоне нагрузок. Сигнал, пропорциональный току электродвигателя 7, поступает от датчика тока 5 в блок токовой защиты 12, где через преобразователь тока в напряжение 13 поступает на пороговое устройство 14. Превышение этим сигналом установленного уровня, соответствующего предельно допустимому моменту на валу, приводит к вырабатыванию пороговым устройством 14 сигнала токоограничения, поступающего на формирователь импульсов 15 отключения регулятора напряжения 4 или 2 выпрямителя. Эти импульсы имеют определенную фиксированную длительность, достаточную для снижения тока электродвигателя 7 до номинальной величины.
Если после снятия сигнала отключения ток электродвигателя не достигает максимально допустимого значения, продолжается нормальная его работа. В противном случае опять формируется импульс отключения регулятора напряжения 4 фиксированной длительности. Эти циклы отключения-включения фиксируются счетчиком импульсов 16 с целью исключения ложного сигнала на отвод инструмента при случайных сбоях. Только при устойчивом превышении заданного момента, когда счетчик импульсов 16 насчитывает N импульсов токоограничения, он выдает команду на формирователь сигнала на отвод инструмента 21, срабатывает сигнализация.
Возврат счетчика импульсов в исходное состояние (обнуление) осуществляется двумя способами: 1 - после отвода инструмента ток снижается, пороговое устройство 14 перестает выдавать сигналы на формирователь импульсов 15 и через задержку времени выдает сигнал на обнуление счетчика импульсов 16; 2 - после выключения выключателя 9. Таким образом, для возобновления нормальной работы необходимо отвести инструмент, освободив выходной вал от недопустимой нагрузки, получить подтверждение отсутствия перегрузки по световой индикации или выключить выключатель 9 и снова включить его, т.е. произвести повторный запуск привода.
При окончании работы отключение пользователем выключателя 9 приводит к снятию сигналов включения контактора устройства динамического торможения 3 и блока формирования сигналов управления 17, причем без задержек времени. Поэтому ключи инвертора 6 отключаются раньше, чем контактор устройства динамического торможения 3. Размыкание указанного контактора обеспечивает динамическое торможение электродвигателя путем закорачивания цепи якоря на динамическое сопротивление.
В соответствии с описанием изобретения очевидно, что его использование в технологическом процессе восстановления деталей сверхскоростным резанием позволяет получить следующие преимущества по сравнению с известным ручным инструментом.
1. Имеет место мгновенный останов только при выключении инструмента пользователем, а не при перегрузках по моменту, что отражено в блок-схеме электропривода фиг. 2 связью от выключателя 9 к устройству динамического торможения 3 и отсутствием связей со счетчика импульсов 16 с устройством динамического торможения 3 и блоком формирования сигналов управления 17.
2. Предусматривается регулирование скорости вращения режущей части через установку пользователем задаваемого значения скорости.
На блок-схеме электропривода фиг. 2 nзад - входящий параметр в устройство сравнения скоростей 20.
3. Обеспечивается автоматическая стабилизация заданной пользователем скорости резания за счет связи регулятора напряжения 4 с устройством сравнения скоростей 20 на блок-схеме электропривода (фиг. 2).
4. Формируется сигнал для сигнализации о необходимости отвода режущей части инструмента при:
4.1. отклонении скорости за пределы, допустимые технологическим процессом сверхскоростного резания - на блок - схеме фиг. 2, связь между устройством сравнения скоростей 20 и формированием сигнала на отвод инструмента 21;
4.2. аварийной перегрузке электродвигателя по моменту на блок-схеме фиг. 2 связь между счетчиком импульсов 16 и формирователем сигнала.
Изобретение может быть использовано не только для восстановления изделий из стали как ручным инструментом, так и на станочном оборудовании, но и при обработке поверхностей и конструкций от особо высокопрочных сплавов, неметаллических материалов, жаропрочных сталей, титановых сплавов до композиционных материалов и сотовых конструкций.
Область применение изобретения может быть расширена обработкой поверхностей и конструкций из особо высокопрочных сплавов, неметаллических материалов, жаропрочных сталей, титановых сплавов, композиционных материалов и сотовых конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТНАЯ СИСТЕМА РОТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2264022C2 |
| СПОСОБ УПРАВЛЕНИЯ ВЕНТИЛЬНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279757C2 |
| МАГНИТНАЯ СИСТЕМА РОТОРА | 2003 |
|
RU2244370C1 |
| ЭЛЕКТРОПРИВОД КОЛЕС АВТОМОБИЛЯ | 2008 |
|
RU2373077C1 |
| Устройство для динамического торможения асинхронного электродвигателя с фазным ротором | 1976 |
|
SU613469A1 |
| Способ управления вентильным электродвигателем со звеном постоянного тока при изменении знака его момента и устройство для его осуществления | 1983 |
|
SU1124408A1 |
| Преобразователь частоты для частотно-регулируемого электропривода | 1979 |
|
SU888321A1 |
| Устройство для управления петельным полуавтоматом | 1987 |
|
SU1420088A1 |
| Электропривод | 1984 |
|
SU1377994A1 |
| Устройство для аварийного динами-чЕСКОгО ТОРМОжЕНия элЕКТРОдВигАТЕляпОСТОяННОгО TOKA C ОбМОТКОй пАРАл-лЕльНОгО ВОзбуждЕНия | 1979 |
|
SU843138A1 |
Изобретение относится к технологии восстановления и может найти применение при ремонте деталей из высокопрочных сталей в различных отраслях машиностроения. Способ заключается в термической обработке деталей для снятия остаточных напряжений с последующей механообработкой в критических зонах (омоложением), проводимой не позднее 0,3-0,5 фактической долговечности этих деталей, при скорости резания, превышающей 1500 м/мин, с использованием специального инструмента, и повторное упрочнение зон механообработкой. Инструмент состоит из электромеханической режущей части и блока электронного управления, который в комплекте с электродвигателем и выключателем составляет электропривод инструмента. В блок электронного управления электропривода введен формователь сигнала на отвод инструмента, устройство формирования сигнала скорости, устройство сравнения скоростей сформированного сигнала со значением, заданным оператором. В блок электронного управления также может быть введен регулятор напряжения, а в электромеханическую, режущую часть инструмента - световой индикатор, сигнализирующий о необходимости отвода инструмента. Данная технология восстановления деталей с использованием высокоскоростного электроинструмента позволяет исключить термодинамическое воздействие на обрабатываемую поверхность, повысить чистоту обработки поверхности, поддержать стабильность резания в пределах требуемой скорости, обеспечить автоматический контроль за режимами резания, увеличить ресурс детали после ремонта. 2 с. и 2 з.п. ф-лы, 2 ил.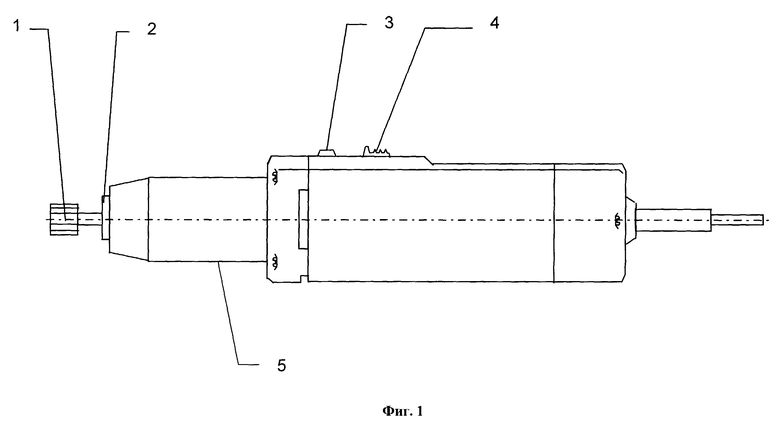
| Способ восстановления деталей из высокопрочных сталей | 1978 |
|
SU699025A1 |
| RU 2064396 C1, 27.07.96 | |||
| Способ упрочнения изделий | 1981 |
|
SU1027239A1 |
| Способ обработки нежестких деталей | 1985 |
|
SU1258847A1 |
| Способ восстановления деталей из высокопрочных сталей | 1986 |
|
SU1350180A2 |
