С1,ема припуска и велзпшне оставшегося припуска иа обработк у.
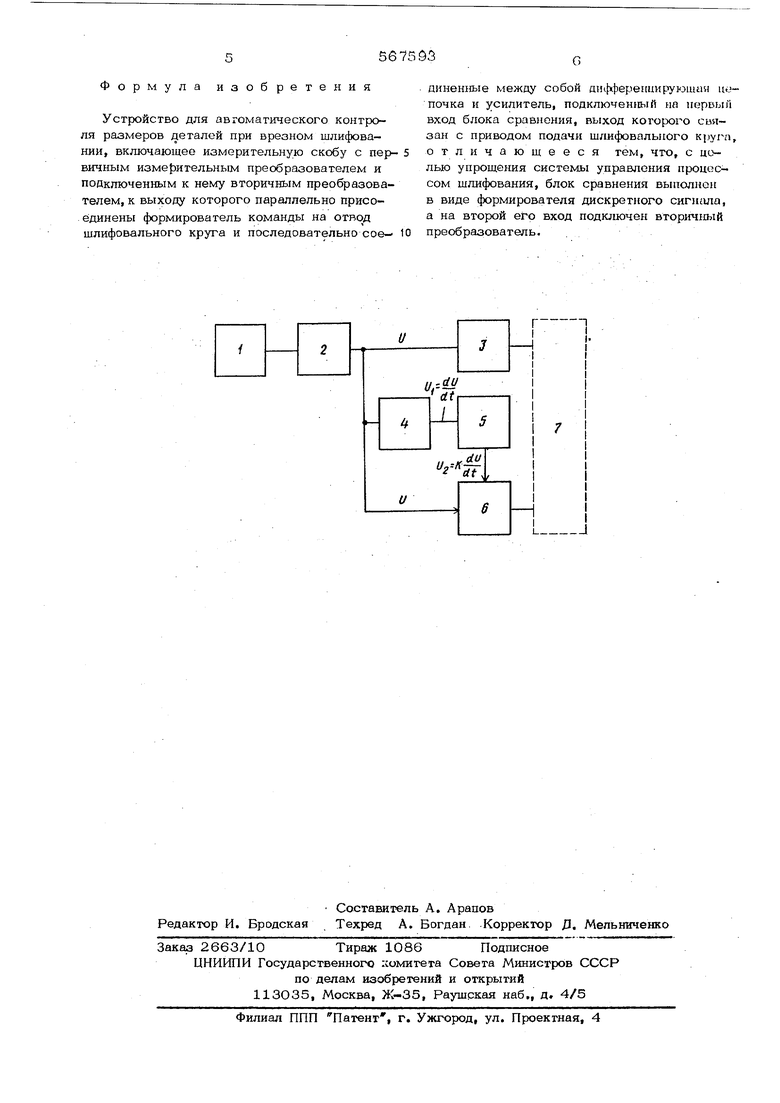
На чертеже изображена блок-схема предлагаемого устройства.
Устройство состоит из измерительной
скобы с первичным измерительным преобразователем 1, вторичного измерительного преобразователя 2, формирова:теля 3 команды на отвод круга, дифференцирующей цепоч ки 4, усилителя 5, блока сравнения 6, выполненного в виде формирователя дискретного сигнала на управление приводом подачи шлифовального круга 7.
Измерительная скоба с измерительным преобразователем 1 предназначена для измерения размера детали и для преобразования измерительного сигнала в электрический который усиливается и преобразуется вторичным измерительным преобразователем 2. Преобразователь имеет на выходе напряжеи
пропорциональное вел1-гчине припусние
ка, Ди4)фбрбнцирую1цая цепочка 4 служит для диф{1)ере щирования сигнала с выхода вторич-. ноге преобразователя. Выходное напряжение и. ди441еренцирующего звена пропорциональ-- 25 но скорости съема припуска aU/di .Усилитель 5 предназначен для усиления постоянного напряжения с выхода дифференцирующей цепочки. При помощи этого усилителя согласуется масштаб сигнала дифференцирующей зо цепочки с сигналом после вторичного измерительного преобразователя, т.е. скорости припуска еьема с величиной припуска.
Блок сравнения 6 служит для формировапия команды на управление подачей и вьшол-35 нен в виде с}юрмирователя дискретного сигнала. Блок 6 сравнивает два сигнала, поступающие на его входы. Один сигнал с усилителя 5 пропорционален скорости съема припуска, второй сигнал со вторичного пре- 40 рбразователя 2 пропорционален величине припуска. Выходной сигнал формирователя команды 6 имеет дискретный (релейный) характер, т.е. включает или выключает привод подачи шлифовального круга 7.45
Формирователь,команды 3 предназначен для формирования команд на отвод круга, когда размер детали стапет равным заданному.
Устройство работает следующим образом.50
В начале обработки измерительная скоба вводится на измерительную позицию. На выходе первичного измерительного преобразо,вателя появляется сигнал, пропорциональный величине припуска. Этот сигнал поступает 55 на вторичный измерительный преобразователь, который усиливает и преобразует его Б постояшгое напряжение U , пропорциональное вели:члне припуска. Сигнал с выхода преобразователя дифференцируется дифференци- JO
рующей цепочкой, с выхлопа которой снимается напряжение I . усиливающееся усилителем 5.
Таким образом, с выхода усилителя 5 снимается напряжение
и,-ки, ,
пропорциональное скорости съема припуска. Это напряжение подается на вход блока сравнения 6, выполненного в виде формирователя дискретного сигнала, предназначенного для управления на заключительном этапе текущей скоростью съема припуска, где оно сравнивается с напряжением, подаваемым па второй вход блока со вторичного преобразователя 2 и пропорциональным оставщемуся припуску на обработку.
На первом этапе обработки сигнал, пропорциональный величине припуска, будет болше сигнала, пропорционального скорости съема , поэтому блок сравнения 6 подает команду на включение подачи. По мере съема припуска сигнал с выхода вторичного измерительного преобразователя 2 уменьшается и в какой-то момент времени станет равным сигналу с усилителя 5. При этом формирователь 6 выдает в схему управления привода подачи шлифовального круга команду на выключение подачи и дальнейший съем бу- дот происходить только за счет натягов в системе. Скорость съема начнет постепенно уменьшаться и сигнал-с усилителя 5 станет снова меньше сигнала вторичного измерительного преобразователя 2. Как только сигнал, пропорциональный скорости, будет меньше сигнала, пропорционального оставшемуся припуску на обработку, формирователь 6 выдаст команду на включение подачи. Натяг в системе начнет уве личиваться и, соответственно , возрастет скорость шлис|ювання, но как только скорость станет выше критической для данного значения припуска, формирователь вновь выключит подачу и обработка будет продолжаться за счет натягов в режиме выхаживания.
Таким образом, формирователь дискрет ного сигнала 6, включая и выключая подачу, регулирует скорость съема по заданнбму линейному закону, обеснечивая оконча- 1ше обработки с заданной постоянной скоростью съема припуска. При достижении заданного размера детали срабатывает второй формирователь команды 3, который выдает в цепь управления приводом шлифовального круга 7 команду на отвод круга. Процесс обработки на этом прекращается, а измерительная гаповка возвращается в исходное положение.
Формула изобретения
Устройство для автоматического контроля размеров деталей при врезном шлифовании, включающее измерительную скобу с первичным изме{зительным преобразователем и подключенным к нему вторичным преобразователем, к выходу которого параллельно присоединены формирователь команды на отвод шлифовального круга и последовательно сое-
диненные между собой )ереицируюшая цепочка и усилитель, подключенный на первый вход блока сравнения, выход которого связан с приводом подачи шлифовального К(.|угл, отличающееся тем, что, с целью упрощения системы управления процессом шлифования, блок сравнения выполнен в виде формирователя дискретного сипиша, а на второй его вход подключен вторичный преобразователь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU942971A2 |
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство для автоматического управления врезным шлифованием | 1983 |
|
SU1202831A1 |
| Самонастраивающееся устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU931435A1 |
| Система автоматического контроля параметров процесса круглого шлифования на станке с программным управлением | 1989 |
|
SU1705049A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| ПРИБОР АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ | 1970 |
|
SU264709A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления поперечной подачей внутришлифовального станка | 1976 |
|
SU647102A1 |
I
