1
Изобретение относится к механизации погрузочно-разгрузочных работ электродной промыиленности, в частности к способам загрузки кассет камер колодцевых одно- или многока- 5 мерных обжиговых печей.
В настоящее время обжиг электродов и заготовок конструкционных углеродных материалов ведется в слое инертной к углероду пересыпки (из- 10 мельченный кокс, кварцевый песок или их смеси. Загрузка камер, разделенных перегородками с муфельными каналами на кассеты, ведется последовательно по кассетам..
Известен способ загрузки кассет, по которому сначала на подину кассеты насыпают слой пересыпки толщиной 150-200 мм, на него устанавливают вертикально первый ряд заготовок 20 так, чтобы расстояние от них до стенок кассеты было 70-150 мм, после чего сверху на заготовки засыпают пересыпку слоем толщиной 100-200 мм. Аналогичным порядком .загружают еле- 25 дующие ряды, до тех пор, пока кассета не будет загружена полностью. Над верхним рядом заготовок слой пересыпки делают 300-400 мм с тем, чтобы исключить воздействие на об- 30
жигаемые заготовки открытого пламени и продуктов сгорания топлива. Часть операций по загрузке выполняется с помощью мостового крана (транспортировка заготовок и пересыпки к камере, установка в камеру крупных электродов и заготовок) Til. Указанный способ позволяет механизировать только часть операций. Большинтсво же операций (установка в камере заготовок мелких и средних сечений, разравнивание пересыпки, строповка заготовок и бункеров с пересыпкой и т.п.) выполняются вручную. Загрузчикам приходится работать внутри камеры, где запыленность очень высока, работать неудобно и тя). Загрузка камеры занима; ет много времени. По опыту наших отечественных заводов бригада из двух человек (не считая крановщика) загружает одну камеру в течение смены, при этом количество крановых операций (подача заготовок, пересыпки и т.п.) составляет около 50. Засыпка заготовок пересыпкой проводится из переносного бункера открыванием люка в днище. При этом образуется много пыли, которая распределяется по цеху.
Наиболее близким к изобретению .схническим решением является способ загрузки кассет оОжиговых камер с использованием контейнеров, загружаемых заготовками вне . камеры 21 .
Загрузка печи при этом производится следующим образом.
На слой пересыпки толщиной 200250 мм на подине устанавливают контейнеры, затеем пространство между контейнерами и стенками кассеты оечи засыпают пересыпкой. Над контейнерами пересыпку засыпают слоем толщиной не менее 200-250 мм, на этот слой пересыпки устанавливают следующие контейнеры и т.д. до полного заполнения кас.сеты. Засыпка пересыпки в контейнеры производится либо вне камеры одновременно с загрузкой заготовок, либо после загрузки контейнеров в кассеты камеры .
Этот способ позволяет улучшить условия труда, сократить время загрузки камер.
Однако данный способ имеет ряд недостатков, определяемых способом обжига в контейнерах. Металлические контейнеры выходят из строя после проведения трех-четырех компаний обжига, поэтому стоимость контейнеров значительно увеличивает стоимость обожженной продукции. По проведенным расчетам на 1 т продукции, обжигаемой в металлических контейнерах, расходуется до 15 кг стали. При обжиге металлические контейнеры коробятся, поэтому их вьшолн-яют так размеров, чтобы расстояние от стено контейнеров до стенок кассеты было менее 100-150 мм. Вследствие этого при контейнерном обжиге объем загруки печи снижается на 10-25%. Кроме того, так как заготовки в контейнер загружают на расстоянии 40-50 мм от стенок контейнера, после установки контейнеров в кассету, приходится дополнительно контейнеры заполнять пересыпкой открытым высыпанием ее из переносного бункера. Вопрос запыленности цеха при таком способе загрузки не решается-.
Цель изобретения - уменьшение стоимости продукции, увеличение объма загрузки печи и уменьшение запыленности цеха.
Поставленная цель достигается тем, что при способе загрузки кассе камер обжиговых печей колодцевого типа углеродными заготовками путем использования контейнеров, загружаемых вне печи, и установки их в кассету камеры печи, после установки контейнера в кассету камеры пе днище его отъединяют откорпуса и корпус удаляют из камеры.
Днища контейнеров остаются в камере во время обжига заготовок. Днища МОГУТ быть одноразового действия например деревянные, или многоразового, например из жаропрочных сталей, специальных марок бетона и т.п.
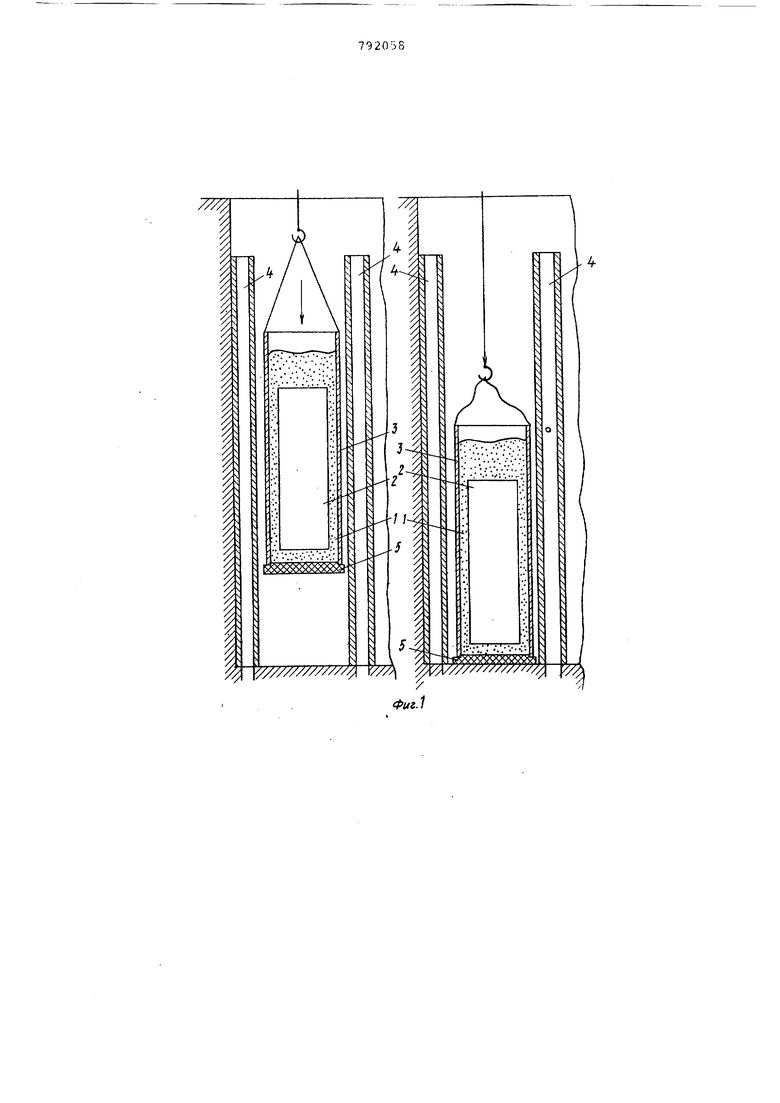
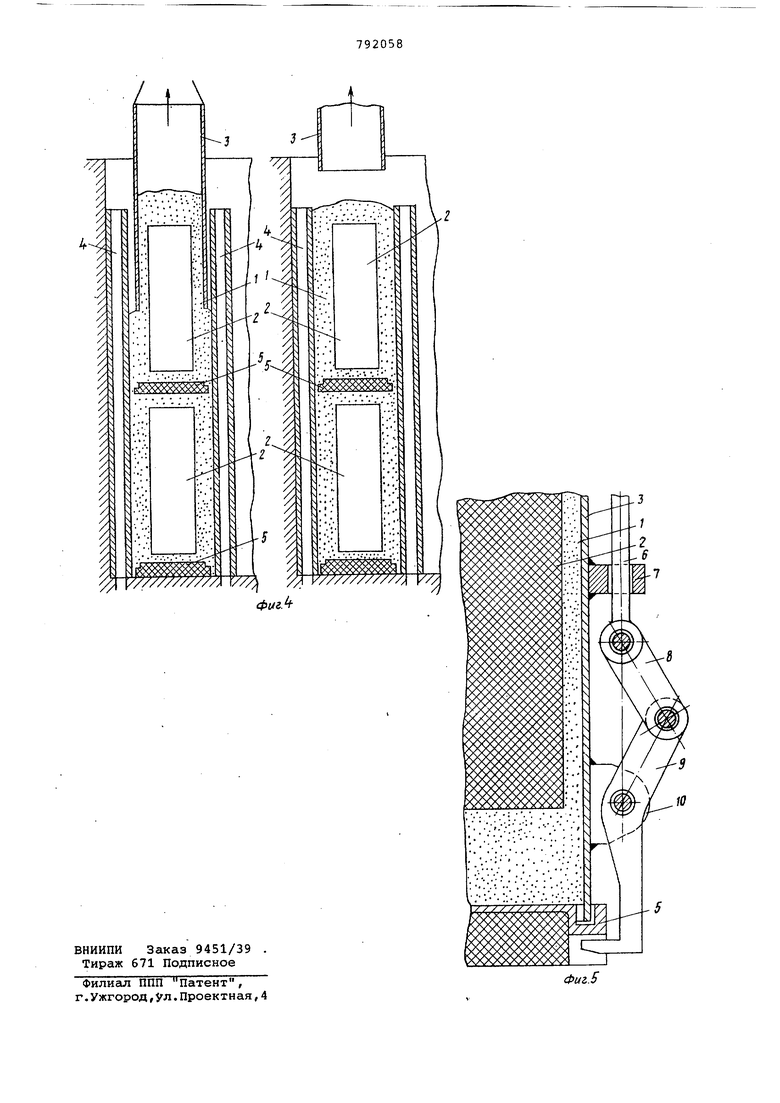
На фиг.1 и 2 последовательно схематически изображена операция загрузки первого ряда на фиг.З и 4 то же второго ряда заготовок; на фиг.5 - устройство для крепления днища к корпусу загрузки первого ряда.
Загрузку кассет печи заго овками и пересыпкой ведут следующим образом.
Вне печи в собранный контейнер насыпают на дно слой пересыпки 1 толщиной 150-200 мм, на пересыпку 1 ставят заготовки 2 и после этого заготовки засыпают пересыпкой с таким расчетом, чтобы верхний слой над заготовками был не менее 150-20 мм после удаления корпуса 3 контейнера из печи. Загруженный контейнер устанавливают на под кассеты 4 печи с помощью мостового крана или другого грузоподъемн(9го механизма. После этого отсоединяют днище 5 контейнера от корпуса 3 и корпус удаляют из каморы. Операция загрузки последующих рядов отличается тем, что контейнеры устанавливают на пересыпку, покрывающую заготовки предыдущего ряда. При загрузке верхнег ряда заготовок в контейнер засыпают столько пересыпки, чтобы толщина верхнего слоя над заготовками была 300-400 мм. Если один ряд заготовок загружают несколькими контейнерами, то удаление корпусов контейнеров осуществляют после установки всех контейнеров этого ряда.
Для осуществления указанного способа загрузки кассет камер обжиговых печей применяют контейнеры с отъединяющимся днищем. При сборке контейнера перед его загрузкой заготовками и пересыпкой днище крепится к корпусу с помощью замковых или другого типа устройства в количеств четырех-шести штук по периметру днища.
Замковое устройство для крепления днища контейнера к корпусу содержит тягу 6, кронштейн 7, шатун
8,рычаг 9 и кронштенй 10. Перемещение контейнера в сборе
осуществляется мостовым краном, или другим грузоподъемным механизмом с помощью строп, зацепленных за проушины на корпусе или за специальные детали, закрепленные на корпусе. Дл отъединения днища от корпуса после установки контейнера в печь стропы цепляют за тяги замковых устройств. При движении тяг б вверх рычаг
9,соединенный с тягой шатуном 8, поворачивается и отсоединяет днище 5
от корпуса 3. Корпус 3 удаляют из
камеры, а днище 5, заготовки 2 и пересыпка 1 остаются в камерах печи
Сохраняя преимущества загрузки печей при контейнерном обжиге в части ускорения операции загрузки и при безконтейнерном и части объема загружаемых материалов на обжиг, предлагаемый способ загрузки печей позволяет избежать таких недостатков как длительность процесса загрузки печи, большое количество ручного труда при безконтейнерном обжиге, уменьшение объема загрузки и большой расход металла на тонну обжигаемой продукции при контейнерном обжиге. Сокращается также парк контейнеров, так как их должно быть не больше, чем для загрузки одной камеры.
Поскольку при описываемом способе загрузка контейнеров заготовками и пересыпкой осуществляется вне камеры то это позволяет сосредоточить выпол нение этих операций на специализированной площадке, механизировать и автоматизировать процесс загрузки. Значительно улучшаются условия труда загрузчиков-выгрузчиков, так-как ликвидируются все операции, выполняемые сегодня в камере- разравнивани пересыпки, установка заготовок и т.п При существующих способах загрузки после обжига наблюдается часто прикоксовывание пересыпки к поду кассет камер.Операция зачистки пода трудоемка и тяжела, так как проводится в ограниченном пространстве кассеты. В предлагаемом способе днищ значительно легче зачистить от прикоксовавшейся пересыпки после его извлечения из камеры, причем эту операцию легко механизировать.
Загрузка контейнеров пересыпкой осуществляется вне камеры, поэтому
при загрузке камеры не производят операции открытого высыпания пересыпки. Запыленность цеха от операции загрузки печей резко уменьшается .
Немаловажным преимуществом описываемого способа является стабильность расположения заготовок в кассетах кпмер печи, что стабилизирует процесс обжига и улучшит качество обожженной продукции.
Способ приводит к снижению расхода металла на контейнеры, так как парк их резко уменьшается, а срок службы возрастает, за счет .чего снижается стоимость обожженной продукции.
Формула изобретения
Способ загрузки кассет камер обжиговых печей колодцевого типа углеродными заготовками или изделиями и пересыпкой путем использования контейнеров, загружаемых вне печи и установки их в кассету камеры печи, отличающийся тем, что , с целью уменьшения стоимости обожженной продукции, увеличения объема загрузки печи и уменьшения запыленности цеха, после установки контейнера в кассету камеры печи диище его отъединяют от корпуса и корпус удаляют из камеры.
Источники информации, принятые во внимание при экспертизе
1.Чалых Е. Ф. Технология и оборудование электродных и электроугольных предприятий , М., Металлургия, 1972, с.162-168.
2.Патент США 3681818, кл. 25-153, опублик. 1972.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетировки крупногабаритных длинномерных углеродных заготовок в процессе обжига | 1989 |
|
SU1685868A1 |
| Печь для обжига углеродных заготовок | 1986 |
|
SU1399626A1 |
| Способ обжига углекерамических заготовок | 1976 |
|
SU610827A1 |
| СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК | 1989 |
|
RU2022921C1 |
| Способ получения углеродосодержащих заготовок | 1983 |
|
SU1161463A1 |
| СПОСОБ ОЧИСТКИ ВЫСОКОТЕМПЕРАТУРНЫХ ОТХОДЯЩИХ ГАЗОВ ОТ СМОЛИСТЫХ ВЕЩЕСТВ | 1995 |
|
RU2099132C1 |
| Контейнер | 1979 |
|
SU821893A1 |
| СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ ЗАГОТОВОК МЕЛКОЗЕРНИСТОГО ГРАФИТА ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2014 |
|
RU2559966C1 |
| Способ пакетирования углеродных заготовок | 1987 |
|
SU1691300A1 |
| Контейнер для обжига углеродистых заготовок | 1988 |
|
SU1696829A1 |