СП
о
00 00
О)
LftE S WrrSl &
(1
ФЧг
т
гч
Фиг.1
315
Изобретение относится к устройствам для сборки магнитопроводов электрических машин в частности к дозирующим устройствам, предназначен- ным для образования стопы необходи- мой высоты из вырубленных листов магнитопроводов.
Цель изобретения повышение на- де)(ности работь устройства путем ис- ключения смещения листов и повьииания точности отсека нип.
На фиг,1 изображено предлагаемое, устройство для дозирования стопы по- люсныхХ листов элвгстрическмх машин, общий вид; на фиг,. - сечение А-А на .l; на фиг.З вариант выполнения отсекающей лопатки
Устройство содержит механизм оп рессовки стопы листов, включающий гидроцилиндр 1, шток 2 которого оснащен башмаком 3, взаимодействующим со стопой листов , находя1цейся в оправке 5.
На штоке 2 жестко закреплен крон- штейн 6, на котором с помощью фрикционного за)кима 7 pasMeoieH механизм отсекания пакета листов k от стопы. Механизм отсекания выполнен в виде пневмоцилиндра 8, на, штоке 9 которо- го закреплен блок отсекающих элементов с рабочим элементом, например, в . ножа 10 и плоской лопатко й 1 имеющими индивидуальные приводы, например ПНеВМОПрИВОДЬ 12 и 13 СООТ-
ветственно. Лопатка 11 расположена параллельно ножу 10 и установлена за ним относительно штока 9. Кромка 1 t ножа 10 обращена s сторону стопы листов k, ориентирована горизонтально и может повторять форму кромки листов с которыми взаимодействует.
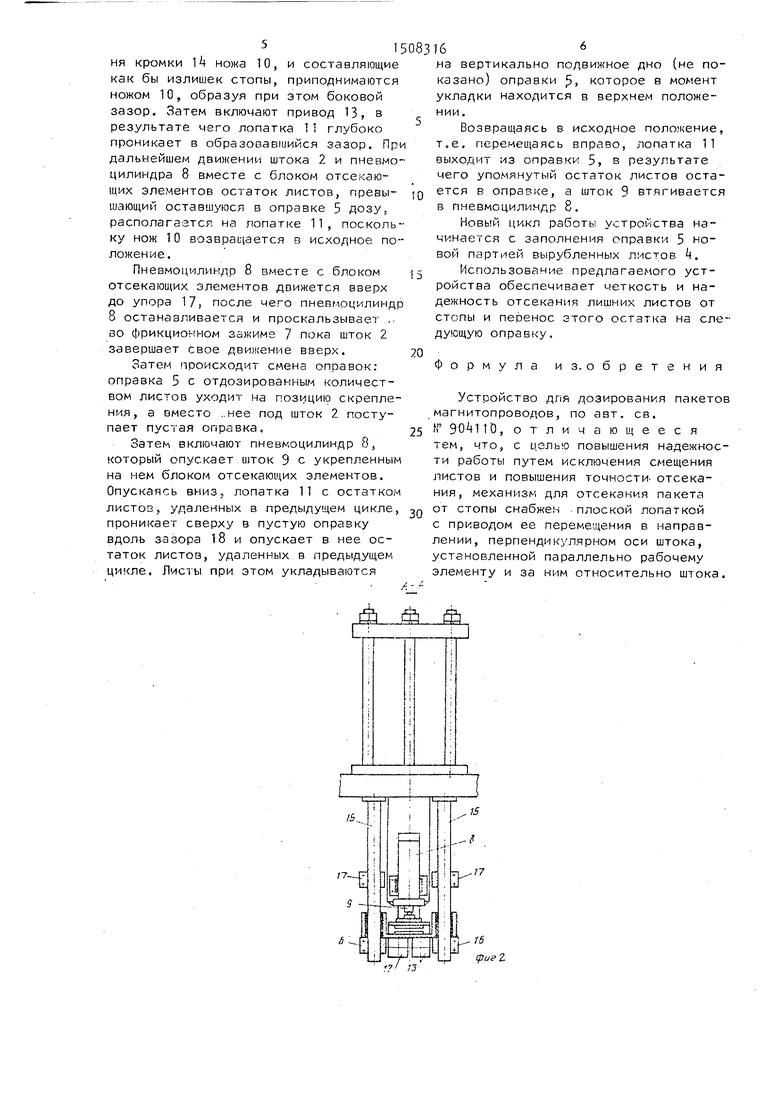
Блок отсекающих эле ментов перемещается по направляю111им 15 между нижними 16 и верхними 17 упорами, при- чем упоры 1б установлены так, что расстояние ножа 10 до опорной плмты, на которой в оправке 5 листы магнитопровода, равняется заданной высоте Н дозируемого пакета (фиг.2).
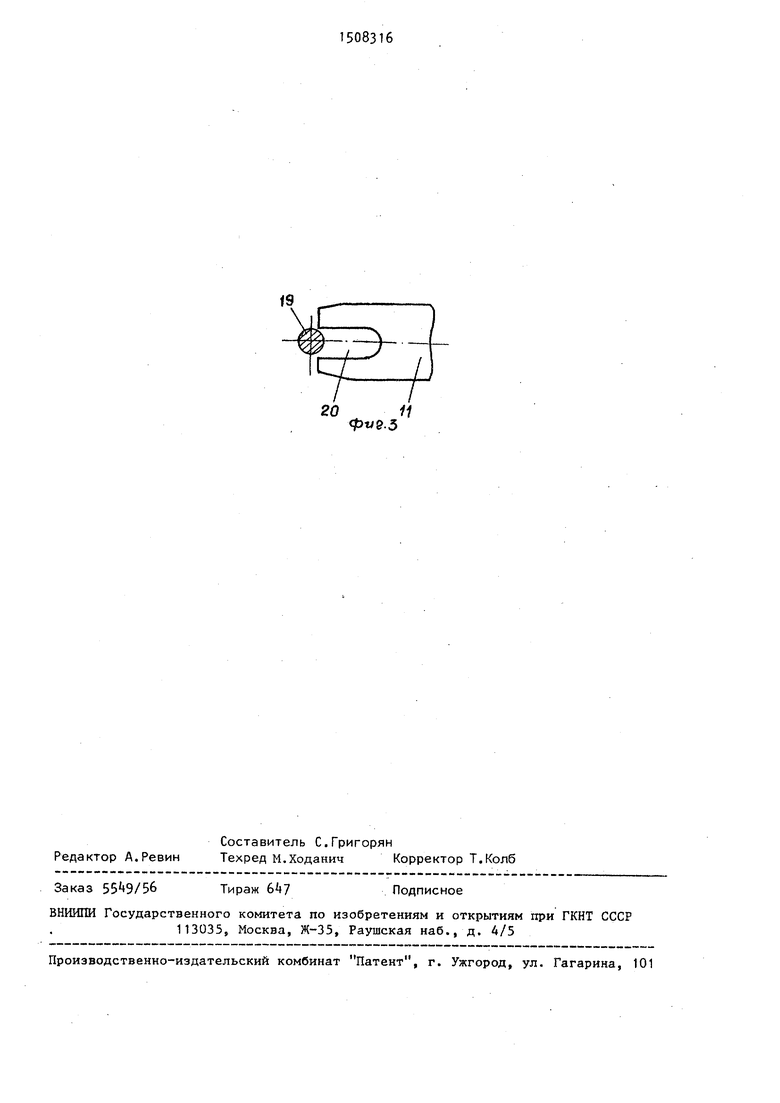
Оправка 5 может быть выполнена так, как это показано фиг.1, В этом случае между вертикальными стойками оправки 5 охватывающими пакет по периметру, имеется зазор 18 ширина которого достаточна для проникновения ножа 10 и лопатки 11 в стопу листов -1. Так-ая оправка может быть использована для работы с полюсными листами. Для оаботы со статор- .чыми .S роторным - листами оправка 5 может быть снабжена центральным стер )нсм 19, а лопат1са l выполнена с вырезом 20, ширина которого соответствует диаметру центрального стержня (фиг.З).
Устройство работает с.педующим образом,
В исходном положении UITOK 2 гидро цилиндра 1 поднят н крайнее верхнее положение. Уток 9 пневмоцилиндра о также находится в крайнем верхнем положении. Перед началом операции дозирования на позицию под башмаком 3 поступает пустая оправка 5, которая здесь же заполняется вырубленными листами магнитопровода. например, с помощью манипулятора,
Нож 10 и лопатка 11 находятся в исходном положении, т.е. удалены от оправки 5.
После того, как опоавка 5 наполнится количеством листов, несколько превышэЮ Ьчим необходимое количество, гзключают гидроцилиндр 1 , в результат чего шток 2 с закрепленным на нем кронштейном 6 начинает перемещаться вниз,- Одновременно опускается вниз пневмоцилиндр 8, размеи елный на кронштейне 6. При этом блок отсекающих элементов скользит по направляющим 1 до упоров 1б, Достигнув упоров 1б, блок отсекающих элементов останавливается вместе с пневмоцилиндром 8, 13 ре: ультате чего кромка Ui ножа 10 оказывается на уровне, соответствую- (цем высоте пакета; а пневмоцилиндр 8 начинает проскальзывать во фрикционном зажиме 7, в то время как шток 2 продолжает опускаться вниз до тех пор, пока башмак 3 не сожмет стопу листов А в опрдв.ке 5о
После того, как стопа листов k оказывается сжатой включают привод 12 ножа 10. который выдвигается з сторону стопы листов k и своей кромкой упирается с сжатую стопу. Вслед за этим гидроци.пиндр 1 переключается и его шток 2 начинает движение вверх, освобонгдая стопу k и увлекая вместе с собой пневмоцилиндр 8 и блок отсекающих элементов, В этот момент нож 10 может незнамительно гфоникнуть между листами если он не уперся в боковую кромку одного из . листов, В любом случае листы, находя выше высоты Н, т.е. выше урое515
ня кромки 14 ножа 10, и составляющие как бы излишек стопы, приподнимаются ножом 10, образуя при этом боковой зазор. Затем включают привод 13, в результате чего лопатка 11 глубоко проникает в образовавшийся зазор. При дальнейшем движении штока 2 и пневмо- цилиндра 8 вместе с блоком отсекающих элементов остаток листов, превы- шающий оставшуюся в оправке 5 дозу, располагается, на лопатке 11, поскольку нож 10 возврас(ается в исходное положение.
Пневмоцилиндр 8 вместе с блоком отсекающих элементов дЕзижется вверх до упора 17, после чего пневмоцилиндр 8 останавливается и проскальзывает.,; во фрикционном зажиме 7 пока шток 2 завершает свое движение вверх.
Затем происходит смена оправок: оправка 5 с отдозироваиным количеством листов уходит на позицию скрепления, а вместо ..нее под шток 2 поступает пустая оправка.
Затем включают пневмоцилиндр 8, который опускает шток 9 с укрепленным на нем блоком отсекающих элементов. Опускаясь вниз, лопатка 11 с остатком
листов, удаленных в предыдущем цикле, проникает сверху в пустую оправку вдоль зазора 18 и опускает в нее остаток листов, удаленных в предыдущем цикле. Листы при этом укладываются
16 6
.на вертикально подвижное дно (не показано) оправки , которое в момент укладки находится в верхнем положении .
Возвращаясь в исходное положение, т.е. перемещаясь вправо, лопатка 11 выходит из оправки 5, в результате чего упомянутый остаток листов остается в оправке, а шток 9 втягивается в пневмоцилиндр 8.
Новый цикл работы устройства на чинается с заполнения оправки 5 новой партией вырубленных листов ,
Использование предлагаемого устройства обеспечивает четкость и надежность отсекания лишних листов от стопы и перенос этого остатка на следующую оправку.
ормула из. о
р е т е и и я
Устройство для дозирования пакетов магнитопроводов, по авт. св. Ь , отличающееся тем, что, с целью повышения надежности работы путем исключения смещения листов и повышения точности- отсекания, механизм для отсекания пакета от стопы снабжен плоской лопаткой с приводом ее перемещения в направлении, перпендикулярном оси штока, установленной параллельно рабочему элементу и за ним относительно штока.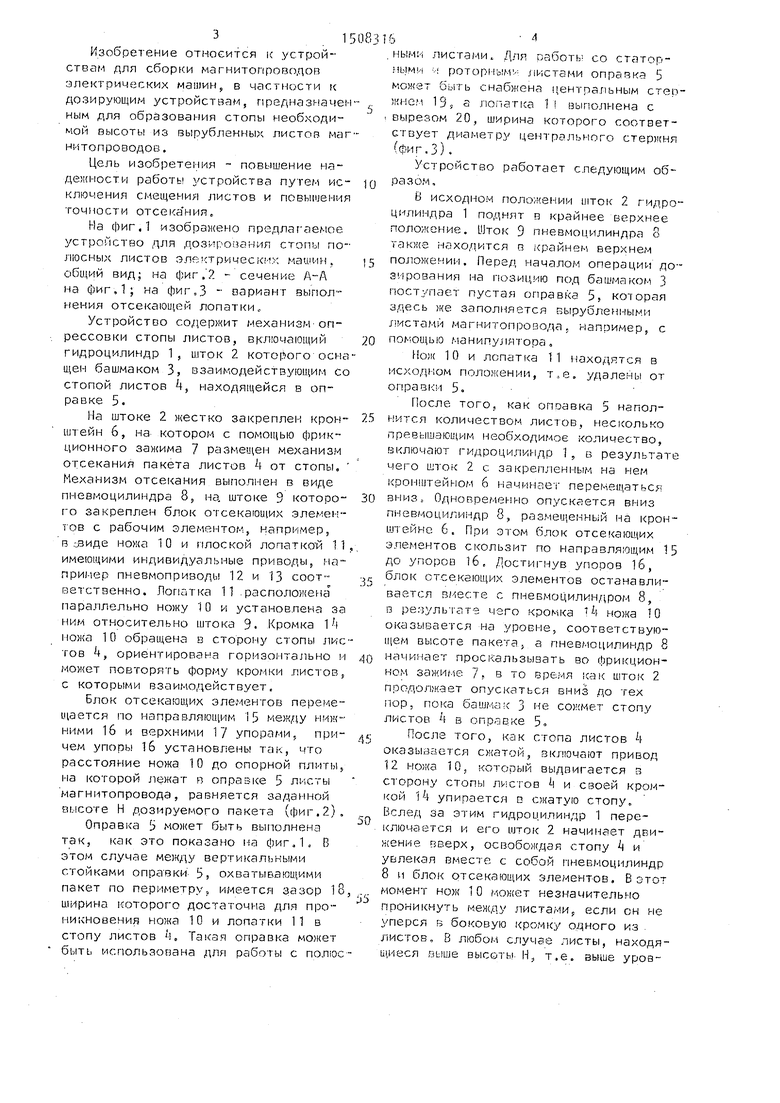
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Устройство для дозирования пакетов магнитопроводов | 1990 |
|
SU1734168A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Устройство для дозирования пакетов магнитопроводов | 1988 |
|
SU1603492A2 |
| Устройство для дозирования пакетов магнитопроводов | 1986 |
|
SU1381658A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1153378A1 |
| Устройство для дозирования пакетов магнитопроводов | 1979 |
|
SU904110A1 |
| Автомат для изготовления якоря электродвигателя | 1989 |
|
SU1730710A1 |
| Устройство для комплектования пакетов пластин магнитопроводов | 1979 |
|
SU792501A1 |
Изобретение относится к устройствам для сборки магнитопроводов электрических машин и может быть использовано в области электромашиностроения. Цель изобретения - повышение надежности работы устройства путем исключения смещения листов и повышения точности отсекания. Механизм для отсекания листов от стопы снабжают плоской лопаткой 11 с собственным приводом 13, расположенной параллельно рабочему элементу 10 и установленной за ним относительно штока 9. Механизм отсекания содержит также пневмоцилиндр 8, на штоке 9 которого размещены рабочий элемент 10 и плоская лопатка 11. 3 ил.
Ж.„А.
L
,7//j
Составитель С.Григорян Редактор А.Ревин Техред М.Ходанич Корректор Т.Колб
Заказ
Тираж bk
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Авторское свидетельство СССР № ЭО +ПО, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| . | |||
