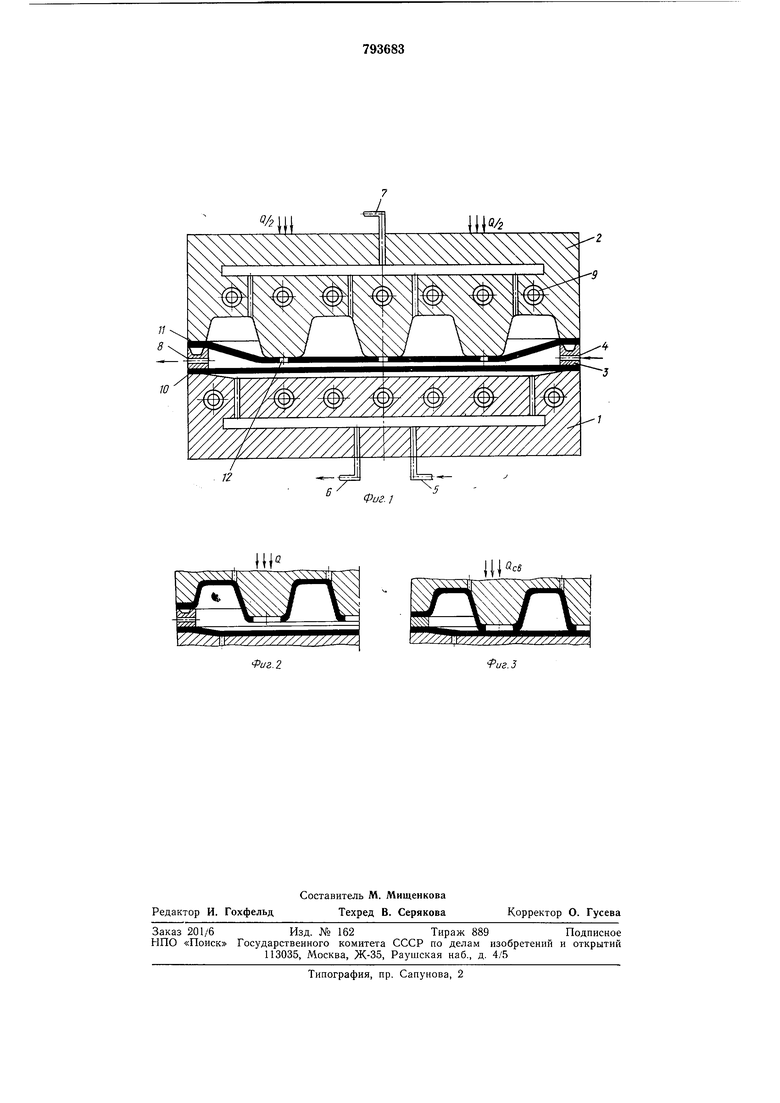
ку 3 с отверстиями 4, 8 и лист жесткости 11 с обработанными отверстиями 12 в зонах контакта жесткости с обшивкой 10. Установленный пакет 10, 3, 11 прил :имают пуансоном 2 к матрице 1 усилием Q, герметизируя полости пуансона и матрицы по периферии. Затем прогревают устройство нагревателями 9 до оптимальной температуры проявления эффекта сверхпластичности сплава заготовок. Одновременно вакуумируют полость матрицы под обшивкой через трубопровод 6. Далее через трубопровод 5 в матрице подают сжатый газ. Лист обшивки 10 при этом прижимает лист жесткости 11 в местах отверстий 12 к пуансону 2. Из полости пуансона над листом л :есткости 11 откачивается воздух через трубопровод 7 в пуансоне. При этом лист жесткости 11 в местах, свободных от контакта с пуансоном, втягивается в его полость, создается герметизация полости между листами и полости пуансона.
Затем вакуумируется полость между листами через отверстия 8 и подается сжатый газ через отверстие 4 в проставке, который формует элементы жесткости по пуансону с одновременной отбортовкой отверстий 12. При этом лист обшивки 10 формуется по матрице (фиг. 2). По окончании формовкиотбортовки сбрасывается давление газа и пуансон 2 усилием QCB сдавливает проставку 3, создается давление сварки элементов жесткости по кромкам отбортовываемых отверстий 12 с обшивкой 10. По окончании диффузионной сварки устройство охлаждают, поднимают пуансон и извлекают готовую панель (фиг. 3).
Пример. Для изготовления панели 300X300 мм из титанового сплава с элементами жесткости типа ячеек с размером ячейки 030 и высотой 15 мм, берут листы из ВТ6 толщиной 1 мм. В листе жесткости разделывают отверстия 03 мм в зонах контакта жесткости с обшивкой. Пакет, состояидий из обшивки, проставки толш,иной 10 мм и листа жесткости, устаиавливают иа матрицу и сжимают иуансоном усилием Q 6-8 тс (фис. 1). Затем прогревают устройство до 950°С. Одновременно вакуумируют
полость матрицы под обшивкой и подают аргон под давлением 1-2 атм. Далее вакуумируют полость пуансона под листом жесткости. После этого вакуумируют полость между листами и подают в нее аргон под давлением 4-5 атм. При этом происходит формовка листа жесткости с одновременной отбортовкой отверстий до 0 15 мм по профилю пуансона и формовка
листа обшивки по матрице. По окончании формовки-отбортовки сбрасывается давление аргона, паунсон опускают, сдавливают проставку и создают давление сварки по кромкам отбортованных отверстий листа
жесткости с обшивкой QCB (давление сварки 20-25 атм) с выдержкой 40-50 мин. По окончании сварки устройство охлаждают до 600°С, поднимают пуансон и готовую паиель удаляют из устройства.
Использование предлагаемого способа за счет совмешения формовки элементов жесткости с отбортовкой по ирофилю пуансона значительио снижает разностенность элементов жесткости и вес, что повышает
качество - равнопрочность и надежность изделия.
Формула изобретения
Способ изготовления панели, состоящей из листа обшивки и листа жесткости, при котором производят формовку элементов жесткости в режиме сверхиластичности и сварку листов диффузионным методом, отл и чающийся тем, что, с целью повышения качества за счет снижения разностениости и веса конструкции, перед формовкой в листе жесткости обрабатывают отверстия в зонах контакта жесткости с обшивкой, которые отбортовывают в процессе формовки элемеитов жесткости, после чего производят сварку обшивки с отбортовками жесткости.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3011602, кл.161 - 131, 05.12.61.
2.Патент США № 3920175, кл.228-173, 18.11.75 (прототип).
12
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных панелей | 1984 |
|
SU1255344A1 |
| Способ изготовления многослойных панелей | 1984 |
|
SU1255343A1 |
| Способ изготовления на трубах кольцевых элементов жесткости | 1986 |
|
SU1368074A1 |
| Защитный слой | 1984 |
|
SU1237353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2049628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024378C1 |
| Металло-композиционный щит отражающей поверхности зеркальной антенны и способ его изготовления | 1989 |
|
SU1773642A1 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| Способ изготовления конструкций сложной формы диффузионной сваркой | 1989 |
|
SU1706875A1 |
«cs
