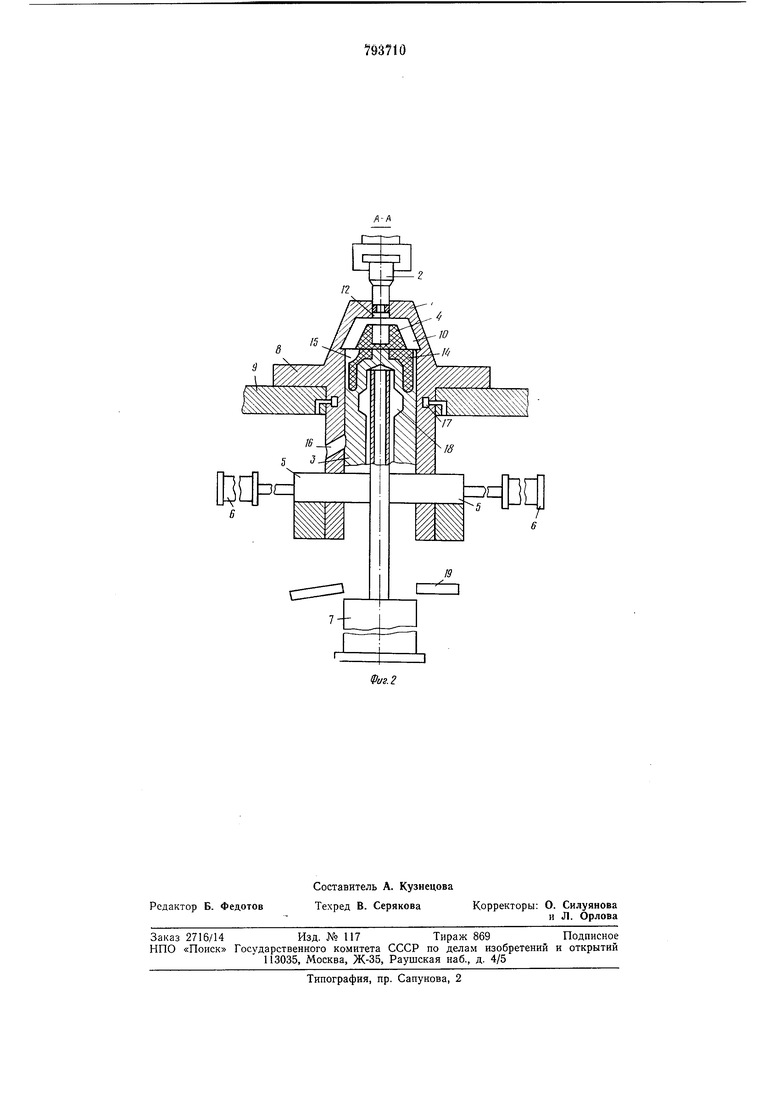
ння герметизирующего гарнисажа в отверстиях для ввода поддона в матрице помещен кольцевой холодильник 17.
Устройство работает следующим образом.
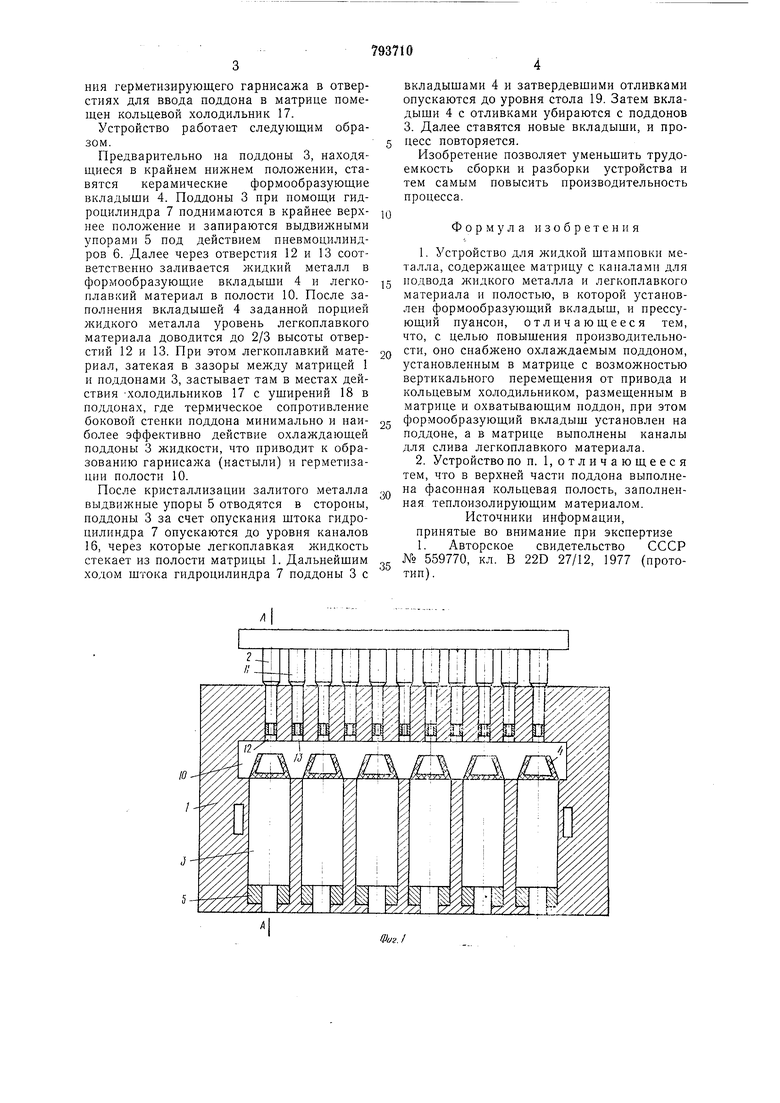
Предварительно на поддоны 3, находящиеся в крайнем нижнем положении, ставятся керамические формообразующие вкладыши 4. Поддоны 3 при помощи гидроцилиндра 7 поднимаются в крайнее верхнее положение и запираются выдвил ными упорами 5 под действием пневмоцилиндров 6. Далее через отверстия 12 и 13 соответственно заливается жидкий металл в формообразующие вкладыши 4 и легкоплавкий материал в полости 10. После заполнения вкладышей 4 заданной порцией жидкого металла уровень легкоплавкого материала доводится до 2/3 высоты отверстий 12 и 13. При этом легкоплавкий материал, затекая в зазоры между матрицей 1 и поддонами 3, застывает там в местах действия -холодильников 17 с уширений 18 в поддонах, где термическое сопротивление боковой стенки поддона минимально и паиболее эффективно действие охлаждающей поддоны 3 жидкости, что приводит к образованию гарнисажа (настыли) и герметизации полости 10.
После кристаллизации залитого металла выдвижные упоры 5 отводятся в стороны, поддоны 3 за счет опускания штока гидроцилиндра 7 опускаются до уровня каналов 16, через которые легкоплавкая жидкость стекает из полости матрицы 1. Дальнейшим ходом штока гидроцилиндра 7 поддоны 3 с
вкладышами 4 и затвердевшими отливками опускаются до уровня стола 19. Затем вкладыши 4 с отливками убираются с поддонов 3. Далее ставятся новые вкладыши, и процесс повторяется.
Изобретение позволяет уменьшить трудоемкость сборки и разборки устройства и тем самым повысить производительность процесса.
Формула изобретения
1.Устройство для жидкой штамповки металла, содержащее матрицу с каналами для подвода жидкого металла и легкоплавкого материала и полостью, в которой установлен формообразующий вкладыш, и прессующий пуансон, отличающееся тем, что, с целью повышения производительности, оно снабжено охлаждаемым поддоном, установленным в матрице с возможностью вертикального перемещения от привода и кольцевым холодильником, размещенным в матрице и охватывающим поддон, при этом формообразующий вкладыш установлен на поддоне, а в матрице выполнены каналы для слива легкоплавкого материала.
2.Устройство по п. 1,отличающееся тем, что в верхней части поддона выполнена фасонная кольцевая полость, заполненная теплоизолируюшим материалом.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 559770, кл. В 22D 27/12, 1977 (прототип).
9//S./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жидкой штамповкиМЕТАллА | 1979 |
|
SU793712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| Способ жидкой штамповки тонкостенных отливок | 1976 |
|
SU624713A1 |