(54) ШТАМП ПЛЯ ШТАЛШОВКИ ИЗ ЖИДКОГО МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования жидкого металла | 1982 |
|
SU1138239A1 |
| Штамп для штамповки из жидкогоМЕТАллА | 1978 |
|
SU839683A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Устройство для литья под давлением | 1988 |
|
SU1696124A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Штамп для штамповки из жидкого металла | 1976 |
|
SU569386A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЖИДКОЙ ШТАМПОВКИ МЕТАЛЛА | 1991 |
|
RU2014166C1 |
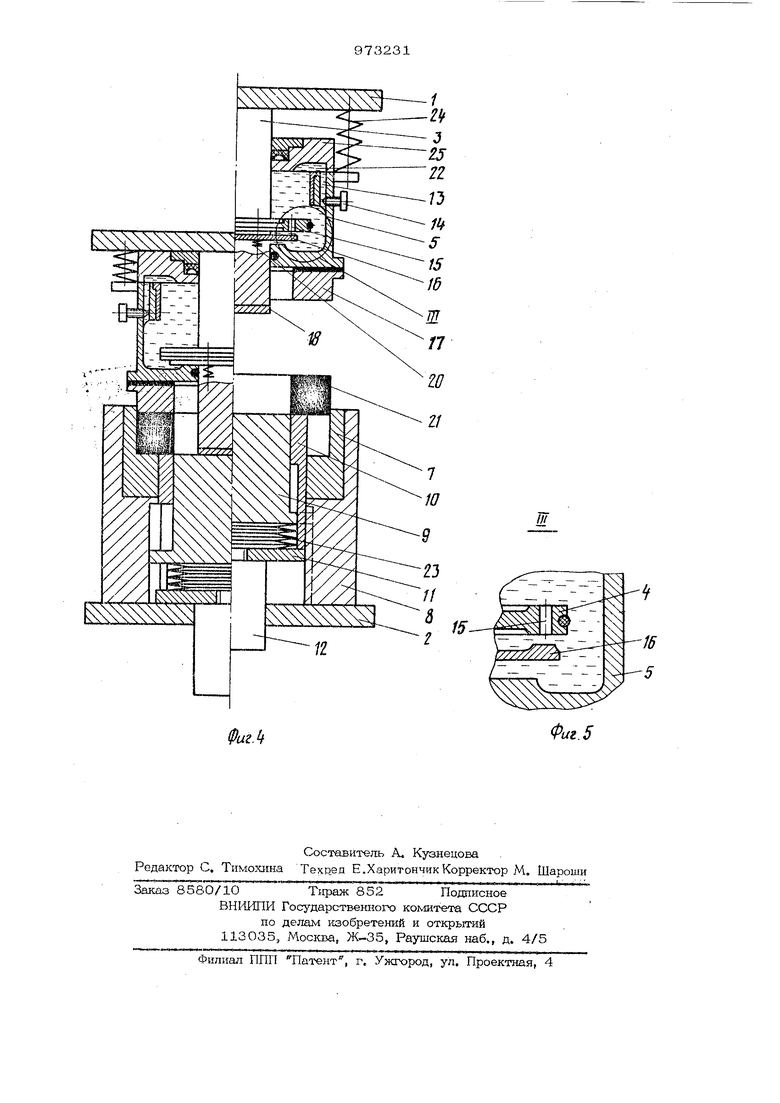
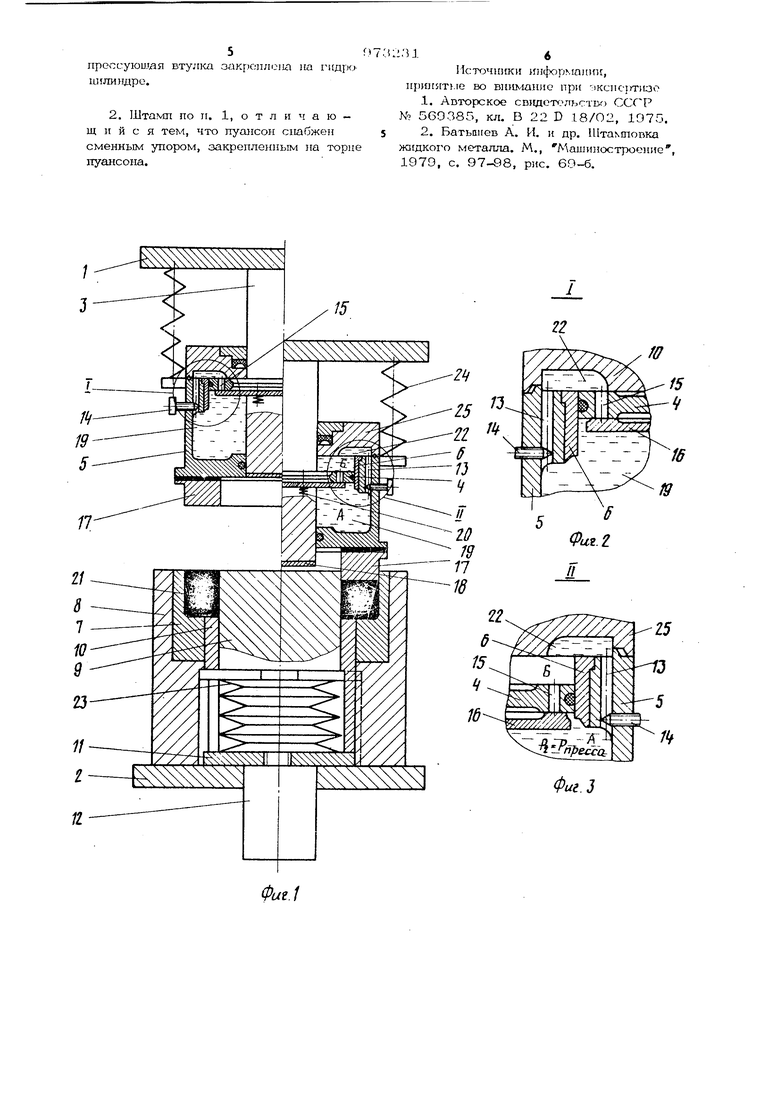
Изобретение относится к литейному производству. Известен штамп для штамповки жидко го металла, содержащий верхнюю и нижнюю плиты, матрицу и подпружиненный формообразующий стержень 1 . Однако извлечение стержня и отделение плиты от отливки предусмотрено пос ле совместного их извлечения в последующих операциях, что непроизводительно а с увеличением времени контакта стерж ней с отливкой требуется значительное усилие для их извлечения, в результате чего чаще деформируются и разрушаются стержни и отливки. Наиболее близким к изобретению является штамп для штамповки жидкого металла, содержащий верхнюю и нижнюю плиты, пуансонодержатель с пуансоном, втулку съема, являющуюся oднoвpe eннo прессуюшим cyaiiCOHOM, матрицу с подпру жиненным формообразующим стержнем. При прессовании металла пуансон упирает в стержень и перемещает его вниз, тем самым извлекая его из отливки Г 2 J , Недостатком известного щтa.шa является то, что усилие пресса используется одновременно для прессования металла и для извлечения стержня из отливки, что на маломощных прессах приводит к снижению качества отливки по плотности. Целью изобретения является повышение усилия прессования. Эта цель достигается тем, что штамп, для штамповки из кидкого металла, содержащий верхнюю и нижнюю плиты, пуансон, прессующую втулку, MaTpiniy с подпруж1шенным формообр1азующим стержнем, взаимодействующим с пуалсоном, снабжен гидроцилиндром, установлсшгым на пуансоне, подпружиненным относительно верхней плиты и выпoлнeнньп i с кольцевой перемычкой, разделяющей его ра- бо1ую полость на две камеры, связанные посредством канала, вьтолне1шого в кольцевой перемычке, и рехулятора давления, а пуансон снабжен поршнем, взаимодействующим с упомшгутой перемычкой гвдрониливдра, и обратным клапаном, встроенным в по{Ж1ень, при этом прессую щая втулка закреш1€:на на гвдроцилиндре. Пуансон снабжен сменным упором, за крепленным на торце пуансона. На фиг. 1 представлен щтамп, общий вид (слева - после заливки металла, справа - в процессе прессования отливки); на фиг. 2 - узел I на фиг, 1; на фиг. 3 | на фиг. 1; на фиг. 4 штамп, слева - в конце выталкивания формообразующего стержня, справа - в момент извлечения изделия из формы; На фиг. 5 - узел Ш на фиг. 4. LIJTaM: содер о-iT верхнюю 1 и нижнюю 2 плиты, пуансон 3, закрепленный на вер.7а1ей плите 1 и снабжеш1ый порщнем 4,пщроцилиндр 5, установл 1шый на 1туансоне 3, выполз1енный с кольцевой перемычкой 6, взшоуюдействующей с поршнем 4, матрицу .7, установлешкую в обойме 8, подцруио-шенный формообразую щий стержень 9, кольцевой выталкиватель 10 с плитой 11 и тол1сателем 12, Перемьгака 6 разделяет полость гидроцилиндра на две камеры А и Б, связан ные кгшалоМ 13, выполненным в перемы ке. В канале 13 установлен регулятор давления 14, а в поршне 4 вьшолнены отверстия 15, перекрываемые обратным клапаном 16. Ма гидроцилкндре закреплена пресрующая втулка 17, а на торце пуапсона 3 - сменный упор 18. Гидроцилиндр 5 подпружинен относительно верхней плиты 1. . Штамп работает следующем образом. Перед заливкой металла в форму верх 1ШЯ плита 1 с пуансоном 3 и гвдроцилиндром 5 с прессующей втулкой 17 находите я в исходном верхнем положении. В полость матрицы 7 заливают расплав. Затем верхняя шшта 1 опускается, давление прооса передается через плиту 1 на пуансон 3 с поршнем 4, рабочую жидкость 19 камеры А и череа гидроци ЛШ1ДР 5 iia прессующую втулку 17. Давл ние в камере А возрастает до максималь ного Р пресса, а в камере 5 равно нулю Клапан 16 под действием пружины 2О и давления жидкости перекрыв зет отверс тия 15. Втулка 17 прессует отливку 21 а хащкость 19 частично перетекает че.рез регулятор давлений 14 и тшналы 13 и 22 в верхнюю часть полости цилиндра 5.Заданное давление в полости J-9 постожпю поддер 1швается до момента выхода поршня 4 из зоны контакта с пере- мьржой 6. Затем давление в полости 19 падает, так как верхняя Ь и тыашя А камеры цилиндра соединяются между собой. В этот момент втулж 17 останавливается и прекращает прессование отливки. В зависимости от профиля перемычки 6 происходит плавное или резкое отключение втулки 17. Усилие и время нрессовапия регулируются регулятором давлений 14 для каждой нартии отливок. После остановки гидроцилиндра с прессующей втулкой 17 верхняя плита 1 с пуан.соном 3 под действием всего усилия пресса продолжают движение вниз и ежимают пружины 23, а формообразующий стержень выташсивают вниз, освобождая отливку 21. Затем траверса пресса с гвдроустройством возвращается в исходное верхнее положе1П1е. Под дейстиие.м пружин 24 шшиндр:.5 опусгшется до упора крышки 25 цилиндра 5 в поршень 4. В момент контакта поршня 4 с пере,-1ьпжой б пружины 2О сжимаются, клапан 16 отходит от поршня 4 и открывает отвг-ютие 15для прохода жидкости из верхней камеры цилиндра в нижнюю. В ко1ще хода поршня 4 до упора в крышку 25 клапан 16под действием пружи. перекрывает отверстия 15. Затем под действием выталкивающего усилия пресса тол1сатель 12, плита 11 с кольцевьм выталкивателем 10 идут вверх, извлекая отлив / из матрицы. Далее цикл повторяется. Изобретение позволяет макспма.чьпо использовать усилие пресса для формирования отливки и тем самым получать крупногабаритные изделия с плотной структурой па маломошлых прессах. Формула изобрете}1ия Штамп для штамповки из жидкого металла, содержащий и нижюою плиты, пуансон:, прессуюшую втулку, матрицу с пoдпpyжинeнньпv формообразующим стержнем, взаимодействуюиогм с пуансоном, отличающийся тем, что, с целью повышения усилия прессования, он снабжен гидроцшгиндром, установленным на пуансоне, подпружгаюнным относительно верхней плиты и выполненным с кольцевой перемычкой, разделяющей его рабочую полость на две камеры, связанные посредством канала, вьмолнез-шого в кольцевой перемычке, и регулятора давления, а пуансон снабжен поршнем, взаимодействующим с упомгшутой перемычкой хидроцилиндра, и o6jjaTHi)iM клапаном, встроенным в поршень, при этом
прессуюшдя втулка oaKpoiuieiui на гидро цилиндре.
Источники информации, принятые во BiutN-iajuie при жспсгггиоо
1,Авторское сшщст.льстБ-) СССР № 560385, кл. В 22 D 18/02, 1975.
n
Фиг. if
Jii
