1
Изобретение относится к термической резке и может быть применено в различных отраслях промышленности для резки листовых и трубчатых изделий на машинах портального, портально-консольного, шарнирного и других типов.
Известны машины для плоскоконтурной и пространственно-контурной термической резки 1.
Илоскоконтурные машины предназначены только для резки листовых изделий и выполняются в виде портальных, портальноконсольных и шарнирных конструктивных схем.
Плоскоконтурные машины оснаш.аются различными системами контурного управления, основное назначение которых - перемеш,ение режуш,его инструмента по траектории, воспроизводяш,ей с заданной точностью контур вырезаемой детали из листа.
Иаиболее близкой к изобретению является установка УФВТ-2М для фигурной резки труб, содержащая смонтированный на основании враш,атель и портал, перемеш,аюш,ийся по направляюш.им вдоль оси устройства, на котором установлена каретка с режуш,им инструментом 2.
Недостатком указанной установки является невозможность осуществления резки листовых изделий.
Целью изобретения является повышение производительности путем обеспечения резки как трубчатых, так и листовых изделий.
Указанная цель достигается тем, что устройство снабжено стеллажом с разъемной рамой, а на основании смонтирован подъемный в плоскости разъема рамы рольганг с механизмом центрирования трубчатых изделий, при этом вращатель закреплен на указанном стеллаже.
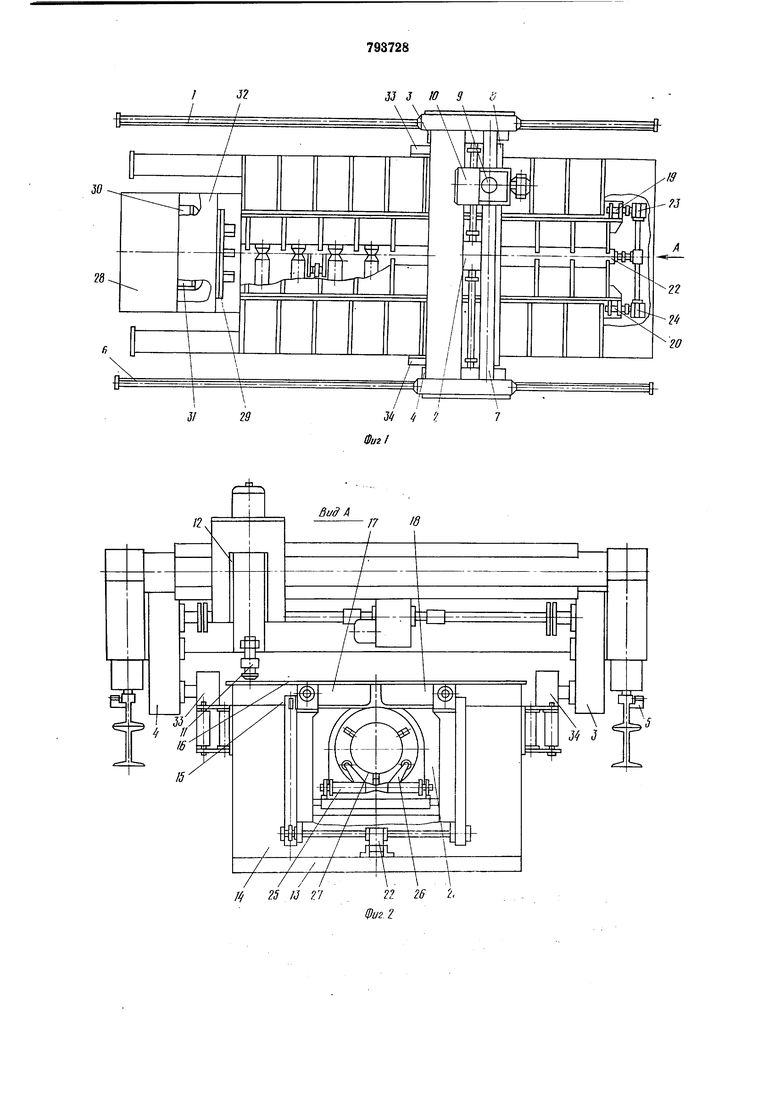
На фиг. 1 представлен общий вид устройства; на фиг. 2 - вид А фиг. 1.
Устройство содержит направляющие 1, по которым от отдельного привода 2 с помощью редукторов 3 и 4 и реек 5 к 6 перемещается портал 7.
По направляющим 8 портала от привода 9 перемещается каретка 10 с режущим инструментом 11.
Режущий инструмент перемещается в вертикальной плоскости по направляющим 12 каретки 10.
Между направляющими 1 перемещения портала 7 установлен стеллаж для укладки листовых и трубчатых изделий.
Стеллаж состоит из основания 13 и разъемной рамы 14 с ребрами 15 для укладки листовых изделий 16.
Средние части 17 и 18 рамы 14 могут поворачиваться вокруг осей 19 и 20, закрывая
или открывая проем 21 в основании 13 от
привода 22 с помощью цепной передачи и червячных редукторов 23 и 24.
В проеме 21 основания 13 установлен механизм подачи 25 с центрирующими роликами 26 для подачи и центрирования обрабатываемой трубы 27. Механизм подачи имеет привод подачи, а также привод сведения и разведения центрирующих роликов.
На конце основания 13 стеллажа установлен вращатель 28.
Вращатель состоит из трехкулачкового самоцентрирующего патрона 29, приводов зажима трубы 30 и вращения трубы 31, размещенных в корпусе 32 враи1,ателя.
На раме стеллажа размещены газоприемники 33 и 34, которые закреплены на портале 7 и перемещаются вместе с ним.
Установка работает следующим образом.
Для резки листовых изделий средние части 17 и 18 рамы 14 от привода 22 с помощью редукторов 23 и 24 поворачиваются вокруг осей 19 и 20 и закрывают проем 21 основания 13 стеллажа. Обрабатываемый лист 16 укладывается на ребра 15 рамы 14.
Режущий инструмент 11 с помощью привода портала 2 и каретки 9 подводится к месту начала резки, и затем цикл резки происходит автоматически по заданной программе.
Для резки трубчатых изделий средние части 17 и 18 рамы 14 от привода 22 с помощью редукторов 23 и 24 поворачиваются вокруг осей 13 и 20 и открывают проем 21 основания 13 стеллажа. Обрабатываемая труба укладывается на механизм подачи 25, центрируется по оси патрона центрирующими роликами 26 и подается в патрон 29 вращателя 28. Затем труба с помощью привода 30 зал имается в патроне.
Портал 7 с режущим инструментом 11 подводится к началу реза.
В соответствии с заданной программой включаются привод 31 вращения трубы и
привод 2 перемещения портала вдоль оси трубы с режущим инструментом 11.
Управление продольным перемещением портала 7 с режущим инструментом 11 синхронно с поворотом трубы 27 осуществляется при помощи следящего привода, управляемого цифровой программной системой.
Наличие в предложенной установке стеллажа, содержащего разъемную раму и
рольганг с центрирующим устройством, позволит расширить технологические возможности и повысить производительность установки на 10-20% путем обеспечения резки как трубчатых, так и листовых издеЛИЙ; повысить точность и качество резки за счет наличия центрирующего устройства; сократить трудоемкость изготовления труб и повысить точность их изготовления.
Формула изобретения
Устройство для термической резки, содержащее смонтированный иа основании вращатель и портал, перемещающийся по направляющим вдоль оси устройства, на котором установлена каретка с режущим инструментом, отличающееся тем, что, с целью повышения производительности путем обеспечения резки как трубчатых, так
и листовых изделий, устройство снабжено стеллажом с разъемной рамой, а на основании смонтирован подъемный в плоскости разъема рамы рольганг с механизмом центрирования трубчатых изделий, ири этом
вращатель закреплен на указанном стеллаже.
Источники информации, принятые во внимание при экспертизе
1.Антонов И. А. Газопламенная обработка металлов, М., Машиностроение, 1976,
с. 125-146.
2.Трофимов А. А., Сухинин Г. К. Машинная кислородная резка. М., Машиностроение, 1974, с. 23-25 (прототип).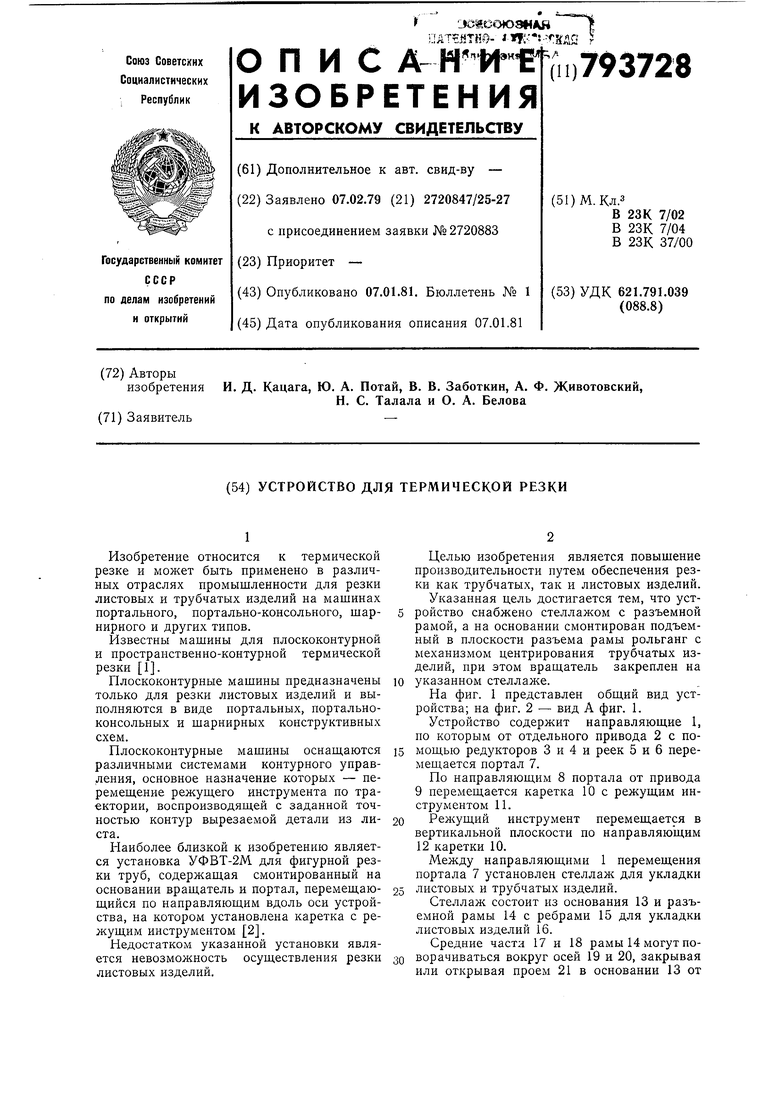
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1979 |
|
SU841832A1 |
| Линия термической резки листов | 1987 |
|
SU1518094A1 |
| Устройство для загрузки и разгрузки стеллажей | 1988 |
|
SU1576451A1 |
| Механизм подачи труб к отрезномуСТАНКу | 1978 |
|
SU795764A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Установка для обработки блоков камня | 1977 |
|
SU734003A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛЮДЫ МЕТОДОМ ЛАЗЕРНОЙ РЕЗКИ | 2014 |
|
RU2601362C2 |
| Каретка буровая портальная | 1977 |
|
SU754056A1 |
| ШПАЛОПИТАТЕЛЬ ЛИНИИ ОБРАБОТКИ ШПАЛ | 1992 |
|
RU2070245C1 |