(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ
речу друг другу гайки 16 и 17, которые поворачивают соответственно рычаги 18 и 19 вокруг осей 20 и 21, в результате чего ролики 7 сходятся или расходятся и поднимают или опускают обрабатываемую трубу 2
Одновремёйно с вращением винта 15 через конические шестерни 23 и 24, вал 25 и конические шестерни 26 и 27 передается вращение винту 28, От винта 28 сообщается перемещение гайкам 29 и 30, которые через пружины 31 и 32 взаимодействуют с рычагами 33 и 34, поворачивают их соответственно вокруг осей 35 и 36 и прижимают верхние дополнительные прижимные ролики 37 к поверхности обрабатываемой трубы с необходимым усилием, определяемым пружинами 31 и 32. На корпусе рычага 3 закреплен датчик 38, который отключает привод центрирующих роликов при достижении необходимого заданного усилия прижима верхних прижимных роликов 37 к поверхности обрабатываемой трубы 22.
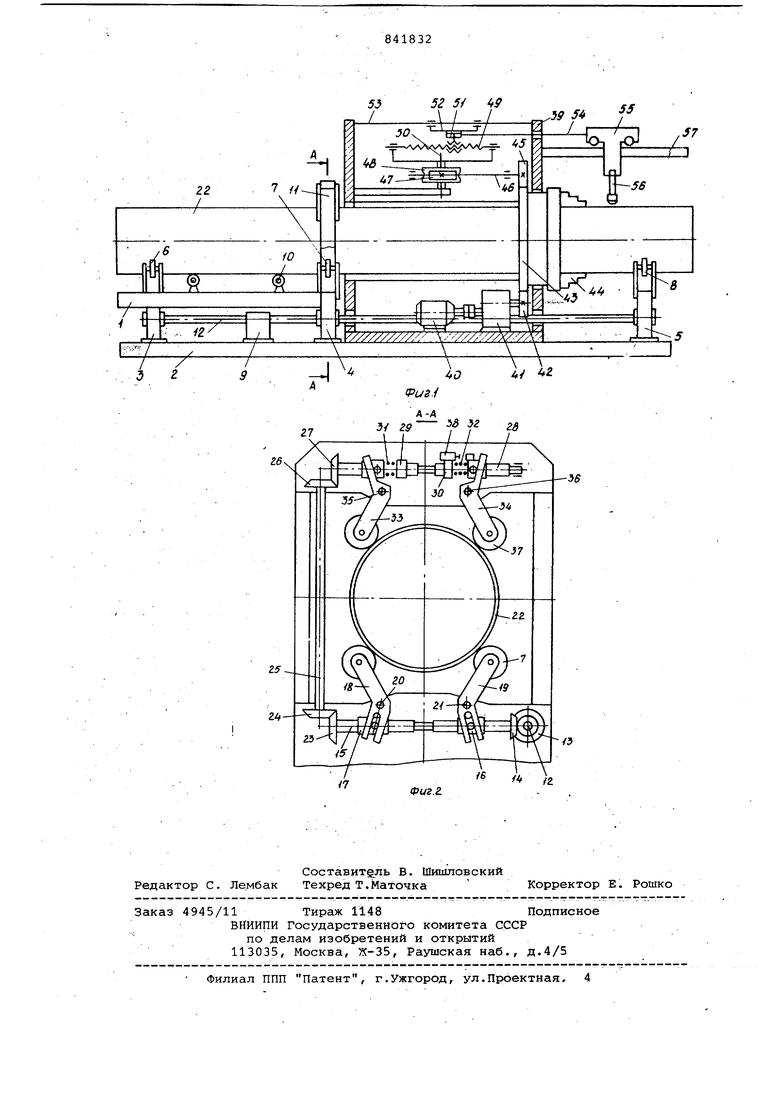
На ни;кней неподвижной раме 2 установлен корпус станины 39, внутри которой размещены кулисно-рычажный механизм перемещения резака и привод вращения обрабатываемой трубы. От электродвигателя 40 через редуктор 41, шестерни 42 и 43 вращательНое движение сообщается обрабатываемой трубе 22, зажатой в патроне 44. Одновременно от шестерни 4 через шестерню 45 приводной вал 46, червяк 47 и червячное колесо 48 вращательное движение передается настраиваемому по длине рычагу 49, жестко закрепленному на оси 50 ч ервячного колеса 48. Рычаг 49 через кулису 51 сообщает возвратно-поступательное движение каретке 52 по направляющим 53. Каретка 52 с помощью тяги 54 связана с кареткой 55 по которой закреплен режущий инструмент 56.
Каретка 55 с режущим инструментом 56 размещена на специальной направляющей 57, расположенной пара йлельно Ьсй обрабатываемой трубы 22. Перемещение каретки 55 с резаком 56 вдоль направляющей 57 согласовано с вращением обрабатываемой трубы. Это достигается тем, что электродвигатель 40, приводящий Вдвижение кулису 51, одновреMeHHq является приводом патрона 44.
У(1тановка работает следующим образом.
Обрабатываемая труба 22 укладывается на приводные ролики рольганга, предварительно установленные на необходимой высоте в зависимости от диаметра обрабатываемой трубы, и подается в патрон 44.Включается привод 9, который с помощью опорных роликов 6, 7 и 8 поднимает
обрабатываемую трубу до соприкоснове/ния с дополнительными прижимными роликами 37. При нажатии на прижимные ролики 37 рычаги 33 и 34 поворачиваются соответственно вокруг - осей 35 и 36 до сжатия пружин 31 и 32 на заданную величину, при этом происходит смещение рычагов относительно гаек и автоматическое отключение привода 9 от датчика 38. С помощью опорных роликов 6, 7 и 8 и верхних прижимных роликов 37 обрабатываемая труба устанавливается сооснопатрону 44, затем производится зажим трубы в патроне, и настройка рычага 49 на необходимую дли5- ну. Каретка 55 d режущим инструментом 56 подводится к началу реза. Включается электродвигатель 40, который через шестерни 42 и 43 сообщает вращательное движение пат0 POfiy 44с зажатой в нем обрабатываемой трубой 22. Одновременно от шестерни 43 через шестерню 45, червяк 47 и червячное колесо 48 получает вращение предварительно настроеный рычаг, сообщающий кулисе 51 возвратно-поступательное движение при выполнении косого реза. Кулиса 51 через тягу 54 сообщает возвратно-поступательное движение каретке 55 с режущим инструментом 5
0 и происходит резка трубы. После выполнения реза вращение трубы прекращается. Труба отжимается в .патроне. С помощью привода опорные ролики 6, 7 и 8 отжимаются, и труба опускается на приводные ролики 10. Затем цикл повторяется.
Применение предлагаемого центрирующего устройства позволяет выполнять более точную центровку
Q обрабатываемой трубы/ что значительно улучшает качество обрабатываемых изделий и повышает производительность. ,
Формула изобретения
Устройство для резки труб, содержащее смонтированные на раме механизмы вращения трубы и перемещения резака вдоль ее оси, а также
50 приводные опорные ролики для подъема и опускания трубы, о т л,и ч а ю щ е е с я .тем, что, с целью обеспечения автоматизации установки трубы соосно с механизмом ее враще5J ния, устройство снабжено размещенными на раме дополнительными прижимными роликами и датчиком, связанкыг-1 с приводом роликов для подъема и опускания трубы.
Источники информации,
40 принятые во внимание при экспертизе
1.Авторское свидетельство СССР
613867, кл. В 23 К. 7/04, 01.07.76
2.Авторское свидетельство СССР 341615, кл. В 23 К 7/04, 16.06.70
65 (прототип). 52 5 - / -o
Ht /2
Фиг.г. 4 /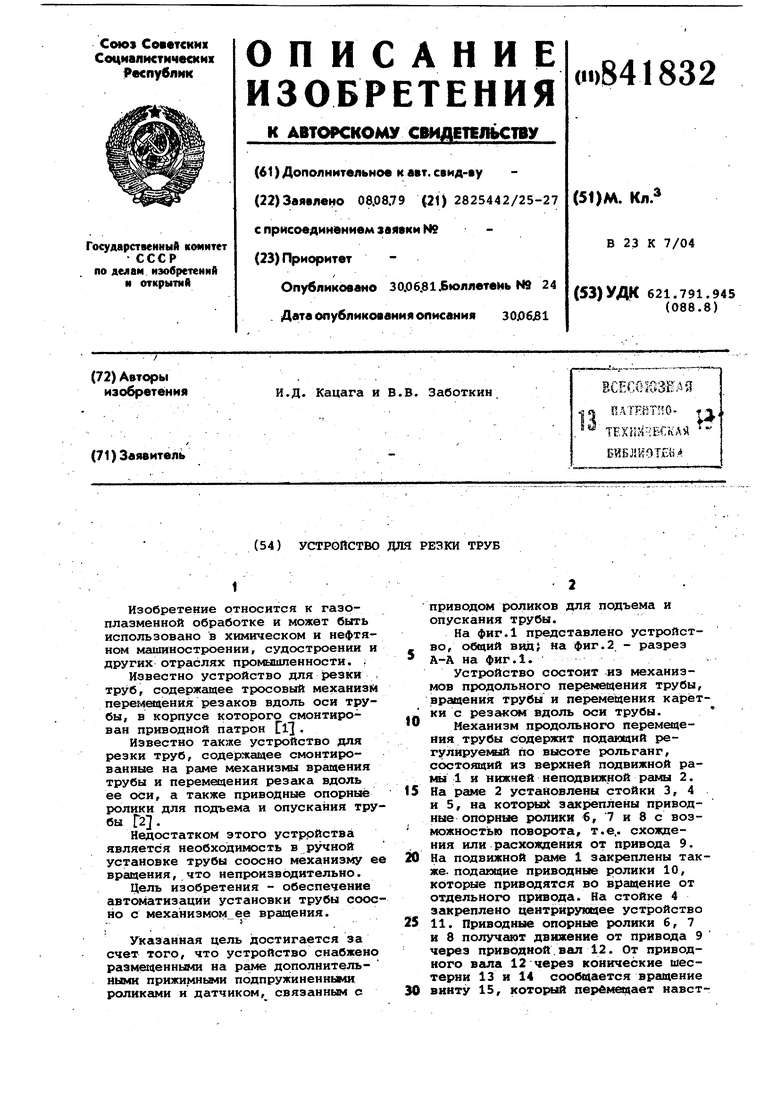
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фасонной резки труб | 1981 |
|
SU963750A1 |
| Установка для газовой вырезки отверстий в трубах | 1973 |
|
SU487727A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| "Универсальный токарно-фрезерный станок "Короед-3" | 1991 |
|
SU1838093A3 |
| Механизм подачи труб к отрезномуСТАНКу | 1978 |
|
SU795764A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU352719A1 |
| Станок для выбивания и расчесывания кистей | 1941 |
|
SU66293A1 |