1
Изобретение относится к шинной промышленности, в частности, к устройствам для сборки покрышек пневматических шин.
Известно устройство для изготовления заготовок автомобильных покрышек, содержащее режущий механизм с ножами, которые разогревают до 230-270°С 1.
Недостатком этого устройства является то, что материал в зоне реза деформируется, на поверхности реза остаются частицы резины, нренятствующие получению качественных стыков, неизбежен перегрев резины в зоне реза и ее подвулканизация.
Известно и другое устройство для изготовления браслетов каркасов покрыщек пневматических шин, содержащее смонтированный на станине приводной вал с установленным на нем секторным барабаном с продольными пазом, выполненным по границе одной из пар соседних секторов, причем один из нары образующих продольный паз соседних секторов посредством оси шарнирно закреплен на расположенном за ним в направлении от продольного паза секторе и снабжен приводом качания относительно указанной оси, и режущий механизм с ножом и приводом его перемещения вдоль паза барабана 2.
Однако указанное устройство имеет ряд существенных недостатков. Например, при
раскрое материала дисковым ножом на поверхности реза образуются надрывы, неровности, происходит отслаивание нитей корда от резины. На поверхности реза остаются крупные частицы резины, что способствует расслоению предварительного соединения кольцеобразной заготовки при ее транспортировке на последующие операции. Кроме того, при высоких оборотах дискового ножа, около 600 об/мин, образуется вибрирующий шум, значительно превышающий нормы- по охране труда на рабочих местах.
Цель изобретения - обеспечение чистоты поверхности реза.
Поставленная цель достигается тем, что в устройстве для изготовления браслетов каркасов покрыщек пневматических шин, содержащем смонтированный на станине
приводной вал с установленным на нем секторным барабаном с продольным пазом, выполненным по границе одной из пар соседних секторов, причем один из пары образующих продольный паз соседних секторов посредством оси шарнирно закреплен на расположенном за ним в направлении от продольного паза секторе и снабжен приводом качания относительно указанной оси, и режущий механизм с ножом и приводом
его перемещения вдоль паза барабана, согласно изобретению, нож снабжен акустнческой головкой н дополнительным приводом его перемещения в поперечном направлении, кинематнчески связанным с приводом его перемещения вдоль паза барабана.
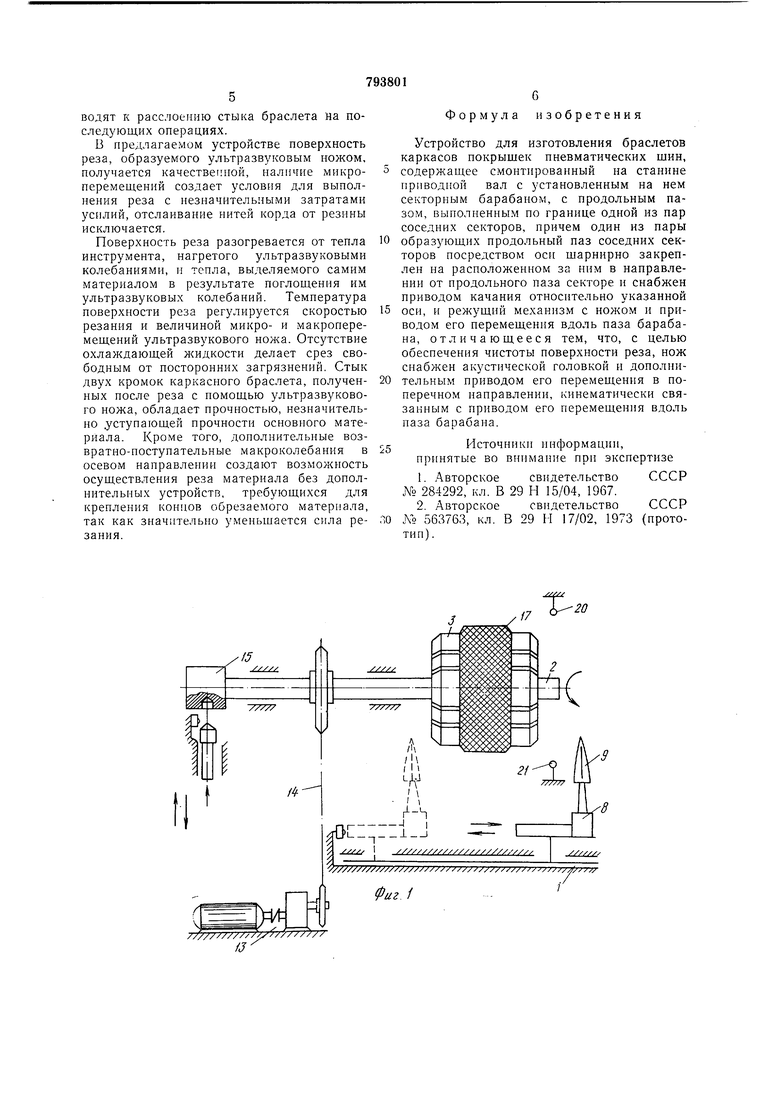
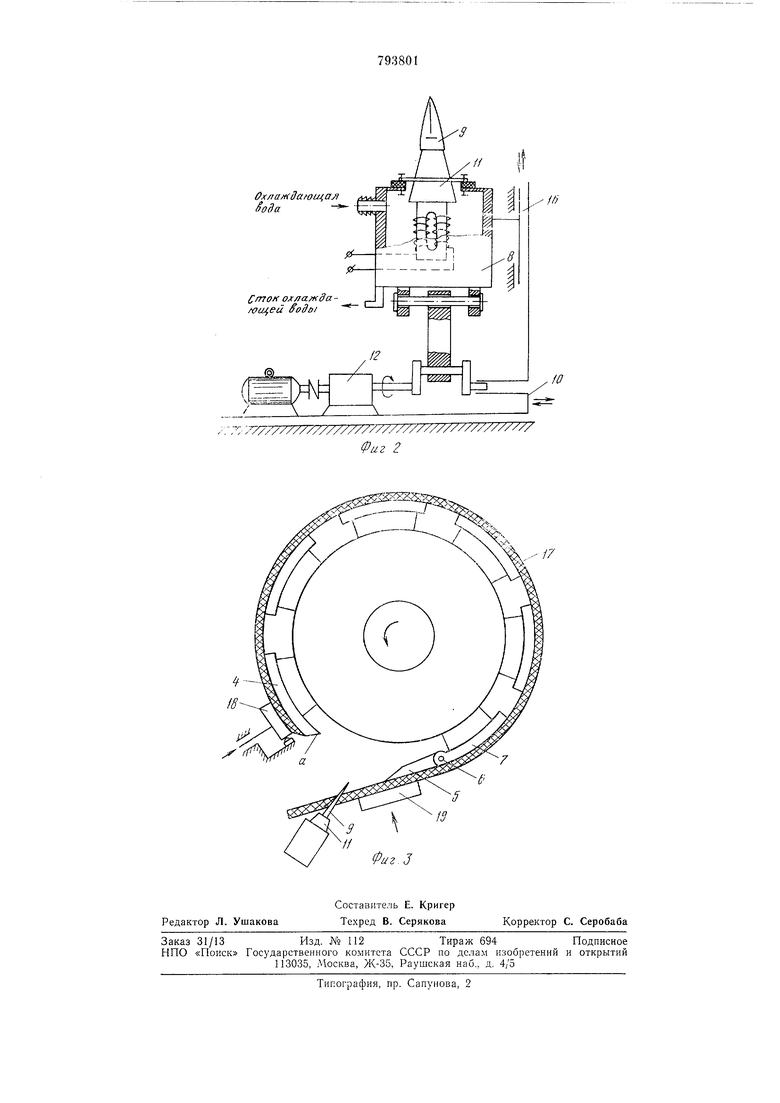
На фиг: 1 изображен общий вид устройства; на фиг. 2 - режущий механизм с ножом; на фиг. 3 - секторный барабан.
Устройство содержит смонтированный на станине 1 приводной вал 2 с установленным на нем секторным барабаном 3 с продольным пазом а (фиг. 3), выполненным по границе одной из пар соседних секторов 4 и 5, причем сектор 5 щарнирно посредством оси 6 закреплен на расположенном за сектором 5 в направлении от паза а секторе 7 и снабжен приводом качания относительно оси 6 (на чертежах не показан), и режущий механизм 8 с ножом 9 и приводом 10 его перемещения вдоль паза а. Нож 9 снабжен акустической головкой 11 и дополнительным приводом 12 его перемещения в поперечном направлении.
Устройство содерл ит привод 13 и цепную передачу 14 для нриведения во вращение секторного барабана 3, а также механизм 15 фиксации секторного барабана 3 через каждые 360 градусов, снабженный концевым выключателем, установленным таким образом, что в своем фиксированном положении шток механизма 15 под действием силы (фиг. 1) воздействует также и на концевой выключатель.
Режущий механизм 8 снабжен также концевым выключателем, установленным таким образом, что на него механизм 8 воздействует только иосле завершения операции резания (фиг. 1). Режущий механизм 8 перемещается по направляющим 16 от привода 12 и посредством кривошипно-щатунного механизма совершает возвратноноступательные макроперемещения в поперечном направлении.
Кромки каркасного браслета 17 фиксируются относительно барабана прижимами 18 и 19 под действием, например, пневмоциотиндров (на чертежах не показаны), причем прижим 18 снабжен концевым выключателем, установленным таким образом, что последний оказывается включенным только в том пололсении прижима 18, которое соответствует режиму фиксирования прижимом каркасного браслета относительно секторного барабана (фиг. 2).
Сигнализируюпхее устройство: нара «фотосопротивление 20 - лампа накаливания 21 - установлено в непосредственной близости от барабана 3 (фиг. 1) таким образом, что световой поток, падающий на фотосопротивление от лампы, оказывается прерванным только в том случае, когда осуществляется освобождение секторного барабана от сформированного каркасного браслета. Пара «фотосопротивление 20 - лампа накаливания 21 предназначена для
сигнализации об окончании цикла изготовления каркасного браслета и для возвращения агрегатов и систем устройства в исходное ноложение посредством системы управлення (на чертежах не показана).
Устройство работает следующим образом. Конец браслета 17 прижимом 18 фиксируется относительно секторного барабана 3. В этом положении прижим 18 воздействует на концевой выключатель, который посредством системы управления приводит в действие привод 13. Привод 13 передает крутящий момент через цепную нередачу 14 барабану 3, который поворачивается на
360°, после чего механизм 15 фиксации останавливает барабан в заданном ноложении. В этом положении сигнал от концевого выключателя, работающего от лТействия механизма 15 фиксации, поступает в систему управления, которая включает ультразвуковые колебаиия акустической головки 11 и посредством привода 12 через кривощинно-шатунный механизм сообщает макроколебания ножу 8. Одновременно с этим
сектор 5 под действием, например, пневмоцилиндра фиксирует конец браслета 17 относительно неподвижной в этот момент планки прижима 19, и привод режущего механизма 8 начинает перемещать механизм относительио секторного барабана 3 параллельно его оси. Происходит рез.
При достил ении крайнего левого положения механизм 8 воздействует на концевой выключатель, который носредством системы управления отключает макро- и микроколебания акустической головки 11. В этот момент ио сигналу системы управления возвращают сектор 5 в совокупности с концом браслета в исходное положение. Происходит соединение кромок заготовки. По сигналу системы управления отводят прижимы 18 и 19 от секторного барабана, сжимают его, освобождая каркасный браслет и передавая его на дальнейшие операции.
Освобождая барабан, каркасный браслет воздействует на сигнальное устройство, пара «фотосопротивление - электрическая лампа, которое посредством системы управления возвращает все части устройства в исходное положение.
Устройство для нзготовления браслетов каркасов покрышек пневматических шин имеет ряд иреимуществ по сравнению с известными. Например, при раскрое материала дисковым ножом поверхность реза имеет надрывы по краю реза, нитп корда отслаиваются от резины и на поверхности реза остаются значительные частицы резины. Поэтому при предварительной стыковке отрезанной заготовки в каркасный браслет стык получается непрочным, имеет поры, несплошности, кроме того, использование охлаждения дискового ножа водой приводит к попаданию влаги на срез, что
ухудщает соединение. Эти недостатки прпводят к расслоению стыка браслета на последующих операциях.
В предлагаемом устройстве поверхность реза, образуемого ультразвуковым ножом, получается качественной, наличие микроперемещений создает условия для выполнения реза с незначительными затратами усилий, отслаивание нитей корда от резины исключается.
Поверхность реза разогревается от тепла инструмента, нагретого ультразвуковыми колебаниями, н тепла, выделяемого самим материалом в результате поглощения им ультразвуковых колебаний. Температура поверхности реза регулируется скоростью резания н величиной микро- и макронеремещений ультразвукового ножа. Отсутствие охлаждающей жидкости делает срез свободным от посторонних загрязнений. Стык двух кромок каркасного браслета, полученных после реза с помощью ультразвукового ножа, обладает прочностью, незначительно .уступающей прочности основного материала. Кроме того, дополнительные возвратно-поступательные макроколебания в осевом направлении создают возможность осуществления реза материала без дополнительных устройств, требующихся для крепления коннов обрезаемого материала, так как значительно у.меньшается сила резания.
6 Формула изобретения
Устройство для изготовления браслетов каркасов покрыщек нневматических щин,
содержащее смонтированный на станине приводной вал с установленным на нем секторным барабаном, с продольным пазом, выполненным по границе одной из пар соседних секторов, причем один из пары
образующих продольный паз соседних секторов посредством осп щарнирно закреплен на расположенном за ним в направлении от продольного паза секторе н снабл ен приводом качания относительно указанной
оси, и режущий механизм с ножом и приводом его перемещения вдоль паза барабана, отличающееся тем, что, с целью обеспечения чистоты поверхности реза, нож снабжен акустической головкой и дополнительным приводом его перемео1ения в поперечном иаправлении, кинематически связанным с приводом его перемещения вдоль паза барабана.
Источникн ннформации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 284292, кл. В 29 Н 15/04, 1967.
2.Авторское свидетельство СССР Кч 563763, кл. В 29 И 17/02, 1973 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления браслетов каркасов покрышек пневматических шин | 1973 |
|
SU563767A1 |
| Устройство для навивки протектора ленточкой | 1976 |
|
SU610675A1 |
| Устройство для поперечной резкиРЕзиНО-КОРдНОй ТРубчАТОй зАгОТОВКи | 1977 |
|
SU818891A1 |
| Барабан для формирования покрышек пневматических шин | 1974 |
|
SU497165A1 |
| Устройство для изготовления резино- КОРдНыХ ТРубчАТыХ зАгОТОВОК | 1975 |
|
SU598295A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для сборки покрышек пневматических шин | 1979 |
|
SU788570A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2283762C2 |
| Устройство для вырезки ленты переменной ширины | 1977 |
|
SU686894A2 |
/7
Охлаждающая Soda
Сток о аажданущей ffodtj/
