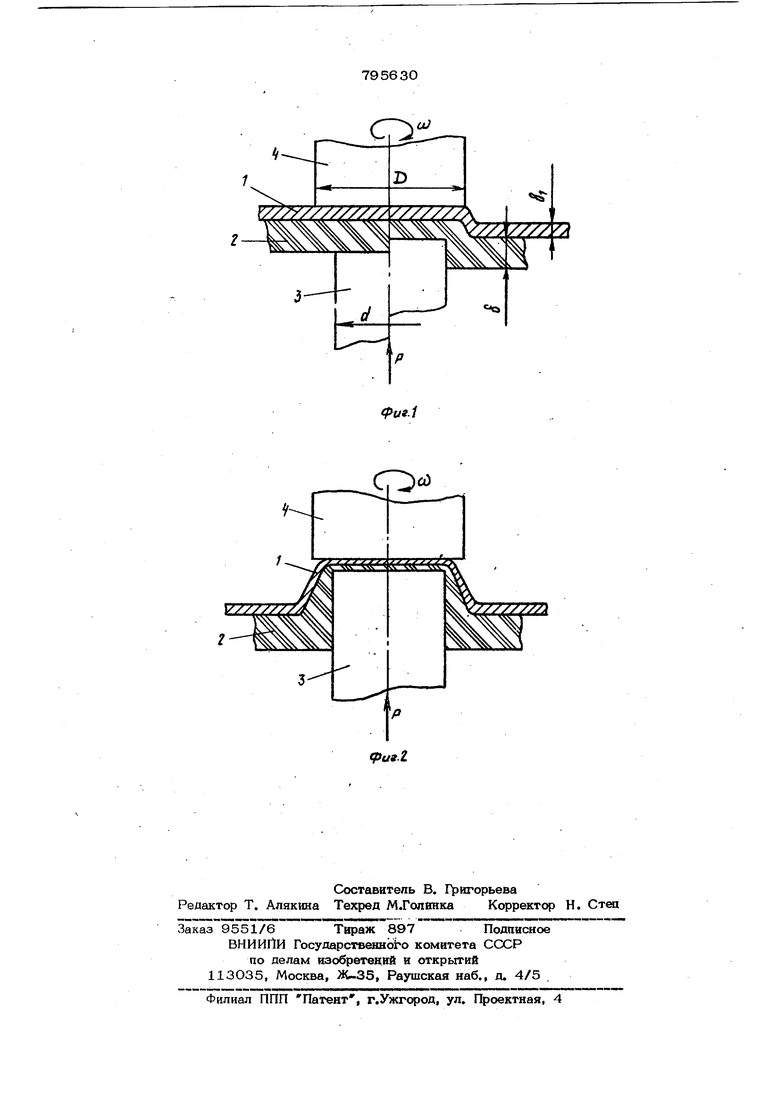
Изобретение -относится к способам получения деталей, имеющих отверстия с бортами, и может быть использовано в приборостроении, самолетостроении и т.п.. По основному авт. св. № 721.169 известен способ получения отверстий с од-; новременным образованием борта, при котором сообщают относительное враЦдеяие заготовке н одному из инструментов, чем осуществляют локальный нагрев загот жки. При этом материал заготовки находится в непосредственном контакте с материалом жесткого вращающегося инструмента- tl. Однако при обработке известным способом материалов типа алюминиевых и титановых сплавов их высокая cixaaTbiiaaeмость при трении практически со всеми инструментальными материалами приводит к отрьшу материала заготовки и разрушению образующегося борта. Цель изобретения - предотвращение разрушения борта при обработке заготовок из материалов типа алюмк|1иемых и титановых сплавов. Указанная цель достигается тем, что между заготовке и вращающимся инструментом размещают, по меньшей мере, одну прокладку, выполненную из материала более жаропрочного, чем материал заготовки, н имеющего меньшую схватьща,е- мость с материалом вращающегося инструмента, чем материал заготовки. На фиг. 1 изображено устройство для осуществления способа; на фиг. 2 - .окопчание процесса получения отверстия и образования борта. Прокладка 1 уложена на заготовку 2, которая помещена на торец пуансона 3 (невращающегося инструмента). Плоска жесткая опора 4 (вращающийся инструмент) установлена роосно с пуансоном 3 со сторсиы торца образующегося борта. Материал прокладки 1 более жаропрочен, чем материал заготовки, и имеет меньшую схватьюаемость с материалом опоры 4, чем материал заготовки.
Способ осуществляется следующим . образом.
Опоре 4 сообщается вращательное с определешшй угловой скоростью W , и к ней с определенным осевым усилием Р , передаваемым пуансон ом 3, прижимаются прокладка 1 и заготовка 2. В результате тепловьшеления за счет трения и действия осевой нагрузки мате риал заготовки 2 и прокладки 1 поДЬергаегся деформации и вытесняется в радиальном направлении. Однако при установившемся процессе, когда температура нагрева прокладки 1 и заготовки 2 выравниваются, материал последней вытесняется из-под торца пуансона 3 интенсивней в силу большей пластичности,
Таким образом, в течение всего процесса нагрева и деформации между заготовкой и вращающейся опорой находится прослойка материала прокладки, препятствующая схватыванию на контактной поверхности и отрьшу металла заготовки.
Пример. Прошивка и отбортовка отверртий диаметром d 14мм производится в листовых заготовках из сплав а Д16 толщиной (5 4 мм с нагревом за счет трения на реконструированном фрезерном станке фирмы Чепель, стол которого снабжен специальным пневматическим приводом. Опора выполняется из сплава ВК20, пуансон - из ЖС 6КП, в качестве прокладки используется Л1ютовая стал Ст 3 толщиной dj 2мм. Процесс осуществляется при скорости вращения W 1200 об/мин в диапазоне удельных нагрузок 1-3 кг/мм , в результате чего получают отбортованное отверстие d 14мм с бортом высотой 5мм и диаметром в основании D 17,5мм. При этом прокладка осаживается до толщины 0,4мм.
Использование предлагаемого способа получения отбортованных отверстий обес- печивает возможность обработки заготовок из металлов, обладающих повышенной схватываемостью с инструментальными сталями при максимальном использовании материала заготовки. При этом в качестве прокладки используются Относительно недорогие материалы. Использование спо. соба в приборостроении, самолетостроении и других отраслях народного хозяйства дает экономию металла за счет
уменьшения толщины заготовки при сохранении требуемой высоты стенки борта. Кроме того, для реализации предлагаемо- го способа используются машины для сварки трением и металлорежущие станки,
серийно вьтускаемые в промышленности. Формулаизобретения Способ получения отверстий в металлическрх заготовках и одновременного образования борта по авт.св. № 721169,
отличающийся тем, что, с целью предотвращения разрушения борта при обработке заготовок из материалов типа алюминиевьк и титановых сплавов, между заготовкой и вращающимся инструментом размещают, по меньшей мере, одну прокладку, выполненную из материала более жаропрочного, чем материал заготовки, иг имеющего меньшую схватываемость с материалом вращающегося инстру-
мента, чем материал заготовки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 721169, кл. В 21D 19/ОО,
В 2ID 35/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения координатной сетки на детали | 1988 |
|
SU1575093A1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| Способ получения отверстий в заготовках и одновременного образования борта | 1975 |
|
SU721169A1 |
| Способ отбортовки | 1978 |
|
SU795631A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН-АЛЮМИНИЙ | 2011 |
|
RU2463140C1 |
| Способ изготовления деталей с бортом | 1985 |
|
SU1348029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2159162C2 |
r:)
