(54) СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ В ЗАГОТОВКАХ И ОДНОВРЕМЕННОГО ОБРАЗОВАНИЯ БОРТА
К. плотебстй заготовки на участке, охватывающем получаемый борт, со стороны, противоположной борту, может быть приложено усилие, параллельно направленное основному усилию, создавая сжимающие напряжения в материале борта.
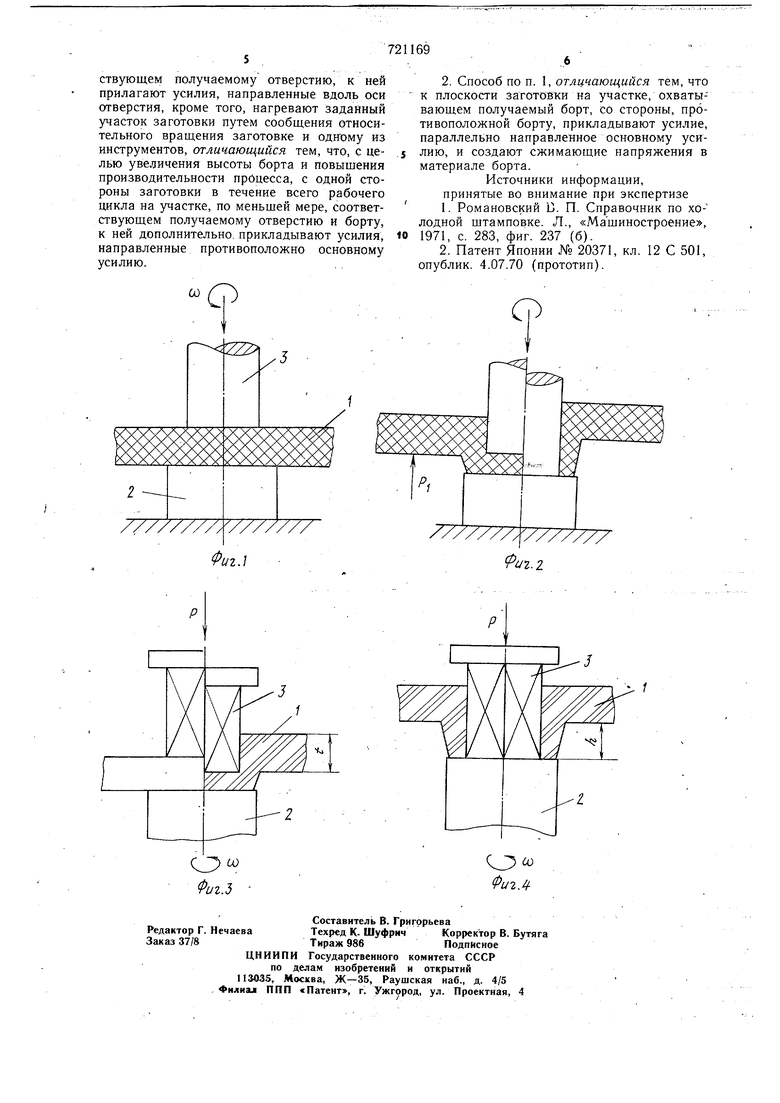
На фиг. 1 показаны заготовка и инструменты (вращающийся и поступательно перемещающийся и неподвижная опора) в исходном п оложении; на фиг. 2 - о же, в начальной и конечной стадиях обр а зЬванйя отверстия и борта; на фиг. 3 - аготовка и инструменты (вращающаяся опор и поступательно движущийся пуансон) в исходном положении; на фиг. 4 - О же, окончание процесса.
Пример . Заготовку 1 помещают на жесткую неподвижную опору 2 и прижимают к ней пуансоном 3. К нижней поверхности затютбвки прилагают осевые усилия, направленHbie противоположно усилиям пробивки, например, воздействуя на нее сжатым резиновым буфером.
Пуансону 3 сообщают вращательно движение, и в результате трения торца пуансона о поверхность неподвижной заготовки происходит локальный нагрев заготовки, облегчающий процесс пластической деформации материала между торцом пуансона и
Йоверхностью неподвижной опоры 2.
Вытесняемый при этом в сторону движенйя пуансона материал перетекает на боковую поверхность и перемещает заготовку в направлений противоположном движению
пуансона. На образовавщийся борт действуют растягивающие напряжения, в результате чего стенки борта утоняются, а высота борта увеличивается. Во избежание чрезмерного утончения борта к заготовке приютадыватотусилия, действующие в направлении усилий пробивки и вызывающие в материале стенок борта сжимающие напряжения. Для получения борта равномерной толЩины указанные усилия прикладывают после того, как высота формуемого борта достигнет примерно половины готового борта.
На последней стадии процесса металл полностью вь1тесняется изпромежутка между торцом пуансона 3 и поверхностью неподвижного упора 2.
При обратном ходе пуансона произвоДйтСя съёйизделиЙСпуансона йод действием усилий, вызываюш;ие смещение напряЖенйя в стейках борта. :
Описываемый способ опробован йалистовой латуни толщиной 2 мм. Получение и отбортовка отверстий проводились на сверлильном станке при скорости вращения 3000 об/мин и удельном давлении 2-5 кг/мм, Получейы отверстия диаметром 4 мм с бортами высотой 4,9 мм.
Способ может быть использован для получения панелей с резьбовыми отверстиями, в частности, в радиотехнической промыщленности, и позволит сократить расход
металла на ;панели за счет увеличения вы721169
СОТЫ участков с бортами и уменьщения толщины всей панели.
Пример 2. Заготовку 1 помещают на вращающуюся опору 2 и прижимают к ней пуансон 3 с определенным усилием. Опоре 2 сообщается вращательное движение с определенной угловой скоростью, в результате тепловыделения за счет трения и действия осевой нагрузки металл заготовки 1 в области контакта с вращающейся опорой 2 подвергается деформации и вытесняется в радиальном направлении в образующийся борт. Процесс заканчивается при полном вытеснении металла из-под торца пуансона 3.
Описываемый способ опробован в щирокой комбинации скоростей вращения и удельных нагрузок, обеспечивающих удельную тепловую мощность трения, необходимую для нагрева металла заготовки до температуры, соответствующей интервалу его горячего деформирования.
Испытания проводились на фрезерном 0 станке.
Жесткая опора зажималась в щпинделе, который вращался со скоростью ш . 1200 об/мин, пуансоном, закрепленным в столе, имеющем специальный пневматический привод, создавались удельные нагрузки 2-5 кг/мм . В результате испытания в листовой заготовке из ст. 3 толщиной t 4 мм, получено отбортованное квадратное отверстие со стороной а 5 мм, при этом наружный диаметр борта d 9 мм, а высота борта h 4 мм.
Использование описываемого варианта.
Способ обеспечивает возможность получения отверстий с бортами, воспроизводящих любую конфигурацию плоского рабочего торца пуансона. Кроме того, использование нагрева со стороны опоры позволяет избежать гратообразования на поверхности заготовки, обращенной к пуансону при внедрении инструмента. Предлагаемый способ дает возможность получить чистоту стенок отверстия, практически равную чистоте обработки боковой поверхности пуансона.
В случае неполного вытеснения металла
заготовки из-под пуансона предлагаемый
способ позволяетполучитьглухие полости,
высота стенок которых превыщает толщину
5 заготовки.
/
Для реализаций описываемого способа можно использовать мащины для сварки трением и токарные станки, серийно выпускаемые в промыщленности.
Формула изобретения
1. Способ получения отверстий в заготовках и одновременного образования борта вокруг каждого из них, при котором на заготовку воздействуют с двух противоположных сторон двумя инструментами, с одной стороны заготовки на участке, соответ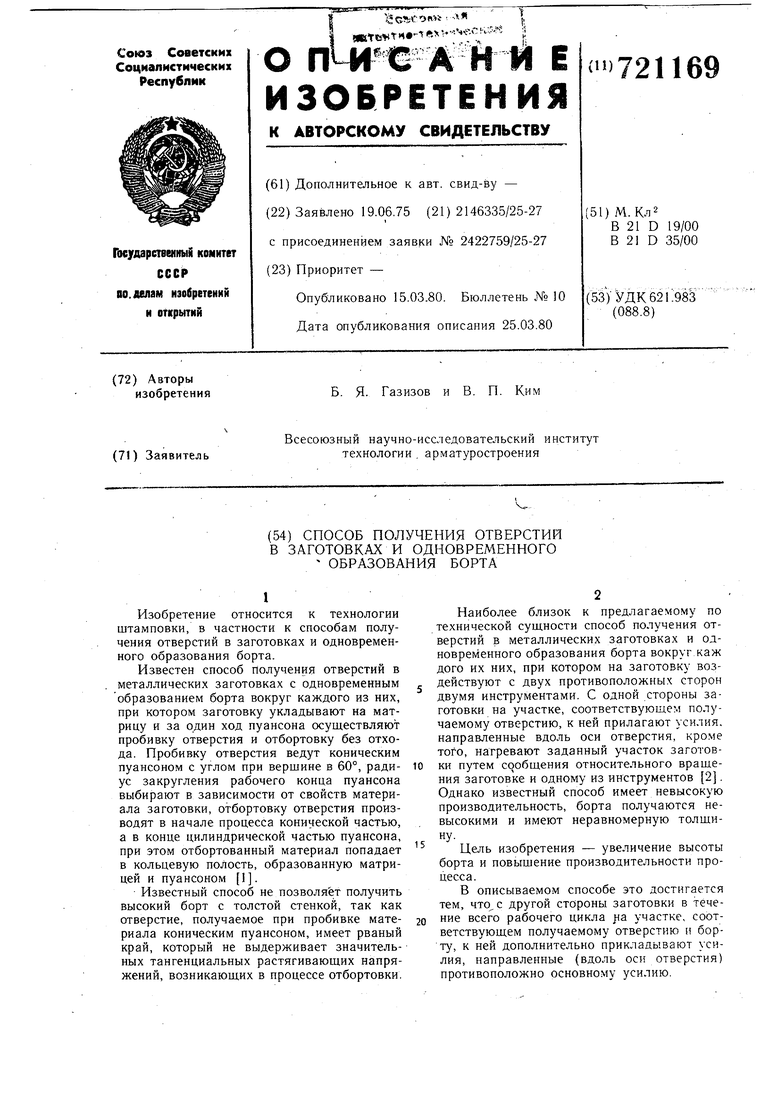

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1990 |
|
RU2036048C1 |
| Штамп для пробивки и отбортовки | 1975 |
|
SU582033A1 |
| Способ получения отверстий в ме-ТАлличЕСКиХ зАгОТОВКАХ и ОдНОВРЕ-МЕННОгО ОбРАзОВАНия бОРТА | 1978 |
|
SU795630A2 |
| Способ получения отбортованных отверстий | 1980 |
|
SU1098619A1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ формообразования поковок топора | 1986 |
|
SU1407650A1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605875C1 |
