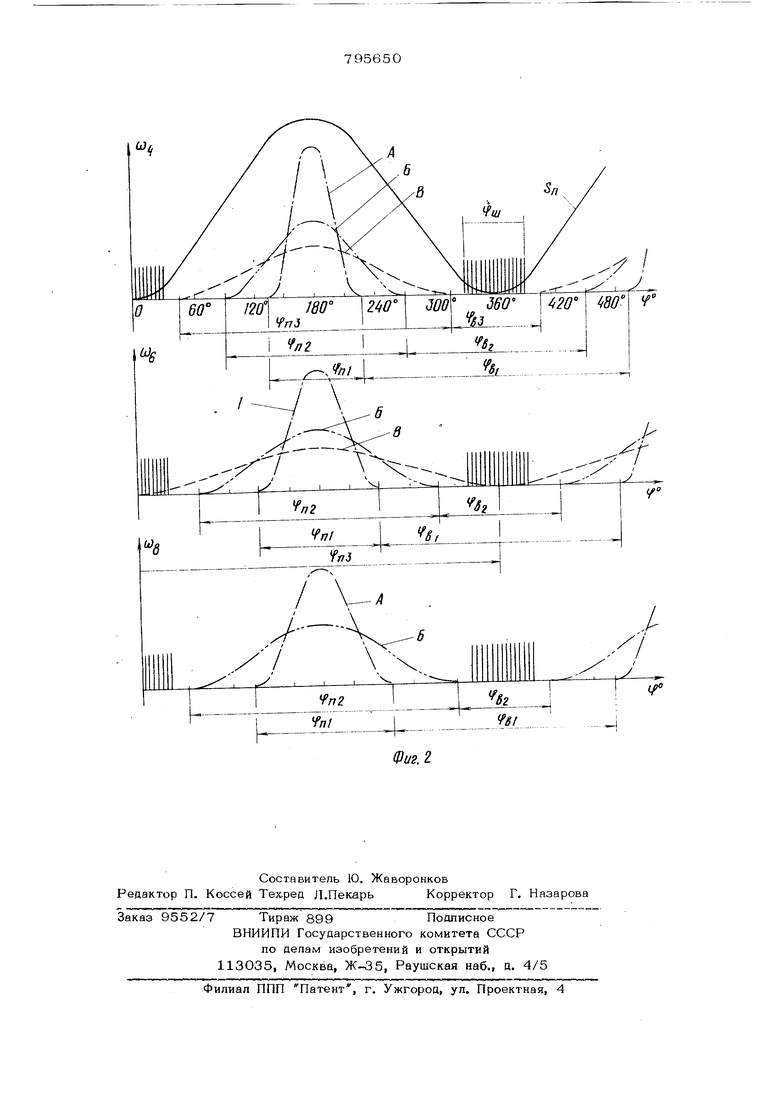
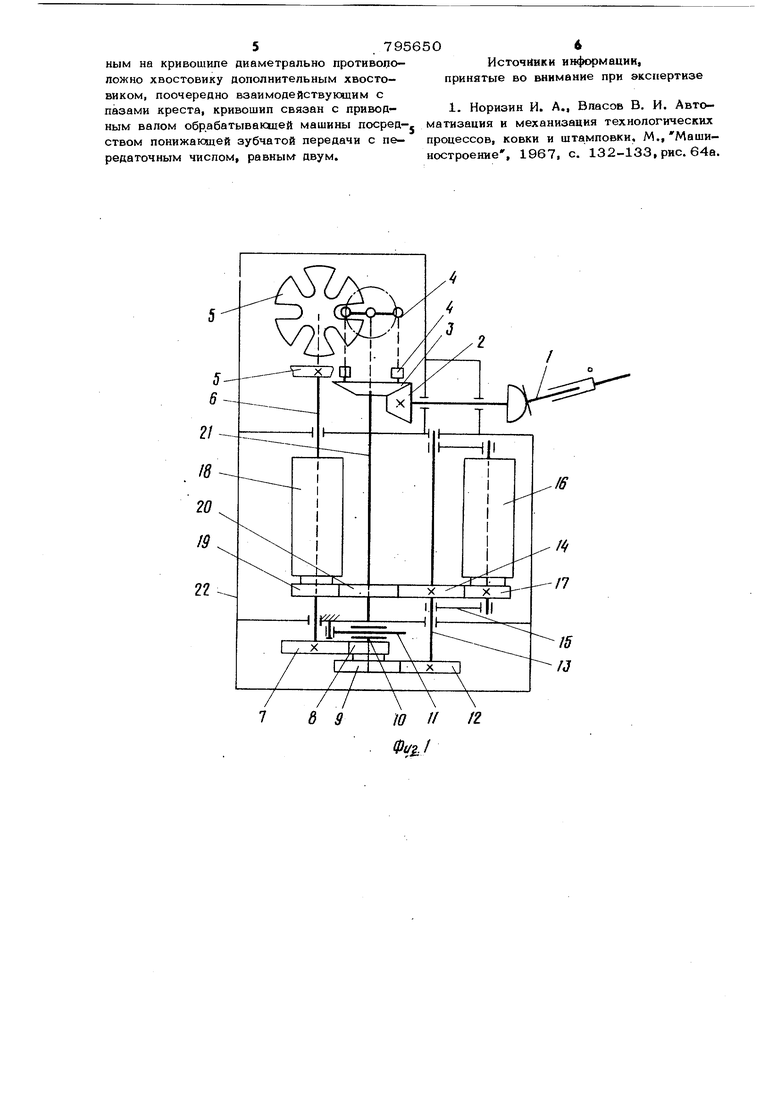
(34) ПРИВОД ПОЛАЮШЕГО ОРГАНА УСТРОЙСТВА ДЛЯ ПОДАЧИ МАТЕРИАЛА К ОБРАБАТЫВАЮи ЕЙ МАШИНЕ жестко установлено зубчатое колесо 14. На валу 13, кроме того, шарнирно установлены рычаги 15, на свободных концах которых в подшипниках установлен верхний подающий валок 16 с шестерней 17. На валу 6 на подшипниках установлен ни ний подающий вапок 18. На торце валка 18 жестко установлена шестерня 19, которая через зубчатое квлесо 20, свободно вращающееся на бси 21, зацеплена с зубчатым колесом 14. Валы 6 и 13 установлены на подшипниках в корпусе 22. Привод подающего органа устройства для подачи материала & обрабатьшакщей машине работает следующим образом. Непрерывное вращательное движение главного вала пресса передается через шарнирный вал 1, шестерню 2 на аубчатое колесо 3, которое роликами 4 взаим действует с мальтийским крестом 5, и о через вал 6, сменные зубчатые колеса 7 9 и 12, вал 13 и зубчатые колеса 14, 2О, 17 и 19 передает прерывистое вра щательное движение подающим .валкам 16 Шаг подачи определеяется по формуле IlL.-blP.Zdii -20,22 2ц 2..,g где F - постоянное число 3. 14: о; Di. - диаметр подаЕощих валков в мм число пазов креста мальтийского механизма; Z - число зубьев зубчатого колеса 14; .- число зубьев зубчатых колес 17 или 19; ,7|2 2 - число зубьев сменных зубчатых колес 7, 8, 9 и 12. На графиках обозначены: А - кривые угловых скоростей подающих валков для привода с передаточным числом зубчатой передачи, равным 1 и с одним роликом на кривошипе мальтийского механизма} Б - кривые угловых скоростей подающих валков для привода с передаточным числом понижакяцей зубчатой передачи рав- ным 2 и с двумя диаметрально расположенными роликами на кривошипе мальтий-.« привода с передаточным числом пон жающей зубчатой передачи равным 3 и 4 и с тремя равнорасположенными ро- /шками на кривошипе мальтийского меха- gj низма; SPI - кривая скорости ползуна npeccaj . ро угол поворота главного вала пресса в градусах| щ - угол штамповки (заштрихованный угол); фл - угол выстоя подаклцих валков; ф - угол подачи материала подающими валками. Цифры 1, 2 и 3 у индексов углов (п.,; -. 1 TtJ обозначают передаточное число пойижакащей зубчатой передачи и число роликов на кривош тпе мальтийского механизма, KOTopfciM соответствует этот угол. U) л - значения угловых скоростей подающих валков. Цифры 4, 6 и 8 у индекса угловых скоростей (jJ указывают на число пазов мальтийского креста. Из анализа графиков скоростей следует, что углы подачи во столько раз больше Vj во сколько передаточное число понижающих подач в приводе больше единицы (мальтийский механизм без понижаю цей передачи). Кроме того, привод, у которого понижающая передача имеет передаточное число равнЬе трем, при числе пазов маль- тийского креста равное пяти, шести и вы- ше и не имеет смысла, так как угол почастично или полностью перекрывают угол штамповки Ф Из теории, механизмов и машин известно, что мальтийские механизмы внешнего зацепления с меньшим числом пазов у креста обладают большими ускорениями, а значит и большими динамическими нагрузками в конструкции устройства. Следовательно, из всех возможных комбинаций мальтийского механизма внешнего зацепления с понижающей зубчатой передачей в устройстве для подачи полосового и ленточного материала в рабочую зону штампа с приводом от главного вала пресса наиболее эффективной и целесообразной является комбинация - мальтийский механизм внешнего зацепления с числом пазов шесть и выше в сочетании с понижающей зубчатой передачей у которой передаточное число равно двум (кривая Б на среднем графике). Формула изобретения Привод подающего органа устройства дпяподаТиматер ала 7 обрабатываадей шине, в частности валкового, выполуенный в виде мальтийского механизма, включающего в себя крест с шестью пазами и кривошип с хвостовиком, поочередно взаимодействующим с пазами креста, о т личающийся тем, что, с целью уменьшения времени выстоя подающего органа и повышения производительности работы машины, привод снабжен закрепленным на кривошипе диаметрально противогю- ложно хвостовику дополнительным хвостовиком, поочередно взаимодействующим с пазами креста, кривошип связан с приводHbiivf валом обрабатываюцей машины посредством понижающей зубчатой передачи с передаточным числом, равным- двум.
Источники информации, принятые во внимание при экспертизе
1. Норизин И. А., Власов В, И. Автоматизация и механизация технологических процессов, ковки и штамповки, М.,Машиностроение, 1967, с. 132-133, рис. 64а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи штучных заготовок в зону обработки | 1976 |
|
SU607625A1 |
| РЕГУЛИРУЕМОЕ УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В КОЛЕБАТЕЛЬНОЕ | 2005 |
|
RU2307271C1 |
| Устройство для обработки кулачков | 1979 |
|
SU795753A1 |
| ПРЕРЫВАТЕЛЬ ДВИЖЕНИЯ ПРИВОДА РАПИРЫ ТКАЦКОГО СТАНКА | 2017 |
|
RU2662697C1 |
| Устройство для подачи длинномерного материала в рабочую зону обрабатывающей машины | 1989 |
|
SU1634354A1 |
| Устройство для включения натиска печатного цилиндра | 1959 |
|
SU123973A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХЗАГОТОВОК | 1969 |
|
SU245522A1 |
| СПОСОБ И МЕХАНИЗМ В.И. ПОЖБЕЛКО ДЛЯ ВОСПРОИЗВЕДЕНИЯ ВРАЩЕНИЯ С ОСТАНОВКАМИ | 2003 |
|
RU2249133C1 |
| Автомат для печатания ярлыков | 1979 |
|
SU825344A1 |
| ПЕЧАТНО-ОТМЕТОЧНАЯ МАШИНА | 1968 |
|
SU210186A1 |