(54) УСТРОЙСТВО ДЛЯ ГЮДАЧИ СТЕРЖНЕЙ НА СВАРКУ
рованьт на приводной тяге посредством переставных втулок, при этом приводная тлга кинематически связана с неподвиж-
ной тягой посредством своей втулки, сочлененной с роликом на плече двуплечего рычага, шарнирно установленного на неподвижной тяге и присоединенного к штоку размещенного на этой тяге привода, а упорное приспособление выполнено в виде приводного V - образного коромысла.
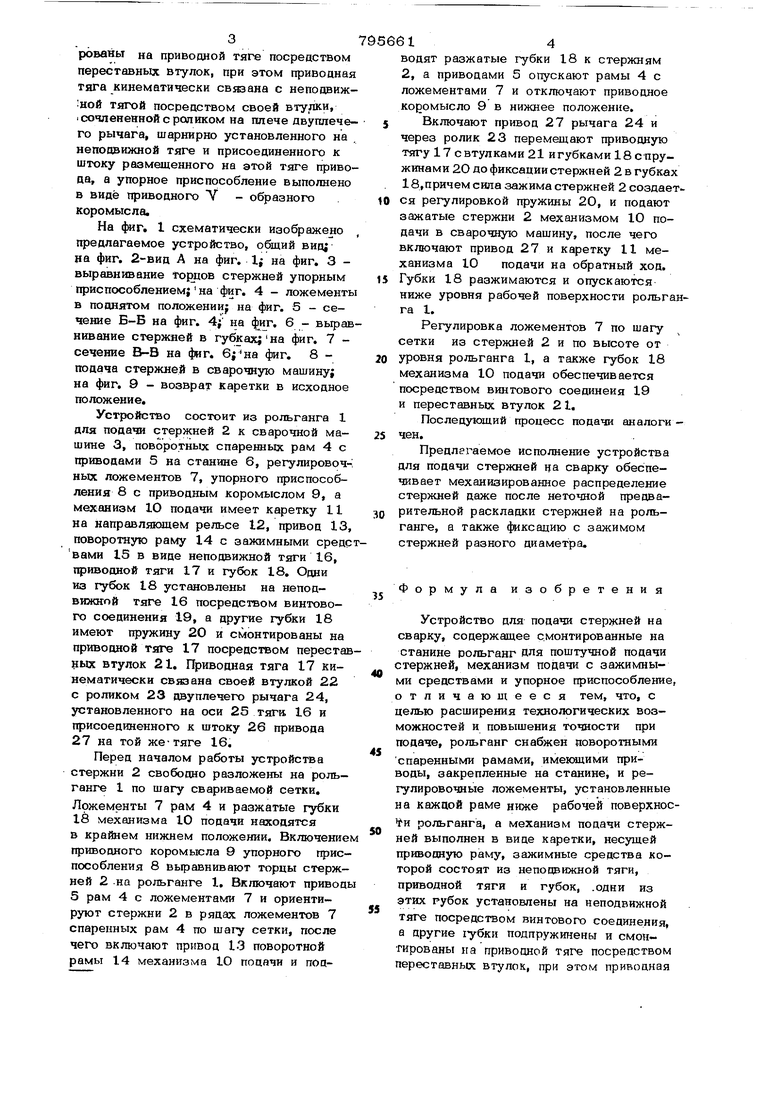
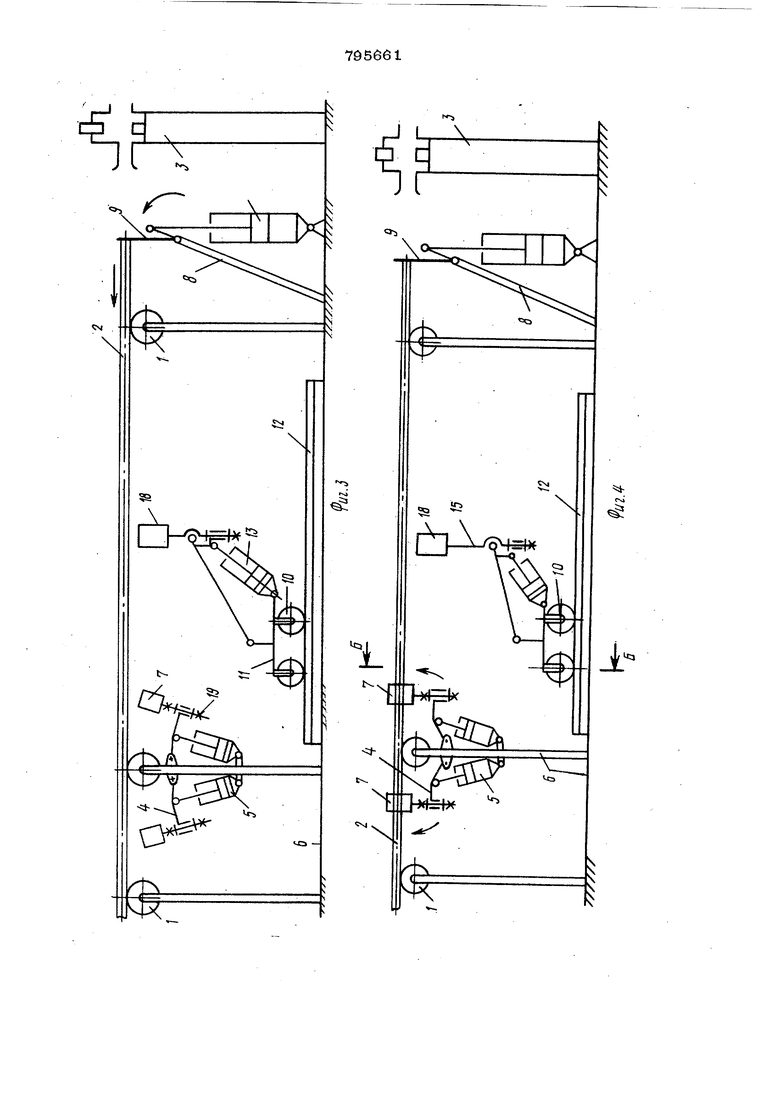
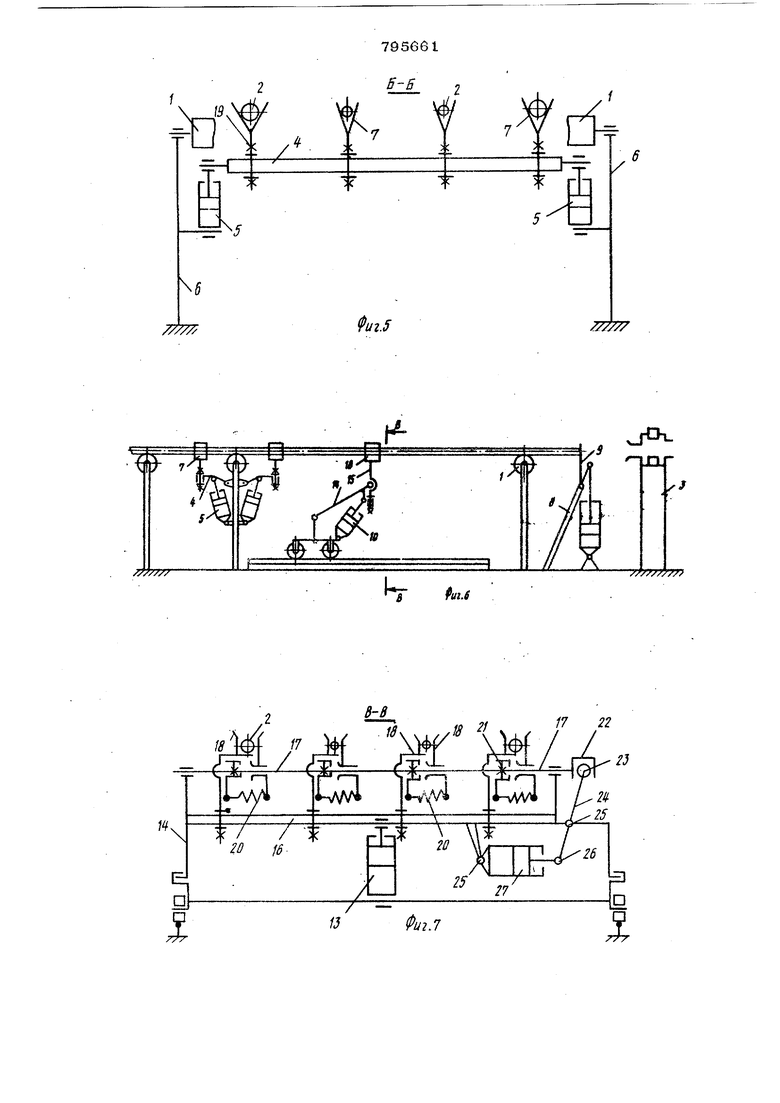
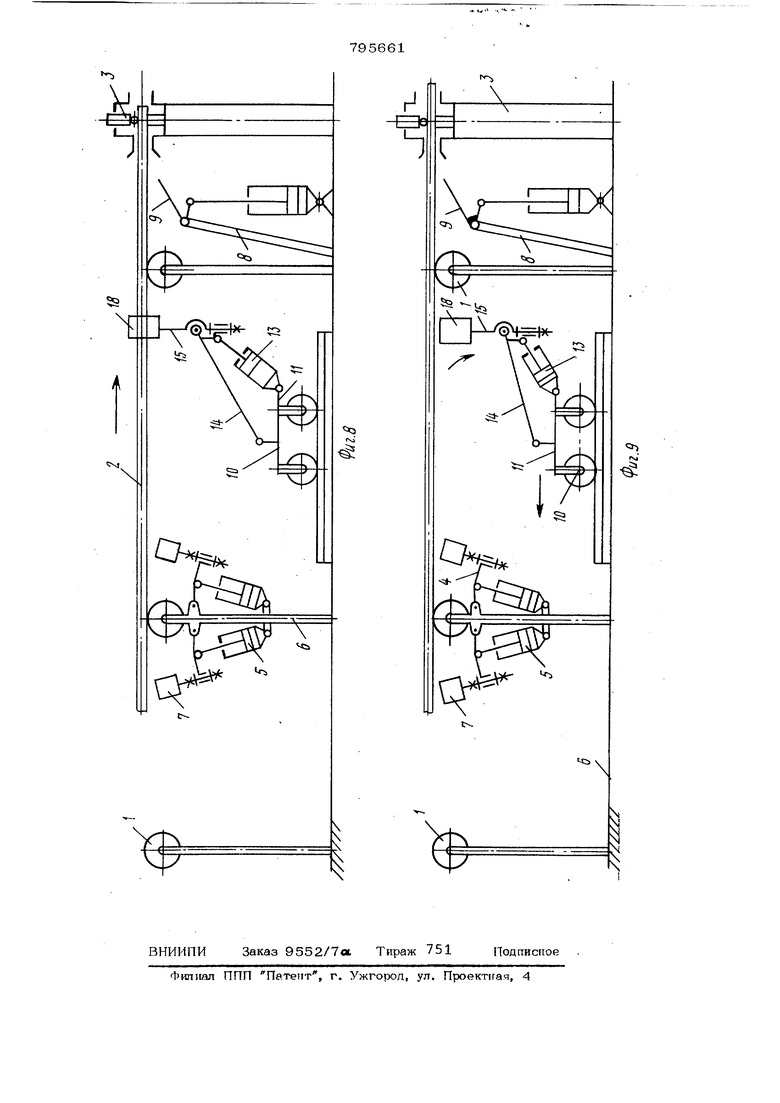
На фиг. I схематически изображено предлагаемое устройство, общий вид; на фиг. 2-вид А на фиг. I; на фиг. 3 выравнивание торцов стержней упорным приспособлением; на фиг. 4 - ложементы в поднятом положении на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 - выравнивание стержней в губках;на фиг. 7 сечение В-В на фиг. фиг. 8 подача стержней в сварочную машину; на фиг. 9 - возврат каретки в исходное положение.
Устройство состоит из рольганга 1 для подачи стержней 2 к сварочной машине 3, поворотных спаренных рам 4 с приводами 5 на станине 6, регулировочных ложементов 7, упорного приспособления 8 с приводным коромыслом 9, а механизм 10 подачи имеет каретку 11 на направляющем рельсе 12, привод 13, поворотную раму 14 с зажимными средсвами 15 в виде неподвижной тяги 16, тфиводной тяги 17 и губок 18. Одни из губок 18 установлены на неподвижной тяге 16 посредством винтового соединения 19, а другие губки 18 имеют пружину 20 и смонтированы на приводной тяге 17 посредством переставцых втулок 21. Приводная тяга 17 кинематически сВ5Езана своей втулкой 22 с роликом 23 двуплечего рычага 24, установленного на оси 25 тяги 16 и присоединенного к штоку 26 привода 27 на той же-тяге 16.
Перед началом работы устройства стержни 2 свободно разложены на рольганге 1 по шагу свариваемой сетки.
Ложементы 7 рам 4 и разжатые губки 18 механизма 10 подачи находятся в крайнем нижнем положении. Включение приводного коромысла 9 упорного приспособления 8 выравнивают торцы стержней 2 HQ рольганге I. Включают привод 5 рам 4 с ложементами 7 и ориентируют стержни 2 в рядах ложементов 7 спаренных рам 4 по шагу сетки, после чего включают привод 13 поворотной рамы 14 механизма 1О подачи и подводят разжатые губки 18 к стержням 2, а приводами 5 опускают рамы 4 с ложементами 7 и отключают приводное коромысло 9 в нижнее положение.
Включают привод 27 рычага 24 и через ролик 23 перемещают приводную тягу 17 свтулками 21 и губками 18 с пружинами 20 до фиксации стержней 2 в губка 18,причем сила зажима стержней 2 создаеся регулировкой пружины 20, и подают зажатые стержни 2 механизмом 1О подачи в сварочную машину, после чего включают привод 27 и каретку 11 механизма 10 подачи на обратный ход. Губки 18 разжимаются и опускаются ниже уровня рабочей поверхности рольгга 1.
Регулировка ложементов 7 по шагу сетки из стержней 2 и по высоте от уровня рольганга 1, а также губок 18 механизма 10 подачи обеспечивается посредством винтового соединеия 19 и переставных втулок 21.
Последующий процесс подачи аналогичен.
Предлагаемое исполнение устройства для подачи стержней на сварку обеспечивает механизированное распределение стержней даже после неточной предварительной раскладки стержней на рольганге, а также фиксацию с зажимом стержней разного диаметра.
Формула изобретения
Устройство для подачи стержней на сварку, содержащее с.монтированные на
станине рольганг Для поштучной подачи стержней, механизм подачи с зажимными средствами и упорное приспособление отличающееся тем, что, с целью расширения технологических возможностей и повышения точности при подаче, рольганг снабжен поворотными спаренными рамами, имекицими приводы, закрепленные на станине, и регулировочные ложементы, установленные на каждой раме ниже рабочей поверхности рольганга, а механизм подачи стержней выполнен в виде каретки, несущей приводную раму, зажимные средства которой состоят из неподвижной тяги, приводной тяги и губок, .одни из этих губок установлены на неподвижной тяге посредством винтового соединения, а другие губки подпружинены и смонтированы на приводной тяге посредством переставных втулок, при этом привоаная
тяга кокинематически связана, с неподвижной тягой пocpencтвo f своей втулки, сочлененной с роликом на плече овуплечего рычага, шарнирно установленного на неподвижной тяге и присоединенного к штоку размешенного на этой тяге приво да1 а упорное приспособление выполнено в виде приводного Образного коромысла.
Источники информации, принятые во внимание при экспертизе
U Патент ФРГ № 233СХ)19, J кл. В 21 F 27/1О, 1975.
2. Авторское свидетельство СССР № 553О28, кл. В 21 Р 23/ОО, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО СТЫКОВАНИЯ И БЕЗОТХОДНОЙ РЕЗКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1966 |
|
SU224772A1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
| Летучая пила для резки труб | 1973 |
|
SU422548A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
/
(иг.5
////// 9иг.6 17 J ТТТХХТТТХ 22
