(54) УСТРОЙСТВО ДЛЯ ЗАХВАТА ТОНКОСТЕННОЙ ТРУБЫ
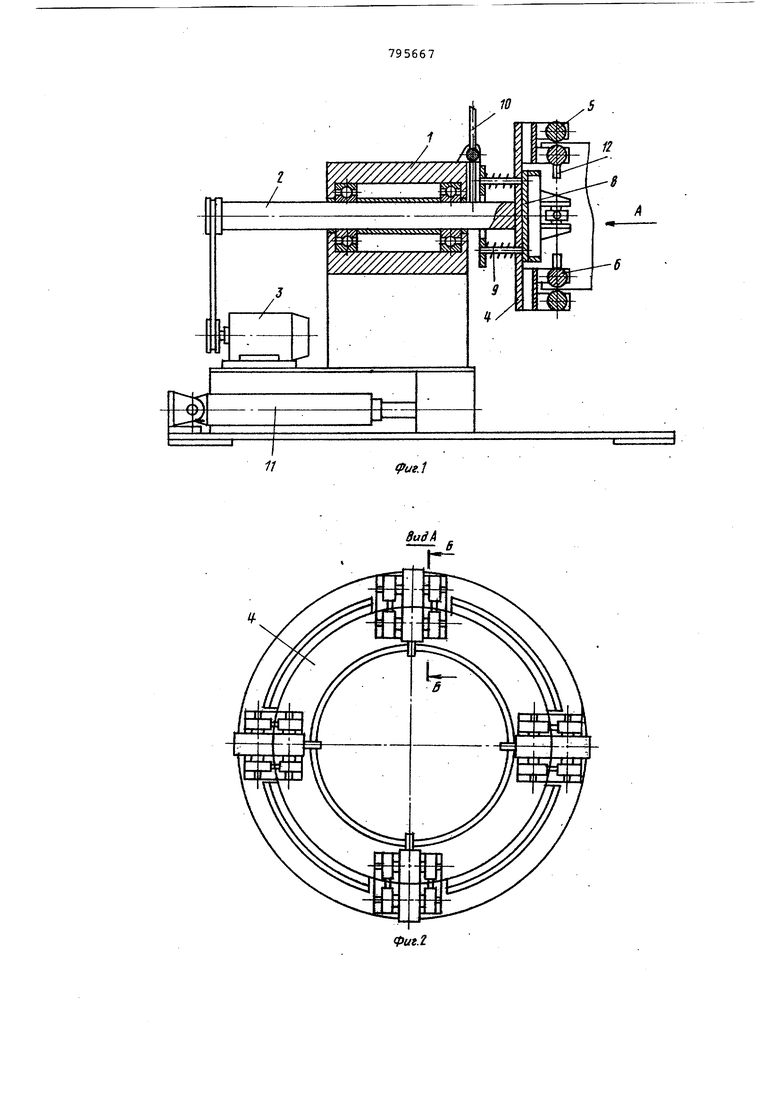
В момент захвата при входе трубы в устройство торец ее стенки поворачивает каждую пару эксцентриков, све пенных до соприкосновения пружиной 7, способствуя разведению их поверхностей, и скользит между ними. При этом пружина 7 каждой пары эксцентриков стремится свести их поверхности, обеспечивая создание заклинивающего момента в случае движения трубы в противоположном направлении. Как .только срез конца трубы пройдет линию контакта каждой- пары эксцентриков , подается сигнал на включение или реверсирование привода 3 для .перемеадения трубы вдоль оси раскатки п направлению ее выхода из стана. При возникновении тягового усилия каждая пара эксцентриков поворачивается и труба заклинивается между эксцентриками, обеспечивая силу трения на всех зажимах, необходимую для продольного перемещения трубы в процессе раскатки. Эффект самозаклинивания обеспечивается, выбором эксцентриситета эксцентриков в пределах угла.трения . Для освобождения трубы необходимо поворотом выжимной вилки 10 подать толкатель 8 механизма поворота по направлению к трубе. Встретившись с поводком 12 каждого внутреннего эксцентрика 6, толкатель 8 механизма поворота проворачивает, их на угол, обеспечивакщий образованиеiзазора между внутренней поверхностью трубы и поверхностью внутреннего эксцентрика. После извлечения из устройст.ва конца трубы выжимную вилку 10 отводят в обратном направлении, а пружины 9 возвращанэт толкатель 8 в исходное положение. Расстояние от оси трубы до линии соприкосновения поверхностей каждой пары эксцентриков при этом может отличаться от номинала в ту или другую сторону на величину эксцентриситета. В случае отличия от номинала при вводе конца трубы в зажимное приспособление поворачивается тот из эксцентриков каждой пары, который взаимодействует с поверхностью трубы. Второй эксцентрик под действием пружины 7 (рис.3) следует за первым. Таким образом каждая пара эксцентриков в пределах двух эксцентриситетов самоустанавливается в соответствии с конфигурацией трубы.. Процесс зажима конца трубы происходит аналогично вышеописанному. Создание непрерывного самозаклиййвающего контакта трубы с поверхностями эксцентриков обеспечивает автоматический захват трубы в процессе раскатки.
Использование предлагаемого устройства длязахвата обеспечивает по сравнению с известными захват конца трубы без остановки npoliiecca раскатки даже при значительной ее овальности за счет возможности изменения расстояния от оси трубы до линии соприкосновения эксцентриков и возможности правки эллипсности конца трубы эксцентриками в момент захвата; надежное закрепление конца трубы путем роздания само заклинивающего эффекта, что обуславливает равномерное перемещение трубы вдоль оси в процессе раскатки, обеспечивая тем самым более равномерную толщину стенки трубы., что особенно важно, например при изготовлении сильфонов.
Формула изобретения
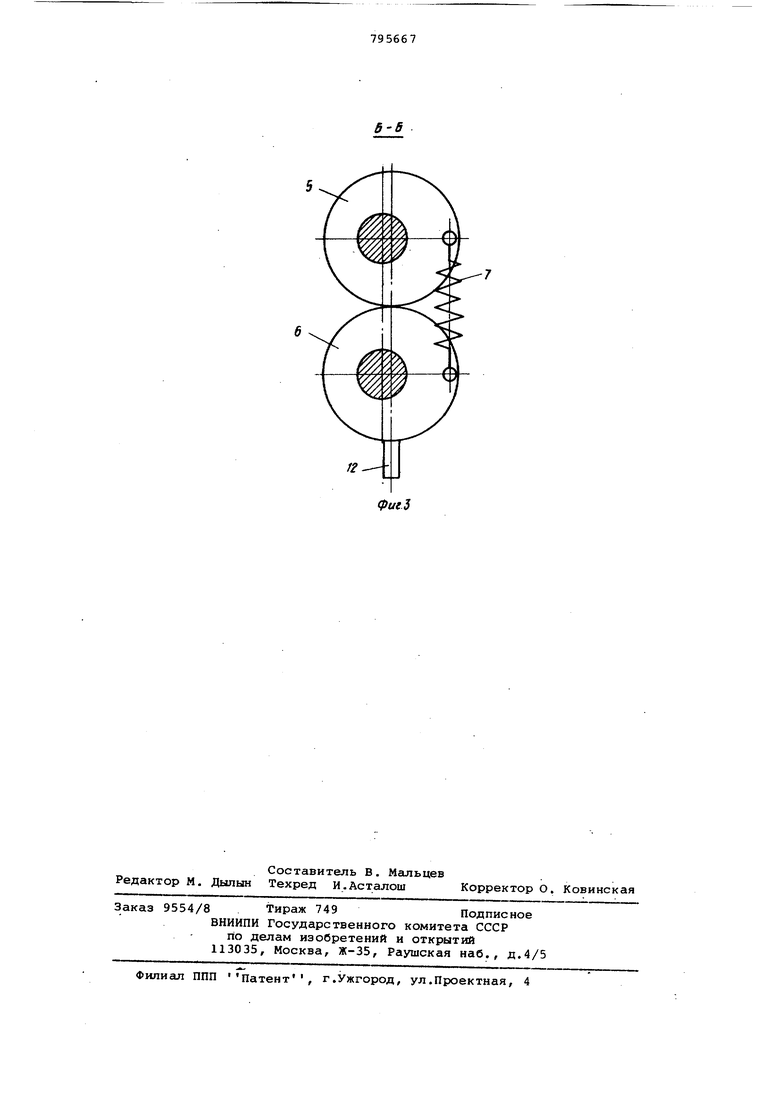
1.Устройство для захвата тонкостенной трубы, содержащее смонтированный в корпусе вал с приводом его вращения и установленное на валу зажимное приспособление с обоймой, о т личающееся тем, что, с целью обеспечения автоматического захвата вращающейся трубы большого диаметра, зажимное приспособление выполнено в виде двухэксцентриковых зажимов, равномерно расположенных по окружности обоймы, и механизма разведения эксцентриков.
2.Устройство по п.1, о тличающееся тем, что эксцентрики выполнены с поводками, а механизм разведения эксцентриков выполнен в виде толкателя, имеющего возможность взаимодействия с поводками.
Источники информации, принятые во внимание приэкспертизе
1. Авторское свидетельство СССР № , кл. В 21 В 39/00, 07.04.72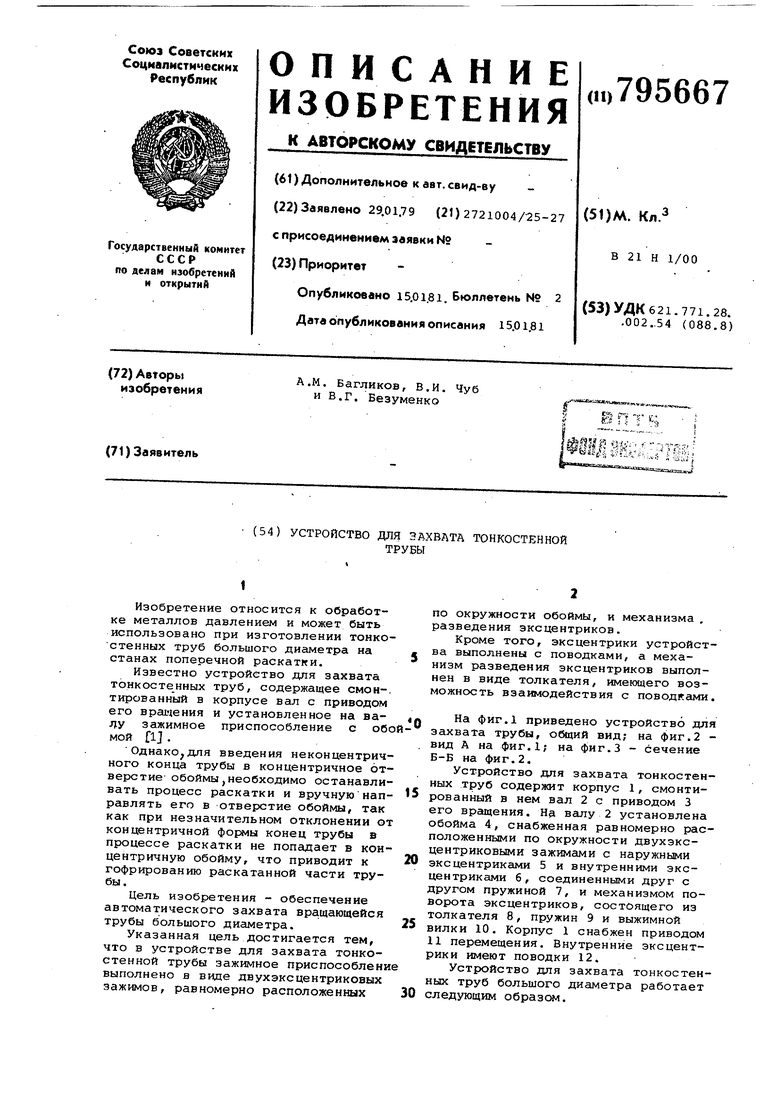
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ТРУБНЫЙ КЛЮЧ | 1995 |
|
RU2114729C1 |
| Зажимное устройство | 1986 |
|
SU1373514A1 |
| СТАН ДЛЯ ПОПЕРЕЧНОЙ РАСКАТКИ ТРУБ | 1972 |
|
SU421387A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
| Устройство для перфорирования бумаги | 1978 |
|
SU859146A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами к измерительному блоку | 1984 |
|
SU1220149A1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| Устройство для автоматической смены уточных шпуль на ткацком станке | 1976 |
|
SU659659A1 |
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |