1
Изобретение относится к трубопрокатному производству, преимущественно к области поперечной раскатки тонкостенных труб.
Известен стан для поперечной раскатки труб, содержащий станину, поворотную раскатную головку, узел подачи заготовки и узел приема заготовки, связанный с механизмом его осевого перемещения, при этом механизм осевого перемещения выполнен в виде гидроцилиндра. При таком устройстве узла приема заготовки длина готовой трубы ограничена и обусловлена длиной станины, т. е. тем ее участком, который расположен за рабочей клетью стана.
Для расширения сортамента изготавливаемых труб в предлагаемом стане узел приема заготовки смонтирован на рельсовой тележке, привод перемещения которой выполнен в виде двух щтыревых механизмов с рельсозахватывающими устройствами.
Для обеспечения возможности возвратпо-поступательного движения тележки рельсозахватывающее устройство смонтировано эксцентрично оси штыревого механизма.
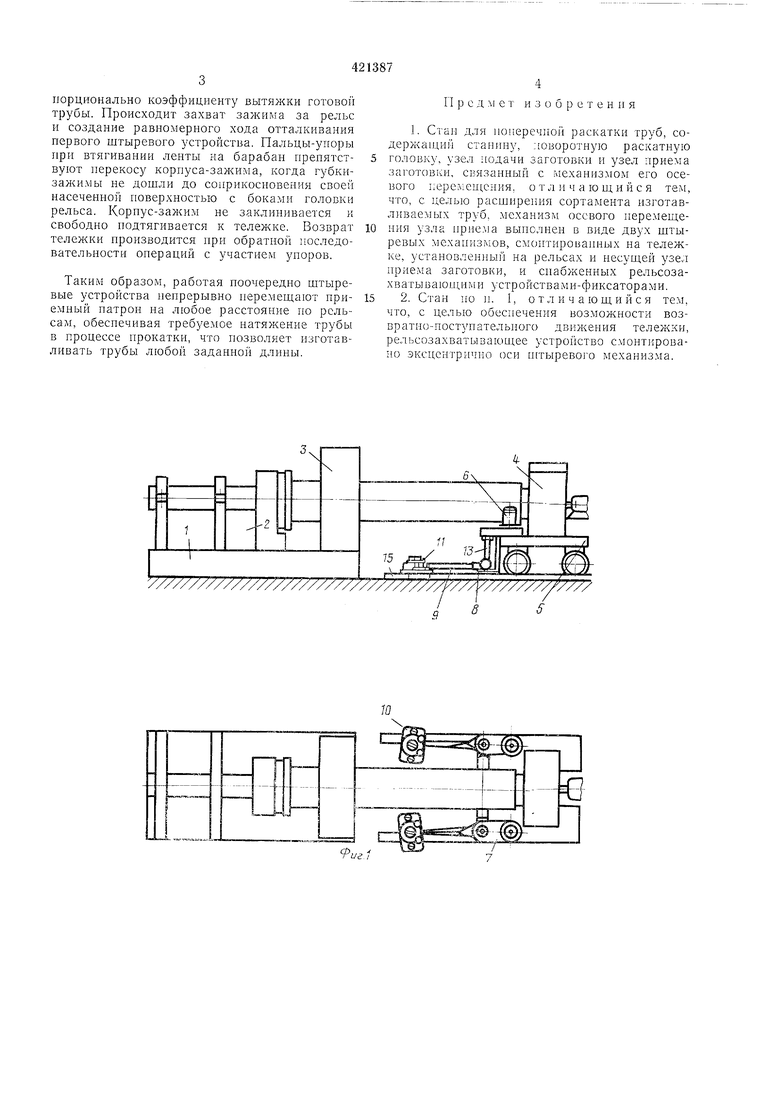
На фиг. 1 схематично показан предлагаемый стан в двух проекциях; на фиг. 2 - механизм перемещения тележки; на фиг. 3 - разрез по А-А на фиг. 2.
Стан содержит станину 1, узел 2 подачи, узел 3 раскатной матрицы, узел 4 приема,
установленный на рельсовой тележке 5, и механизм перемещения тележки, который состоит из электродвигателя б с редуктором 7 и барабана 8 для перемещения штыревой ленты 9, сформированной из двух оболочек одна в другой со смещенным местом нахлестки не ленее, чем на 60° между ними. Свободный конец ленты шарнирно соединен с верхней стороной корпуса-зажима 10 с расположенными на нем пальцами-упорами 11. На нижней стороне корпуса-зажима 10 шарнирно укреплены губкн-зажпмы 12. Редуктор 7 соединен с приводом 13 валом 14. Тележка 5 установлена на рельсы 15. Механизм перемещения тележки ioжeт быть скомпонован перед тележкой или за ней с соответственным расположением каретки зажима, а также может располагаться по оси стана один над другим.
В начале раскатки узел 4 приема зажимает выходящую из лейнера готовую трубу и вращается от электродвигателя 6 со скоростью, близкой к синхронной скорости вращения готовой трубы. Одновременно включается механизм перемепл,епия тележки. Штыревая лепта 9 разматывается (или сматывается) в незамкпутый пружинный трубчатый профиль птырь и упирается в корпус-зажим. Последний поворачивается и с помощью губок-зажимов 12 заклинивается на рельсе 15, а тележка 5 с приемиым патроном перемещается пропорционально коэффициенту вытял :ки готовой трубы. Происходит захват зажима за рельс и создание равномерного хода отталкивания первого штыревого устройства. Пальцы-упоры при втягивании ленты на барабан иренятствуют нерекосу корпуса-зажима, когда губкизажимы не дошли до соприкосновения своей насеченной поверхностью с боками головки рельса. Корпус-зажим не заклинивается и свободно подтягивается к тележке. Возврат тележки производится при обратной последовательности онераций с участием упоров.
Таким образом, работая поочередно штыревые устройства непрерывно перемешают приемный патрон на любое расстояние по рельсам, обеспечивая требуемое натяжение трубы в процессе прокатки, что позволяет изготавливать трубы любой заданной длины.
П р е д м е т изобретения
1. Стан для поперечной раскатки труб, содержандий стапппу, ловоротную раскатную
головку, узел подачи заготовки и узел приема заготовки, связанный с механизмом его осевого перемещения, отличающийся тем, что, с целью расширения сортамента изготавливае 1ых труб, механизм осевого перемеш.ения узла npne:,ia выполнен в виде двух штыревых механизмов, см(;цтирова1П1Ых на тележке, установленный на рельсах и несушей узе,:: приема заготовки, и снабженных рельсозахватываюигими устройствами-фиксаторами.
2. Стан по п, I, от л и ч а ю ш. и и с я тем, что, с целью обеспечения возможности возвратио-поступательного движения тележки, рельсозахватываюшее ycTpoiicTBO смонтировано эксцентрично оси п(тыревого механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| Стан для раскатки колец | 1983 |
|
SU1159700A1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
| МЕХАНИЗМ УСТАНОВКИ СТЕРЖНЯ СТАНА ХОЛОДНОЙ | 1967 |
|
SU190309A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2227768C2 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Патрон заготовки стана холодной прокатки труб | 1983 |
|
SU1091953A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |

A-A
