(54) КРУГЛАЯ ПЛАШКА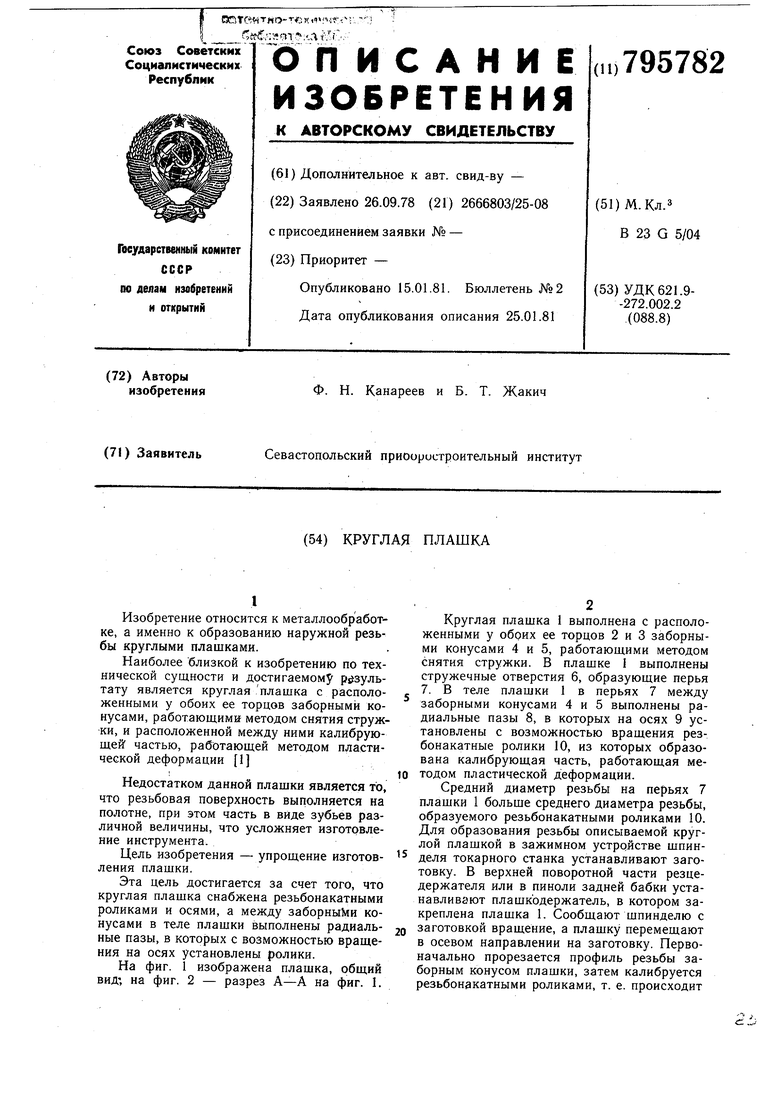
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 2005 |
|
RU2280526C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
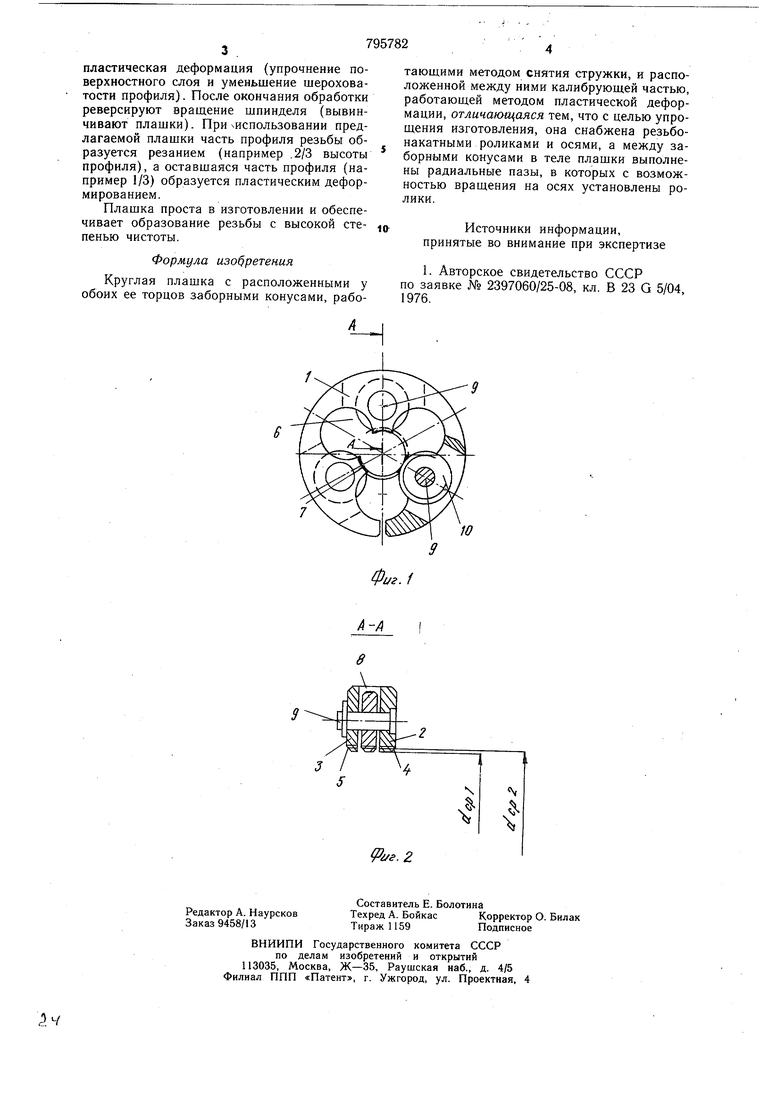
Изобретение относится к металлообработке, а именно к образованию наружной резьбы круглыми плашками. Наиболее близкой к изобретению по технической сущности и достигаемому результату является круглая плашка с расположенными у обоих ее торцов заборными конусами, работающими методом снятия стружки, и расположенной между ними калибрующей частью, работающей методом пластической деформации 1 Недостатком данной плащки является то, что резьбовая поверхность выполняется на полотне, при этом часть в виде зубьев различной величины, что усложняет изготовление инструмента. Цель изобретения - упрощение изготовления плашки. Эта цель достигается за счет того, что круглая плашка снабжена резьбонакатными роликами и осями, а между заборными конусами в теле плашки выполнены радиальные пазы, в которых с возможностью вращения на осях установлены ролики. На фиг. 1 изображена плашка, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Круглая плащка 1 выполнена с расположенными у обоих ее торцов 2 и 3 заборными конусами 4 и 5, работающими методом снятия стружки. В плашке 1 выполнены стружечные отверстия 6, образующие перья 7. В теле плашки 1 в перьях 7 между заборными конусами 4 и 5 выполнены радиальные пазы 8, в которых на осях 9 установлены с возможностью вращения резбонакатные ролики 10, из которых образована калибрующая часть, работающая методом пластической деформации. Средний диаметр резьбы на перьях 7 плашки 1 больще среднего диаметра резьбы, образуемого резьбонакатными роликами 10. Для образования резьбы описываемой круглой плашкой в зажимном устройстве шпинделя токарного станка устанавливают заготовку. В верхней поворотной части резцедержателя или в пиноли задней бабки устанавливают плашкодержатель, в котором закреплена плашка 1. Сообщают шпинделю с заготовкой вращение, а плашку перемещают в осевом направлении на заготовку. Первоначально прорезается профиль резьбы заборным конусом плашки, затем калибруется резьбонакатными роликами, т. е. происходит
пластическая деформация (упрочнение поверхностного слоя и уменьшение шероховатости профиля). После окончания обработки реверсируют вращение шпинделя (вывинчивают плашки). При использовании предлагаемой плашки часть профиля резьбы образуется резанием (например ,2/3 высоты профиля), а оставшаяся часть профиля (например 1/3) образуется пластическим деформированием.
Плашка проста в изготовлении и обеспечивает образование резьбы с высокой степенью чистоты.
Формула изобретения
Круглая плашка с расположенными у обоих ее торцов заборными конусами, работаюшими методом снятия стружки, и расположенной между ними калибруюшей частью, работающей методом пластической деформации, отличающаяся тем, что с целью упрощения изготовления, она снабжена резьбонакатными роликами и осями, а между заборными конусами в теле плашки выполнены радиальные пазы, в которых с возможностью вращения на осях установлены ролики.
Источники информации, принятые во внимание при экспертизе
W
Фцг.1
