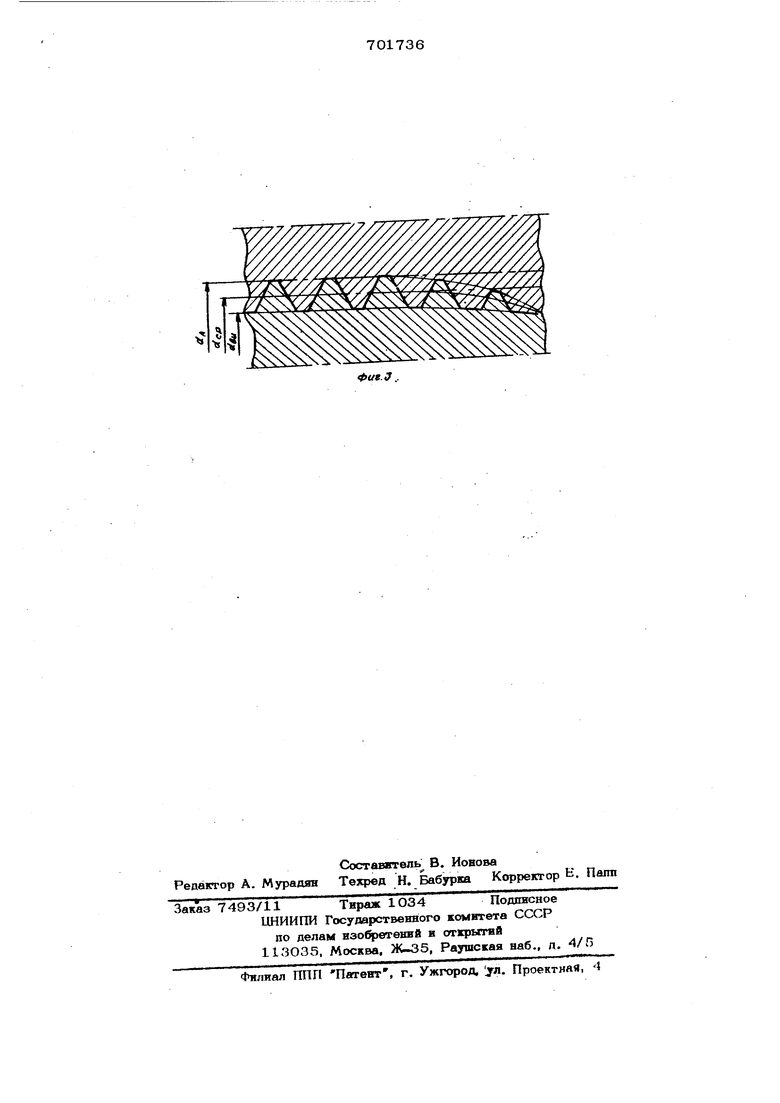
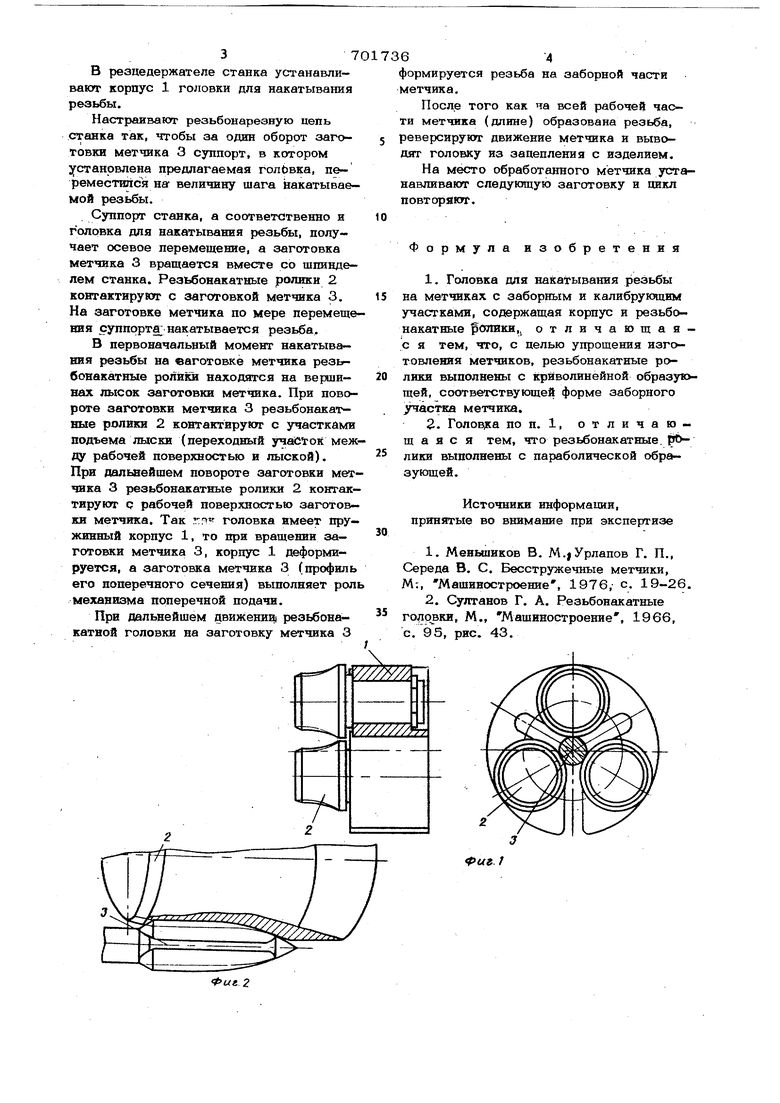
Изобретение относится к обработке металлов давлением и может быть нспол зовано при изготовлении метчиков. Известен способ изготовления метчиков путем нарезания резьбы на заготовке на резьбошпифовальном станке ij, Однако при нарезании резьбы по этому способу не удается получить резьбу с требуемыми параметрами. Наиболее близкой по технической сущности к достигаемому результату к предложенному изобретению является реаьбонакатная плащка, содержащая корпус и резьбонакатные ролики 2j. Однако с помощью известной плашки невозможно получить резьбу на метчиках имеющих сложную форму заборного участ ка. Целью нзрбретения является упрощени изготовпення метчиков. Поставленная пель достигается за счет того, что резьбонакатньте ролики выполнены с криволинейной образующей, соответствующей форме заборного участ ка метчика. Согласно одному из вариантов исполнения инструмента, резьбонакатные ролики выполнены с параболической образующей. Изобретение поясняется , где на фиг. 1 показана головка в двух проекциях; на фиг. 2 - резьбонакатной ролик и метчик в конце процесса накатки; на фиг. 3 - профиль резьбонакатного ролика и метчика ь продольном сечении. Головка содержит корпус 1. В нем радиально установлены резьбонакатные ролики 2, образующая которых имеет различную кривизну и определяется формой, заборной части метчика 3, на котором накатывается резьба. Головка работает следующим образом. В патроне станка, например, токарно-винторезного устанавливают предварительно затылованную заготовку метчика 3, форма поперечного сечения которой соответствует форме готового , метчика. В резцедержателе станка устанавливают корпус 1 головки для накатывания резьбы. Настраивают резьбонарезную цепь станка так, чтобы за один оборот заготовки метчика 3 суппорт, в котором установлена предлагаемая голбвка, пе- |эемести11С а на величину шага накатываемой резьбы. Суппорт станка, а соответственно и головка для накатывания резьбы, получает осевое перемещение, а заготовка метчика 3 вращается вместе со шпинделем станка. Резьбонакатные ролики 2 контактирукзт с заготовкой метчика 3. На заготовке метчика по мере перемеще ния суппорта; накатывается резьба. В пе рвоначальный момент накатывания резьбы на ваготовке метчика резьбонакатные ролики находятся на вершинах лысок заготовки метчика. При повороте заготовки метчика 3 резьбонакат- ные ролики 2 контактируют с участками подъема лыски (переходный участок меж ду рабочей поверхностью и лыской). При дальнейшем повороте заготовки мет чика 3 резьбонакатные ролики 2 контактируют с рабочей поверхностью заготов ки метчика. Так головка имеет пружинный корпус 1, то при вращении заготовки метчика 3, корпус 1 деформируется, а заготовка метчика 3 (профиль его поперечного сечения) выполняет рол механизма поперечной подачи. При дальнейшем движении резьбонакатной головки на заготовку метчика 3 ормируется резьба на заборной части етчика. После того как ча всей рабочей часи метчика (длине) образована резьба, еверсируют движение метчика и выводят головку из зацепления с изделием. На место обработанного метчика устанавливают следующую заготовку и цикл повторяют. Формула изобретения 1.Головка для накатывания резьбы на метчиках с заборным и калибрующим участками, содержащая корпус и резьбонакатные ролики,, отличающаяс я тем, что, с целью упрощения изготовления метчиков, резьбонакатные ролики выполнены с криволинейной образующей, соответствующей форме заборного участка метчика. 2.Головда по п. 1, отличающаяся тем, что резьбонакатные. рЬлики выполнены с параболической образующей. Источники информации, принятые во внимание при экспертизе 1.Меньшиков В. М.|Урлапов Г. П., Середа В. С. Бесстружечные метчики, М:, Машиностроение, 1976, с. 19-26. 2.Султанов Г. А. Резьбонакатные годрвки, М., Машиностроение, 1966, с. 95, рис. 43.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Головка для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU801947A2 |
| Головка для накатывания резьбыНА МНОгОгРАННыХ МЕТчиКАХ | 1979 |
|
SU795674A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |