(54) УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Цель изобретения - расширение номенклатуры привариваемых труб и экономия сварочных материалов.
Для достижения указанной цели во втулке для размещения электрода выполнены дополнительные отверстия на различных расстояниях от продольной оси устройства с различными углами наклона относительно этой оси, а в ответной втулке выполнен эксцентрично этой оси торовый рабочий поясок, при этом,по крайней мере, в одной из втулок ответно отверстиям выполнен поперечный паз для вывода нерабочего конца электрода. Кроме того, с целью повышения надежности крепления электрода, втулки выполнены из материалов с различными коэффициентами линейного расширения.
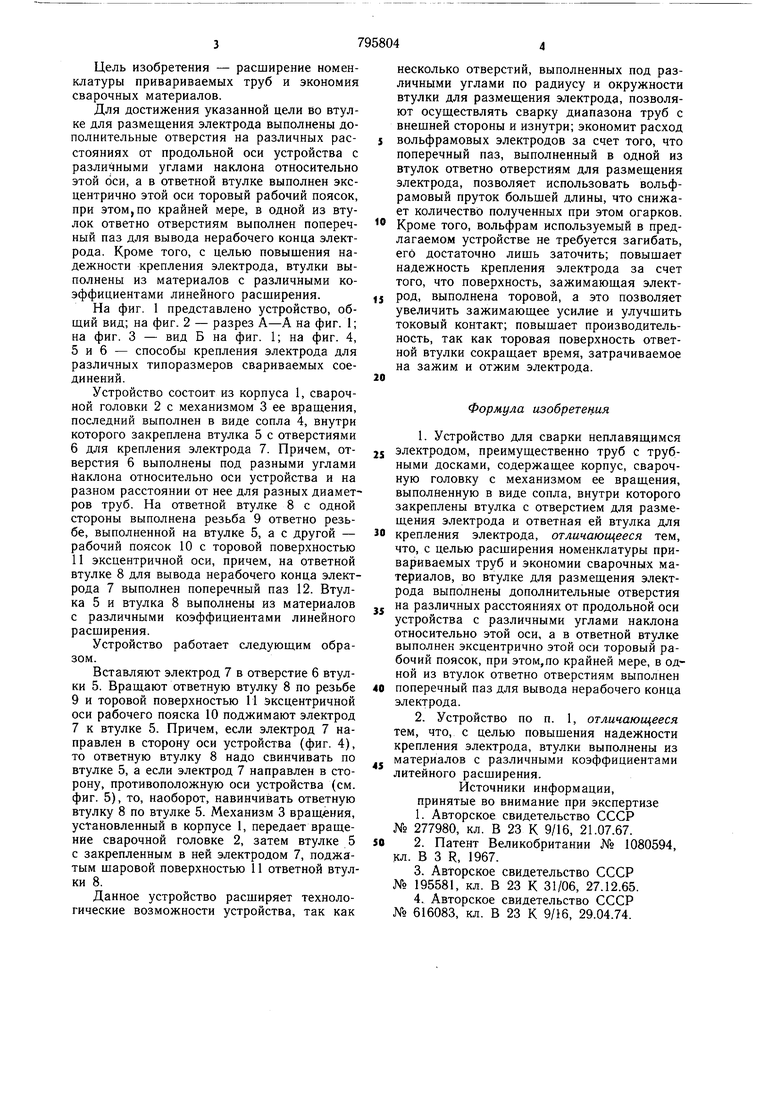
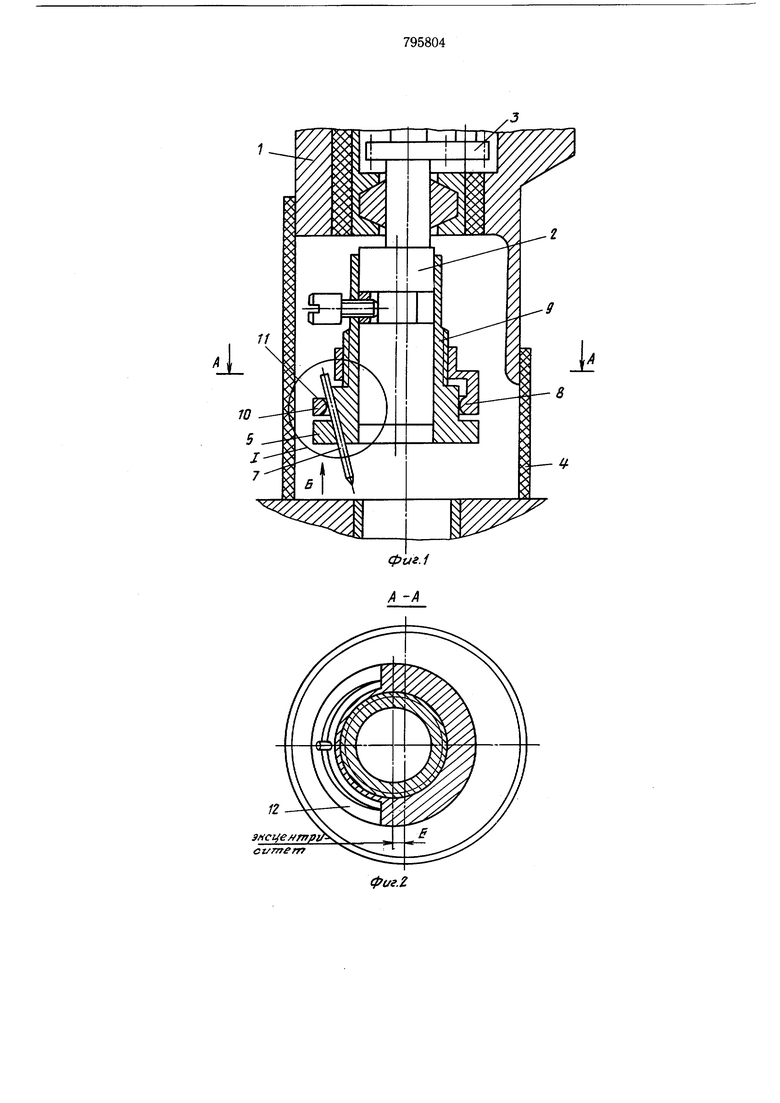
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4,
5и 6 - способы крепления электрода для различных типоразмеров свариваемых соединений.
Устройство состоит из корпуса 1, сварочной головки 2 с механизмом 3 ее вращения, последний выполнен в виде сопла 4, внутри которого закреплена втулка 5 с отверстиями
6для крепления электрода 7. Причем, отверстия 6 выполнены под разными углами Наклона относительно оси устройства и на разном расстоянии от нее для разных диаметров труб. На ответной втулке 8 с одной стороны выполнена резьба 9 ответно резьбе, выполненной на втулке 5, а с другой - рабочий поясок 10 с торовой поверхностью
11 эксцентричной оси, причем, на ответной втулке 8 для вывода нерабочего конца электрода 7 выполнен поперечный паз 12. Втулка 5 и втулка 8 выполнены из материалов с различными коэффициентами линейного расширения.
Устройство работает следующим образом.
Вставляют электрод 7 в отверстие 6 втулки 5. Вращают ответную втулку 8 по резьбе 9 и торовой поверхностью 11 эксцентричной оси рабочего пояска 10 поджимают электрод
7к втулке 5. Причем, если электрод 7 направлен в сторону оси устройства (фиг. 4), то ответную втулку 8 надо свинчивать по втулке 5, а если электрод 7 направлен в сторону, противоположную оси устройства (см. фиг. 5), то, наоборот, навинчивать ответную втулку 8 по втулке 5. Механизм 3 вращения, установленный в корпусе 1, передает вращение сварочной головке 2, затем втулке 5 с закрепленным в ней электродом 7, поджатым шаровой поверхностью 11 ответной втулки 8.
Данное устройство расширяет технологические возможности устройства, так как
несколько отверстий, выполненных под различными углами по радиусу и окружности втулки для размещения электрода, позволяют осуществлять сварку диапазона труб с внещней стороны и изнутри; экономит расход
вольфрамовых электродов за счет того, что поперечный паз, выполненный в одной из втулок ответно отверстиям для размещения электрода, позволяет использовать вольфрамовый пруток большей длины, что снижает количество полученных при этом огарков.
Кроме того, вольфрам используемый в предлагаемом устройстве не требуется загибать, его достаточно лищь заточить; повышает надежность крепления электрода за счет того, что поверхность, зажимающая электрод, выполнена торовой, а это позволяет увеличить зажимающее усилие и улучшить токовый контакт; повышает производительность, так как торовая поверхность ответной втулки сокращает время, затрачиваемое на зажим и отжим электрода.
Формула изобретения
1.Устройство для сварки неплавящимся 5 электродом, преимущественно труб с трубными досками, содержащее корпус, сварочную головку с механизмом ее вращения, выполненную в виде сопла, внутри которого закреплены втулка с отверстием для размещения электрода и ответная ей втулка для
O крепления электрода, отличающееся тем, что, с целью расщирения номенклатуры привариваемых труб и экономии сварочных материалов, во втулке для размещения электрода выполнены дополнительные отверстия
J на различных расстояниях от продольной оси устройства с различными углами наклона относительно этой оси, а в ответной втулке выполнен эксцентрично этой оси торовый рабочий поясок, при этом,по крайней мере, в одной из втулок ответно отверстиям выполнен
0 поперечный паз для вывода нерабочего конца электрода.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения надежности крепления электрода, втулки выполнены из материалов с различными коэффициентами литейного расширения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 277980, кл. В 23 К 9/16, 21.07.67. O 2. Патент Великобритании № 1080594, кл. В 3 R, 1967.
3.Авторское свидетельство СССР № 195581, кл. В 23 К 31/06, 27.12.65.
4.Авторское свидетельство СССР № 616083, кл. В 23 К 9/16, 29.04.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
SU1831821A3 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Устройство для сварки | 1986 |
|
SU1398260A1 |
| Устройство для подачи стержневых элементов в сварочную головку | 1977 |
|
SU1052353A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2104438C1 |
| Устройство для сварки неплавящимся электродом | 1982 |
|
SU1061955A1 |
Ct/n7fn7
(риг.5
фие.4
фиг.6
