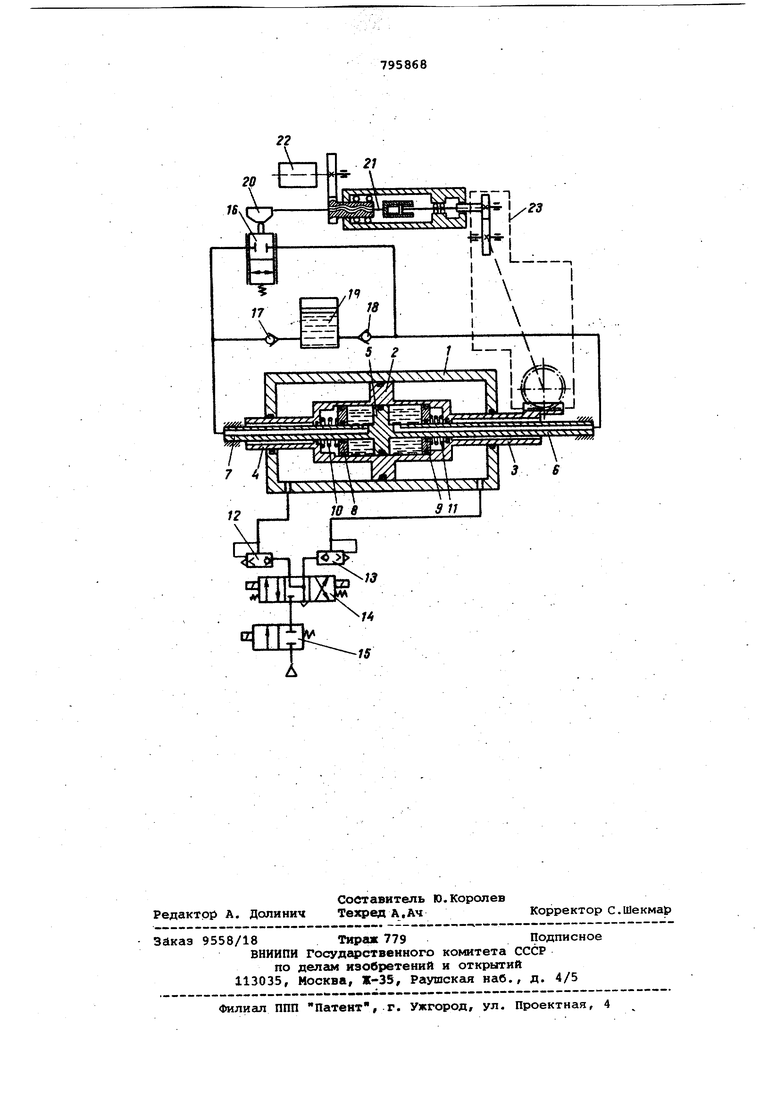
(54) СЛЕДЯЙЩЙ ПРИВОД ПОДАЧИ штоками 6 и 7, по которым телескопически перемещается пневмопордемь 2 с пневмоштоками 3 и 4. Гидрополость поршня 2 содержит также ггпаваквдие поршни 8 и 9, подпружиненные пружинами 10 и 11. Пневмополости цилиндра 1 через клапаны быстрого выхлопа 12 и 13 сообщены с выходами трехпоэиционного пневмораспределителя 14 с двухсторонним электроуправ.лением, вход которого через отсечной пневмоклапан 15 сообщается с пневматическим источником давления. Гидравлические полости поршня 2 через полые гидроштоки б, и 7 сообщены со следящим гидрозолотником 16 и па-раллельно через обратные гидроклапаны 17 и 18 с бачком 19 для компенсации утечек. Следящий гидрозолотник 16 управляется кулачком 20, который пере мещается от пары 21 винт-гайка, приводимой от электродвигателя 22 (например, шагового). Выходной шток цили дра 1 через передачу 23 связан с винтовой парой 21, обеспечивая обратную связь по положению исполнительного ме ханизма. Привод работает следующим образом. По сигналам системы ЧПУ двигатель 22 через пару 21 перемещает кулачок 20 на определенную координату. В результате этого золотник 16 открывается, сообщая между собой гидрополости цилиндра 1 (в исходном положении золотника они заперты). Одновременно включается отсечной пневмоклапан 15, а пневмораспределитель 14 переключает ся в положение, соответствующее необходимого направлению перемещенияшток цилиндра 1. В результате начинается перемещение пневмопоршня 2 с пневмоштоками 3 и 4 в заданном направлении При этом масло перетекает из одной гидрополости цилиндра в другую через следящий гидрозслотник 16. Таким образом, обеспечивается регулировка скорости перемещения исполнительного механизма за счет величины открытия щели золотника. Отработка необходимой координаты перемещения исполнительного механизма осуществляется за счет обратной связи по положений между (.штоком цилиндра 1 и кулачком 20, При пе емещенид штока цилиндра 1 через передачу 22 и пару 21 ви,нт-гайка осущвЬтвляется возврат кулачка в исходно пачбжение, и, следовательно, гидрозояотник 16 становится в исходное пол жение, запирая гидравлические полости цилиндра 1, т.е. заканчивается отработка команды 3адатчика-двигателя 23 Таким образом, направление переме:цения испол ительного механизма задается направлением вращения задатчикадвигателя (и соответствующим направлением переключения распределителя {14), величина перемещения определяет|ся величиной угла поворота вала двига теля 22, а скорость перемещения скоростью вращения двигателя 22. По окончании перемещения исполнительного механизма распределитель 14 должен быть переключен в исходное положение, сообщив Пневмополости цилиндра 1 с атмосферой (чтобы устранить ползучие перемещения от утечек в золэтнике 16). Для этого можно, например, использовать сигнал от конечного выключателя, регистрирующего нейтральное положение кулачка 20 или исходное положение золотника 16. Клапаны быстрого выхлопа 12 и 13 обеспечивают Йыстрое стравливание воздуха из пневмоолостей цилиндра 1. Плавающие подпружиненные поршни 8« и 9 предназначены для исключения подсоса жидкости в сливные гидрополости цилиндра 1 при разгоне привода. Подпитка гидравлического контура и компенсация утечек осуществляется от. бачка 19 через обратные клапаны 17 и 18. Таким образом, предлагаемая система позволяет обеспечивать перемещение исполнительного механизма в заданную коордилату и с заданной скоростью по сигналам системы ЧПУ. Отсутствие гидростанции обуславливает сравнительно низкую конструктивную сложность и стоимость,, а также улучшение точностных характеристик привода ввиду исключения возмущающих явлений работы электродвигателя и гидронасоса. Точностные характеристики улучшаются также в результате того, что обратная связь по положению выполнена от выходного звена исполнительного механизма привода. Формула изобретения 1.Следящий привод подачи, содержащий задатчик в виде электродвигателя, связанного через винтовую передачу с кулачкбм, управляющим перемещением следящего золотника, связывающего исполнительный механизм с источником давления, отличающийся тем, что, с целью упрощения конструкии и повышения точности подачи, исполнительный меха-. низм вьтолнен в виде пневмогидравлического цилиндраГ введена обратная связь по положению выходного звена привода, при этом Пневмополости через пневмоаппаратуру сообщешл с пневматическим источником давления, а гидррполости - со следящим золотником. 2.ПриводПО П.1, о,т л и ч а ю -. щ и и с я тем, что обратная связь выполнена в виде механической передачи между выходным звеном пневмогидравлического цилиндра и следящим золотником. Источники информации, принятые во внимание при экспертизе 1, Лёщенко В.А. Следящий гидрав- этический привод металлорежущих стан-. )ков, М., Машиностроение, 1975.
X
Щ,,
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмогидравлический следящий привод | 1980 |
|
SU876376A2 |
| Система синхронизации скорости поршней силовых цилиндров | 1979 |
|
SU770741A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Установка для деформирования трубчатых заготовок | 1982 |
|
SU1065061A1 |
| Пневмогидравлический привод металлорежущих станков | 1978 |
|
SU779001A1 |
| Реверсивный позиционный пневмогидравлический привод | 1976 |
|
SU577749A2 |
| Металлорежущий станок | 1978 |
|
SU742045A1 |
| Пневмогидравлический позицион-Ный пРиВОд | 1979 |
|
SU795870A1 |
| Пневмоэлектрогидравлический следящий позиционный привод подачи инструмента | 1974 |
|
SU488450A1 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ СТАНЦИЯ | 1993 |
|
RU2086811C1 |