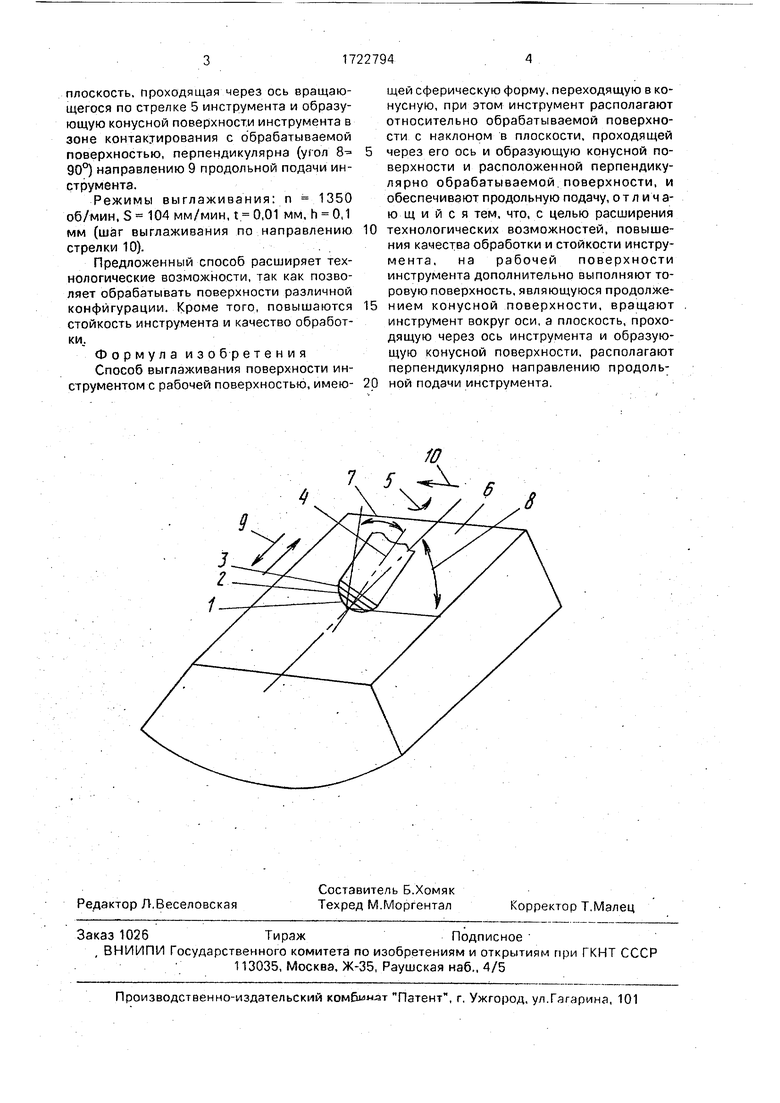
плоскость, проходящая через ось вращающегося по стрелке 5 инструмента и образующую конусной поверхности инструмента в зоне контактирования с обрабатываемой поверхностью, перпендикулярна (угол 8- 90°) направлению 9 продольной подачи инструмента.
Режимы выглаживания: п 1350 об/мин, S 104 мм/мин, t 0,01 MM, h 0,1 мм (шаг выглаживания по направлению стрелки 10).
Предложенный способ расширяет технологические возможности, так как позволяет обрабатывать поверхности различной конфигурации. Кроме того, повышаются стойкость инструмента и качество обработки..
Формула изо б р е т е н и я
Способ выглаживания поверхности инструментом с рабочей поверхностью, имеющей сферическую форму, переходящую в конусную, при этом инструмент располагают относительно обрабатываемой поверхности с наклоном в плоскости, проходящей
через его ось и образующую конусной поверхности и расположенной перпендикулярно обрабатываемой.поверхности, и обеспечивают продольную подачу, отличающийся тем, что, с целью расширения
технологических возможностей, повышения качества обработки и стойкости инстру- мента, на рабочей поверхности инструмента дополнительно выполняют то- ровую поверхность, являющуюся продолже
нием конусной поверхности, вращают инструмент вокруг оси, а плоскость, проходящую через ось инструмента и образующую конусной поверхности, располагают перпендикулярно направлению продольной подачи инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выглаживания плоских поверхностей деталей | 1989 |
|
SU1722798A1 |
| Способ алмазного выглаживания | 1978 |
|
SU795908A2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| Способ выглаживания деталей | 1990 |
|
SU1752529A1 |
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2019 |
|
RU2703072C1 |
| Способ выглаживания рабочих поверхностей зубьев зубчатых колес | 1978 |
|
SU942853A1 |
| Способ обработки составного прессового инструмента | 1988 |
|
SU1507501A1 |
Изобретение относится к машиностроению и может быть использовано для у проч . няющей обработки выглаживанием поверхностей деталей различной конфигурации. Изобретение позволяет повысить изИзобретение относится к машиностроению и может быть использовано для упрочняющей обработки выглаживанием плоских поверхностей деталей и инструментов. Цель изобретения - расширение технологических возможностей, повышение каче- СТРЯ обработки и стойкости инструмента. . На чертеже изображен выглаживающий инструмент. Выглаживатель имеет рабочий, элемент, состоящий из сферической торцовой поверхности 1, переходящей в конусную поверхность 2, а затем в торовую поверхность 3. Ось 4 выглаживателя, вращающегося по направлению стрелки 5, располагают относительно обрабатываемой плоскости 6 с наклоном от вертикального положения на угол 7, равный 10°. При этом плоскость, проходящая через ось 4 и образующую конусной поверхности в зоне кон тактирования с обрабатываемой носостойкость инструмента и качество обрабатываемой поверхности за счет выглаживания инструментом ступенчатой формы, состоящим из сферической торцовой поверхности, переходящей в конусную поверхность, а затем в торовую поверхность. Выглаживающий инструмент располагают относительно обрабатываемой плоскости с наклоном оси от вертикального положения, при выглаживании инструмент располагают относительно обрабатываемой поверхности так, что плоскость, проходящая через ось инструмента и образующую конусной поверхности инструмента в зоне контактирования с обрабатываемой поверхностью, перпендикулярна обрабатываемой поверхности и направлению перемещения инструмента. 1 ил. поверхностью, перпендикулярна (угол 8 90 ) направлению 9 продольной подачи. Пример. Плоские рабочие поверхности твердосплавных вставок ВК20-КС секторных гаечных сборных матриц, предназначенных для высадки гаек М10 из : стали 10 кп на автомате А1820, упрочняли выглаживанием по жесткой схеме на вертикально-фрезерном станке мод. 676П с закреплением детали в специальном приспособлении выглаживателем из искусственного алмаза АСПК, имеющим ступенчатую форму и состоящим из сферической торцовой поверхности 1 с Ясф 2 мм, переходящей в конусную поверхность 2 с длиной образующей, равной 0,8 мм, а затем в торовую поверхность 3 с радиусом RT 2 мм. Выглаживающий инструмент с осью 4, которая наклонена от вертикального положения на угол 7, равный 10°, располагают относительно обрабатываемой плоскости 6 так, что -г Ё Х| ю hO чэ
| Способ обработки деталей поверхностным пластическим деформированием | 1983 |
|
SU1162575A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
