,54) СПОСОБ ПРАВКИ ПАРЫ ТОРЦОВЫХ АЛМАЗНЫХ КРУГОВ СВОБОДНЫМ АБРАЗИВОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| Устройство для правки кругов | 1976 |
|
SU763075A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| Способ правки шлифовального круга алмазным инструментом | 1988 |
|
SU1593932A1 |
| Абразивный круг | 1983 |
|
SU1085800A1 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
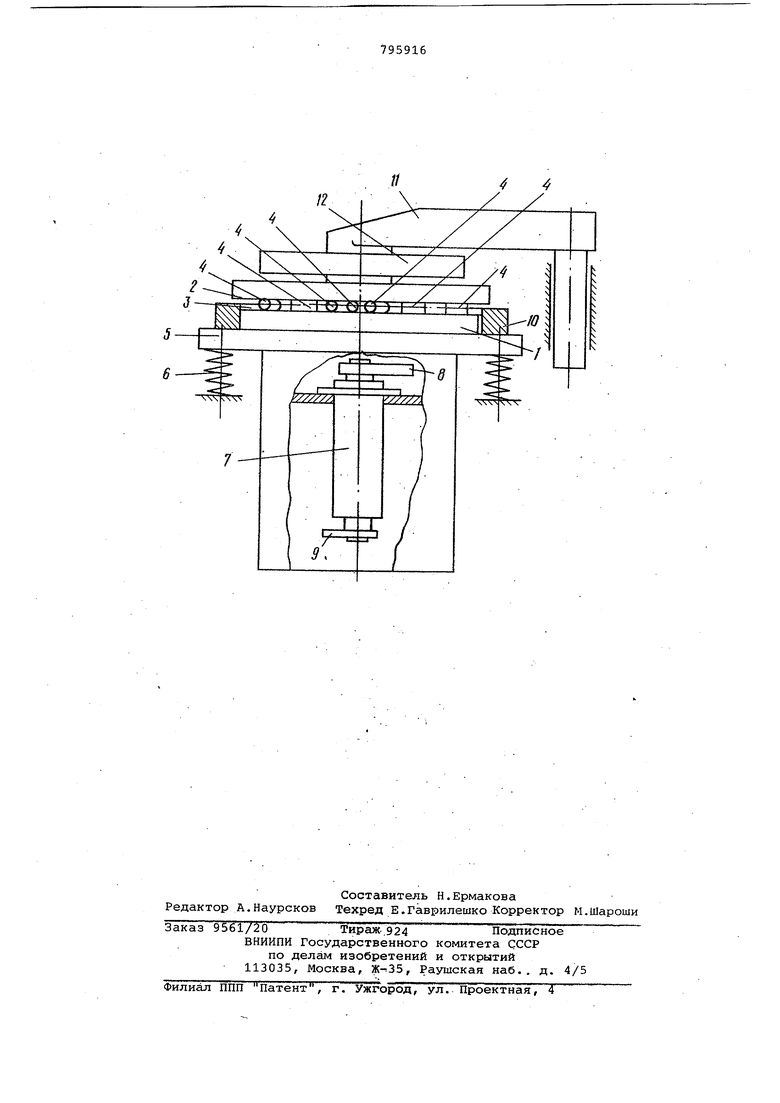
Изобретение относится к машиностро ению и может быть применено при довод ке деталей с плоскими поверхностями. Известен способ правки пары торцовых шлифовальных кругов, согласно которому в зазор между кругами помещают цилиндрические ролики и сообщают им вращательные движения Недостатком этого способа является низкая эффективность правки алмазных кругов вследствие слабого воздействия роликов на алмазные зерна и связку. Известен также способ правки пары торцовь1Х алмазных кругов на металлической связке, согласно которому в зазор между кругами помещают свободную абразивную среду, а кругам сообщают относительно вращение 2/J . Недостатком этого способа является относительно невысокое качество правки вследствие неравномерности про цесса правки в разных зонах. Цель изобретения - повышение производительности и улучшение качества правки. Эта цель достигается тем, что в зазор между кругами свободно помещают металлические или пластмассовые роли ки,, свободный абразив размещают межд поверхностью роликов и торцами круго а перемещение кругов осуществляют по круговой траектории плоско-параллельного поступательного движения. Кроме того, ролики предварительно покрывают слоем свободного абразива, при этом на одну из торцовых поверхностей наносят слой абразива, после чего на него укладывают ролики. На схеме показано устройство для реализации предлагаемого способа правки. Для осуществления правки пары торцовых кругов 1 и 2 в зазор 3 между ними ВВО.ЦЯТ абразивную срезу (условно не показана) и помещают металлические ролики 4 с абразивным покрытием на поверхности . Одному из кругов, например кругу 1, сообщают плоско-параллельное поступательное перемещение по круговой траектории. Для этого может быть использовано показанное на схеме устройство. Устройство содержит нижнюю планшайбу 5., лежащую на мягких амортизаторах б и служащую для крепления одного из пары алмазных кругов 1 на металлической связке. Снизу к планшайбе 5 прикреплен приводимый в действие от электродвигателя (не показан) вибратор 7 с дебалансными грузами 8 и 9, смещенными относительно друг друга н регулируемый угол. Сверху на планшай бе 5 установлено ограничительное кол цо 10. На поворотной регулируемой по вертикали консоли 11 закреплена верх няя планшайба 12, параллельная планшайбе 5 и служащая для крепления вто рого алмазного круга 2, идентичного кругу 1. Правку пары алмазных .кругов с помощью описанного устройства осуществляют следующим образом. Один из кругов 1 закрепляют на планшайбе 5 в габарите кольца 10 рабочей поверхностью вверх. На поверхность круга 1 помещают в горизонталь ном положении и в произвольном поряд ке ролики 4, на поверхность которых предварительно нанесен слой абразива например электрокорунда, на жидкой связке, например на минеральном масле, служащей для лучшего удержания абразива на поверхности роликов. Используют ролики из металла, предпочтительно из латуни, бронзы или пласт массы. Диаметр роликов выбирают в пр делах 2-8 мм. Количество роликов выбирают из расчета заполнения максимальной площади рабочей поверхности кругов. Затем поворотом консоли 11 совмещают верхний круг 2 с кругом 1 и опускают консоль до касания рабочей поверхности круга 2 к роликам 4. Затем включают вибратор 7. Вращение дебалансногб вибратора 7 вызывает раскачивание планшайбы 5 и круга 1, при котором амплитуда колебаний в любой точке оказывается пропорционал ной расстоянию до оси дебалансного вибратора 7, а возникающая сила вызы вает поступательное круговое движение круга 1, при котором все точки на по верхности круга, независимо от их удаленности от геометрического центра описывают окружности одинакового радиуса, т. е. кругу 1 сообщается поступательное круговое движение. Верхняя планшайба 12 и закрепленный на ней круг 2 в это время остаются практически неподвижными. Вследствие этого роликам 4 сообщается вращательное движение Вокруг их осей, причем последние непрерывно изменяют свое пространственное положение. Скорость вращения роликов примерно одинакова на всей площади взаимодействия с кругами 1 и 2, т. е. не зависит от удаленности от геометрического центра круга. Каждый ролик 4, перекатываясь по рабочим поверхностям кругов 1 и 2, вдавливает находящиеся на его поверхности абразивные зерна-в материал кругов. При этом абразивные зерна попадают, в основном, в промежуток между алмазными зернами кругов, т. е. в массив связки. Вследствие малой податливости опорной поверхности роликов происходит разрушение связки, и восстанавливаются режущие свойства обоих кругов. В зависимости от конк зетных усло/вий абразивное покрытие на поверхности роликов можно создавать в процессе правки, а не заблаговременно. В этом случае на нижний круг 1 помещают слой свободного абразива, смачивают его связкой, а поверх этого слоя ролики 4. При включении вибропривода в первоначальный период ролики обволакиваются абразивом и затем начинают осуществлять правку поверхности кругов, как описано выше. Предложенный способ обеспечивает существенное повышение производительности правки: на правку пары кругов диаметром 300 мм данным способом требуется 2-4 мм по сравнению с 20-30 мм при правке известным способом. Благодаря специфичности относительного движдения кругов достигается равномерная правка по всей площади. Предлагаемый способ эффективен при правке алмазных кругов на металлической связке, используемых на вибродоводочных станках. Формула изобретения 1.Способ правки пары торцовых йлмазных кругов свободным абразивом, при котором кругам сообщают относительное перемещение, отличающийся тем, что, с целью повышения производительности и улучшения качества правки, в зазор между кругами свободно помещают ролики, свободный абразив размещают между поверхностью роликов и торцами кругов, а перемещение кругов осуществляют по круговой траектории плоско-параллельного поступательного движения. 2.Способ по п,1, отличающий с я тем, что, с целью осуществления возможности размещения абразива между поверхностью роликов и торцами кругов, ролики предварительно покрывают слоем свободного абразива,, 3.Способ по п, 1, отличающийся тем, что, с целью осуществления возможности размещения абразива между поверхностью роликов н торцами кругов, на одну из торцовых поверхностей круга наносят слой свободного абразива, после чего на него укладывают ролики. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 72705, кл, В 24 В 53/14, 1947, 2.Авторское свидетельство СССР № 475357, кл, В 24 В 53/00, 1075.
Хс--iv--Зч
X
s,
/
