(54) УСТРОЙСТВО ДЛЯ ПРАВКИ КРАТОВ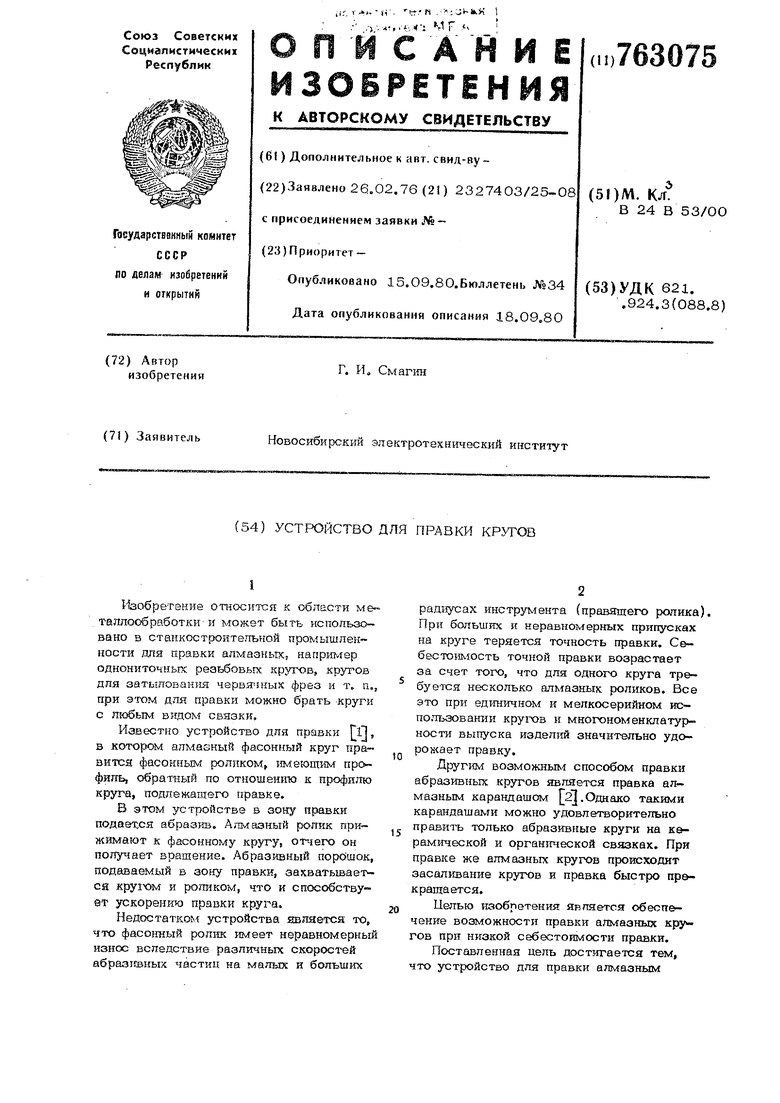

| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛОВИДНАЯ СВЯЗКА ДЛЯ НЕГО | 1996 |
|
RU2135344C1 |
| Способ правки шлифовального круга алмазным инструментом | 1988 |
|
SU1593932A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ правки пары торцевых алмаз-НыХ КРугОВ СВОбОдНыМ АбРАзиВОМ | 1978 |
|
SU795916A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| Способ правки отрезного круга | 1981 |
|
SU986769A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
Изобретение отнсгсится к области металпообработки и может быть использо вано в стаикостроитеяьной промышленности для правки алмазных, наприглер однониточных резьбовых кругов, кругов дпя затылован1ш червяшых фрез и т. п„ при этом для правки можно брать круги с любым видом связки.
Известно устройство для правки l, в котором алмазный фасонный круг iipa вится фасонным роликом, имеюшим профйпь, обратный по отношению к профилю круга, подлежащего правке.
В этом устройстве в зону правки подаэхся абразив. Алмазный ропик прижимают к фасонному кругу, от-чего он попучает Брашение. Абразивный порошок, подаваемый в зону правки, захватывает ся кру1чэм и роликом, что и способству ет ускорению правки круга.
Недостатком устройства ЕВлается то, что фасонный ропик имеет неравномерный износ вследствие различньге скоростей абразтЕвных частиц на малых и бопьш11х
радиусах инструмента (правящего ратика). При больших и неравномерных припусках на круге теряется точность правки. С& бестоимость точной правки возрастает за счет тогхэ, что для одного круга тре буется несколько ачмазнык роликов. Все это при единичном и мелкосерийном ис пользовании кругов и многономенклатур- кости выпуска изделий значительно удорожает правку.
10
Другим возможным способом правки абразивных кругов является правка алмазным карандашом .Однако такими карандашами можно удовлетворительно править только абразивные круги на ке15рамической и органггческой связках. При правке же алмазных кругов происходит засал1тание кругов и правка быстро прекраидается.
Цепью изобретения является обеспечение возможности правки алмазных кру гов при низкой себестоимости правки.
Поставленная цель достигается тем, что устройство для правки алмазным
карандашом снабжено системой подачи абразива в зону правкн, а алмазный карандаш выполнен с заборным конусом и внутренним осевым каналом, соединенным с указанной системой.
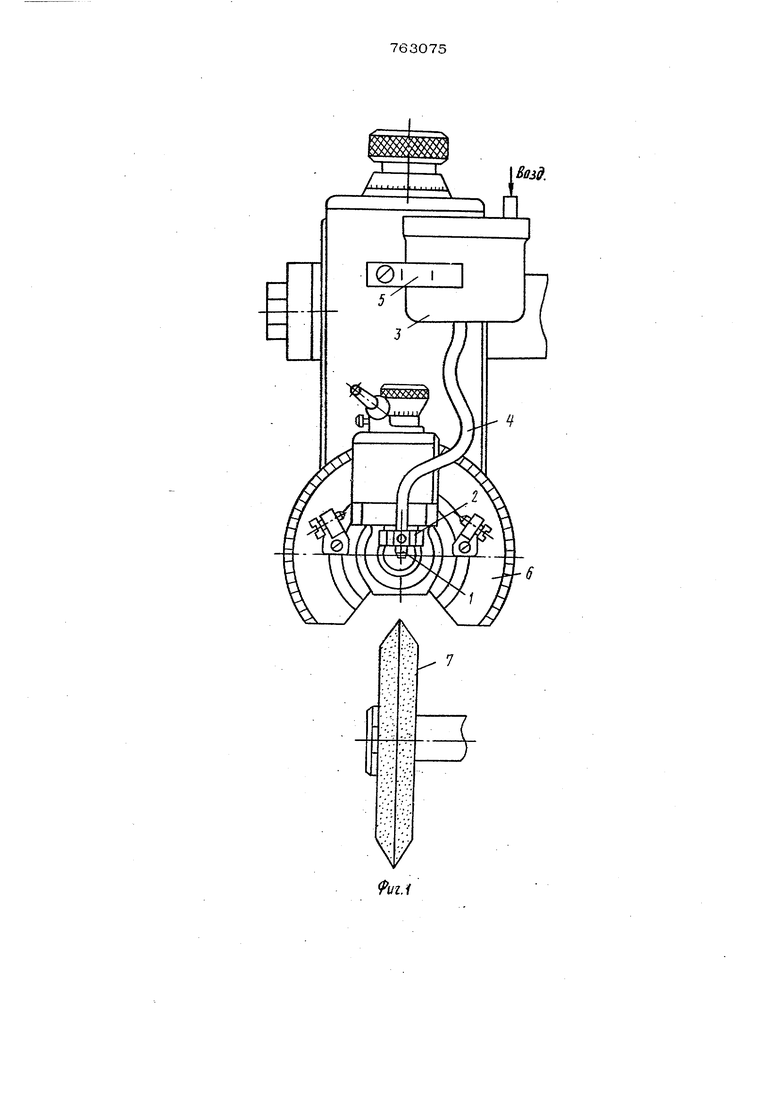
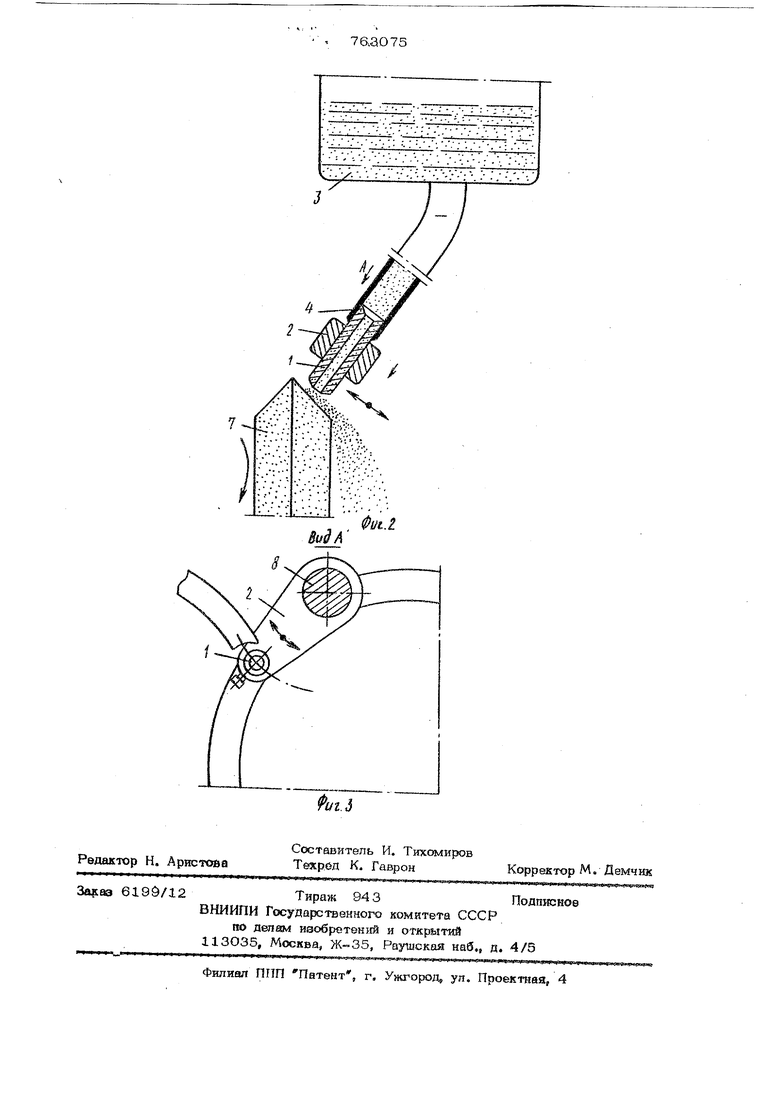
На фиг, 1 показано устройство для правки апмазныт кругов, установленное , на механизм ручной правки шлифовальной фортуны станка 5822М, на фш. 2 схема двюкений алмазного карандаша и абраз1щного порошка в зоне контакта карандаша с кругом на фиг. 3 - вид сбоку поворотного держателя каравдаша.
Карандаш 1 (см. фиг,.) закреплен в поворотном держателе 2 и соединен с емкостью 3 посредством гибкой трубки 4 Емкос1Ъ 3 закреплена прижимом 5, Карандаш с внутренним каналом, соединенным гибкой трубкой с емкостью 3, в которой находится смесь абразивного порош ка с керосином, устанавливается на механизм правки 6, крепящейся на корпусе внутртнлифовальной фортуны станка 5822М. В зоне действия механизма правки 6 находится алл азный к.руг 7. В механизме правки вал 8, на котором крепится держатель алмазно-металлического карандаша 1, имеет возвратно-круговое вращение от рукиоператора.
Работа устройства для правки кругов заключается в следующем,
Ащ1азмо-.металлически карандаш 1 подводится к крзту 7 до непосредственног-о контакта Держатель 2, вращение которому передается от вала 8 на опре деленный угол, перемещает карандаш вдоль образующей круга. Через внутренний канал карандаша подается абразивная смесь, состояигая, па тример, из 6О-70% карбида бора от Mb 6 до № 12 и ЗО-40% индустриального масла (вместо масла может быть применен керосин, глицерин и т п,). Смесь подается либо вручную (емкость из полиэтилена), либо автоматически путем подачи периодических .-им пульсов избыточного давления воздуха в емкость 3. При правке скорость вращения алмазноах круга должна быть снижена до значения, при котором часть абразивного порошка устойчиво удерживается на поверхности круга, т. е« самоочищения не происходит,
По данным проведенных эксперименто предлагаемое стройство обеспечивает съем алмааоностного слоя с кругом в. 25-30 раз выше, а износ алмазно-металлического карандаша только в 3 раза выше, чем при правке алмазно- металлическим карандашом без подачи в зону правки абразивного порошка.
Снижение себестоимости правки апмаэных кругов на матаплической связке алмазно-металлическим карандашом типа Славутич с подачей свободного абраз ва в зону правки (смесь порошка с маспом) определяется указанным выше существенным повышением производительности правки по сравнению с правкой без подачи свободного абразива в зону обработки, увеличением точности правки
за счет уменьшения относительного износа карандаша по отношению к величине съема алмазоносного слоя, малым расходсм абразивного порошка на одну пра&ку (2 г порошковой смеси), малой стоимостью абразивных порошков, а также алмазно-металлических карандашей.
Таким образом, описываемое устройство может быть установлено на любой механизм правки, где используются алмазные карандаши, которьпу1и обычно правят круги на керамической связке. Установка их, например, на существующие механизмы правки серийно выпускаемых резьбошлифовальных станков (5822М) позволяет одним карандашом править круги различной формы (в рассматриваемом случае различного угла профиля резьбы) с различной связкой.
Формула изобретения
Ус-тройство для правки кругов, включающее алмазный карандаш и механизм его перемещения вдоль образующёйкруга, отличающееся тем, что, с целью обеспечения возможности правки алмазных кругов при онижении себеотоимости правки, оно снабжено системой подачи абразива в зону правки, а алмазный карандаш выполнен с заборным к« нусом и внутренним осевым каналом, соодиншным с упомянутой системой..
Источники информации принятые во внимание при экспертизе
.
- и
0х- 1
