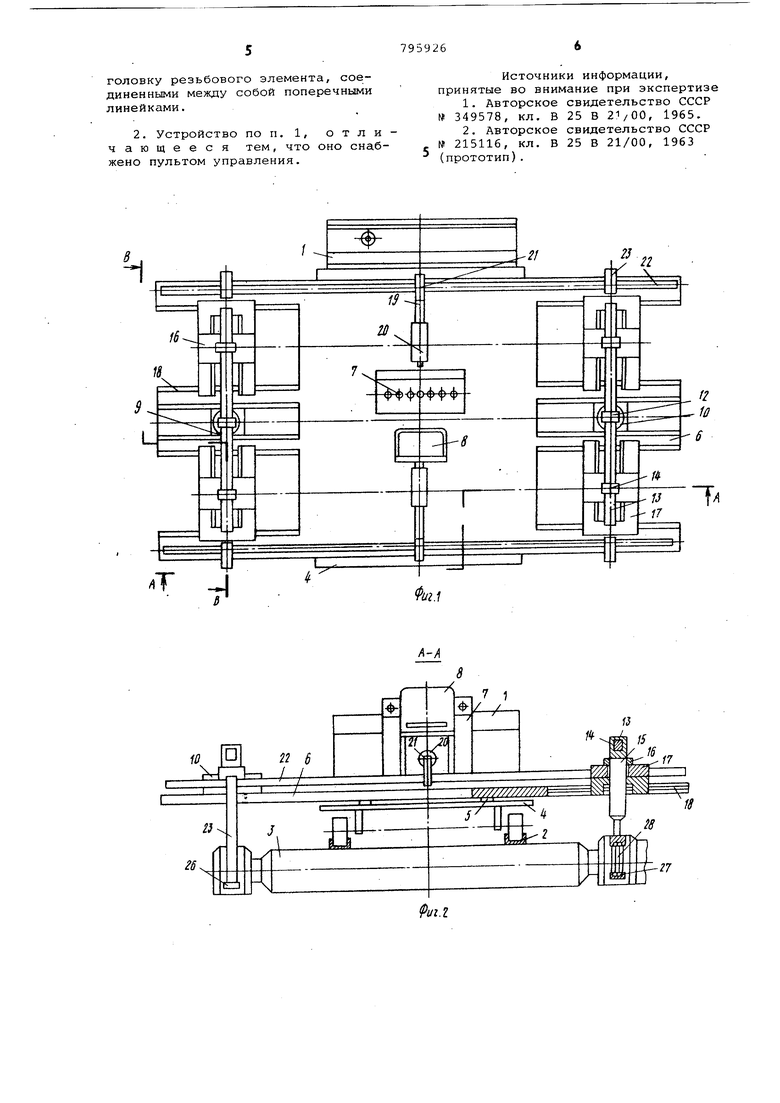
(54) УСТРОЙСТВО ДЛЯ СБОРКИ И РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ ПРОКАТНЫХ СТАНОВ в которых свободно установлены гайковерты, жестко закрепленными на штоках пневмоцилиндра продольными линейками, кинематически связывающими между собой гайковерты, и попе речными линейками, щарнирно связанными с плитой и подпружиненными кронштейнами с зевом под головку резьбового элемента, соединенными между собой поперечными линейками, кроме того, устройство снабжено пул том управления, установленным на плите. На фиг. 1 показано в плане устройство для сборки и разборки резьбовых соединений подшипниковых узло прокатных станов; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез В-В на фиг. 1, Устройство состоит- из электротележки 1 , установленной на швеллерах 2, проложенных по рольгангу 3 и размещенных в кузове 4 полос 5, к которым жестко прикреплена плита 6, содержащая пульт 7 управления, рабочее кресло 8, салазки 9 с пневмоцилиндрами 10. Штоки 11 прй помощи хомутов 12 контактируют с продольными линейками 13 с измерительными делениями. Хомуты 14 жестко св заны с корпусами свободно установленных гайковертов15. Поперечные ползуны 16 установлены в продольных ползунах 17, которых размеиуены в направляющих 18- Штоки 19 пневмоцилиндров 20 кинематически связаны с коромыслом 21, жестко охватывающим поперечные с делениями линейки 22, имеющие на концах держатели 23 с пружинами 24, шайбами 25 и упруго перемещающиеся кронштейны 26 с зевом 27 под головку резьбового эле мента, например болта 28. Устройство работает следующим о разом. Путем перемещения поперечных по зунов 16 в продольных ползунах 17 в направляющих 18 .устанавливают по измерительным делениям на продольной линейке 13 гайковерты 15 на расстоянии, равном базовому между болтами 28 подшипниковых узлов рол ганга 3. В этот момент вместе с пр дольной линейкой 13 перемещаются с лазки 9 с пневмоцилиндрами 10, которые жестко с ней связаны при помощи хомутов 12. На линейке 13 устанавливают при помощи перемещения хомутов 14 гайковерты 15 на рассто нии, равном между болтами 28 подши никового узла. После этого попереч ные и продольные ползуны 1б и 17. с порятся винтами (на фиг.не показан Затем на поперечной линейке 22 устанавливают путем перемеще:)ия по нзй держателей 23 кронштейны 26 на расстоянии, равном осевому размеру между болтами 28 подшипниковых узлов. Нажатием соответствующей кнопки на пульте 7 управления подается сжатый воздух в соответствующие полости пневмоцилиндров 10 и 20. В этот момент шток 11 пневмоцилиндра 10 опускается к плите 6 вместе с линейкой 13- и гайковертами 15, соосно установленными с болтами 28. Сменные головки гайковертов захватывают гайки болтов. Пневмоцилиндр 20, срабатывая, при помощи штока 19 и коромысла 21 поворачивает линейку 22 на угол 90 . В этот момент кронштейн 26 своим зевом 27 захватывает головку болта 28 с усилием, равным сжатию пружины 24. Путем нажатия соответствующей кнопки на пульте 7 управления вклю- чаются гайковерты 15, которые производят разборку или сборку резьбового соединения.После окончания разборки или сборки гайковерты выключаются. Затем включением соответствующего органа управления сжатый воздух подается в противоположные полости цилиндров 10 и 20. Гайковерты 15 и держатели 23 поднимаются в исходное положение. Электротележка 1 переезжает к другому ролику рольганга 3 и цикл повторяется. Благодаря включению в работу четыРех гайковертов одновременно, при обслуживании устройства одним оператором, следовательно, и обеспечению сборки и разборки резьбовых соединений с различными расстояниями между резьбовыми элементами, устройство обладает высокой производительностью. Формула изобретения 1.Устройство для сборки и разборки резьбовых соединений подшипниковых узлов прокатных станов,содержащее электротележку с плитой, установленHbie на плите гайковерты, пневмоцилиндры,; штоки которых связаны с гайковертами, отличающееся тем, что, с целью повышения производительности, оно снабжено эакрепленньйми на плите направляющими размещенными на них с возможностью взаимно-перпендикулярного перемещения продольными и поперечными ползунами, в которых свободно установлены гайковерты, жестко закрепленными на штоках пневмоцилиндра продольными линейками, кинематически связывающими между собой гайковерты, и поперечными линейками, шарнирно связанными с плитой и подпружиненными кронштейнами с зевом под
головку резьбового элемента, соединенными между собой поперечными линейками.
2. Устройство по п. 1, о т л и чающееся тем, что оно снаб- . жено пультом управления.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 349578, кл. В 25 В , 1965.
2.Авторское свидетельство СССР № 215116, кл. В 25 В 21/00, 1963 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ РЕМОНТА ПОГЛОЩАЮЩИХ АППАРАТОВ АВТОСЦЕПОК | 1996 |
|
RU2104185C1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Устройство для сборки резьбовых соединений | 1981 |
|
SU965708A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363868C1 |
| Стенд для сборки и разборки прокатных валков | 1981 |
|
SU1186300A1 |
| Рычажный гайковерт | 1983 |
|
SU1088924A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Устройство для наведения стволовой задвижки под струей | 2021 |
|
RU2770850C1 |
| Станок для разборки и сборки диафрагменного узла | 1988 |
|
SU1537551A1 |

