(54) УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
1
Изобретение относится к машиностроению и может быть использовано для сборки резьбовых соединений.
Известно устройство для сборки резьбовых соединений, содержащее станину, привод, сайковерт с полым шпиьсделем и центрирующий элемент 1.
Недостатками такого устройства являются: непадежная ориентация пружинной шайбы относительно болта и Fie исключена возможность заклинивания ее между резьбой гайки и болта, а также затрудненный съем-изделия.. .
Цель изобретения - повышение надежности сборки.
Указанная цель достигается тем, что в устройстве для сборки резьбовых соединений центрирующий элемент вьфолнен в виде пластины и жестко связан ных с ней двух п тырей, один из которых установлен по оси крепежного отверстия собираемого изделия, а другой установлен с возможностью взаимодействия с гайковертом.
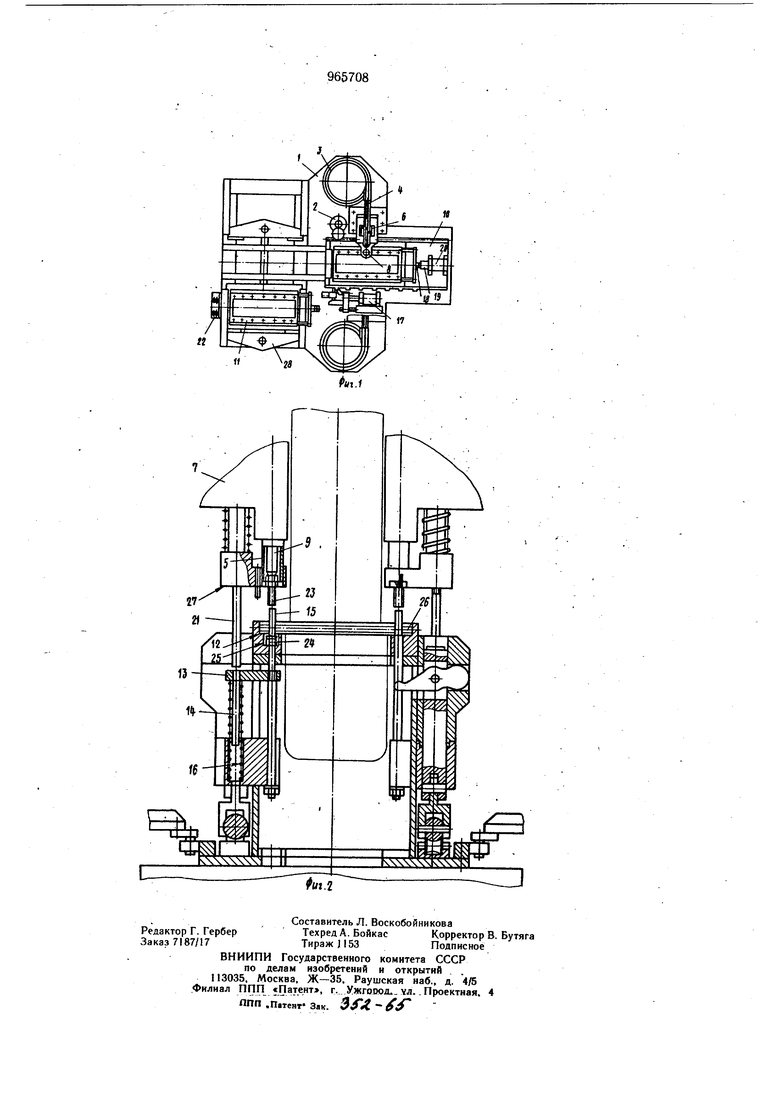
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - центрирующий элемент и пшипдель, разрез.
Устройство для сборки резьбовых соединений содержит станину 1, привод 2, механизмы 3 подачи болтов, связанные лоткаминакопителями 4 с полыми пшипделями 5 и отсекателем 6, гайковерты 7, с-иабженные силовыми цилиндрами 8 со П1токами 9, стол 10 свозможностью продольного перемещения, приспособления 11 с продольными пазами 12, установленные с возможностью поперечно1О перемещения и центрирую1цие элементы в виде пластин 13 и П1тырсй 14 и 15, одни из которых подпружинены пружиной 16 и установлены по оси каждого крепежного отверстия, собираемого отверстия. Стол 10 снабжен механнзмом шаговой нодачи 17. Приспособление 11 содержит тягу 18, входящую при поперечном перемещении в зацепление со щтоком 19 пневмоцилиндра 20, закрепленного на столе И). Шпиндель 5 снабжен регулируемым по высоте упором 21. Управление устройством осуществляется от пульта управления 22.
20
Устройство работает следующим обра зом.
Механизм 3 подачи болтов загружают болтами 23, включают его и болты накапливаются в ориентированном положещ и па
лотках 4. На штыри 15 надеваются гайки 24 и шайбы 25 и заводятся в пазы 12 приспособления 11, затем устанавливается пакет деталей 26 собираемого изделия.
По окончании ручной подсборки, в дальнейшем совмещенной по времени с автоматической сборкой, нажатием кнопки на пульте 22 включается автоматический режим работы. Гайковерт 7 поднимается в верхнее положение и при этом срабатывает отсекатель 6, пуская поштучно выданные болты с лотка-накопителя 4 в полый шпиндель гайковерта 7, где от выпадания он удерживается за головку подпружиненными кулачками (не показаны). Включается привод 2 и перемещает стол 10 с центрирующим эле.меятом и подсобранным пакетом деталей 26 под шпинделя гайковертов 7. В конце хода привод 2 отключается и включается механизм шаговой подачи 17, точно базируя под шпиндель гайковерта первое крепежное отверстие пакета деталей и.удерживая его в этом положении до полной затяжки болта. Включается рабочая подача гайковерта 7, его шпиндель замыкается сверху штОком 9 силового цилиндра 8 и образует с ним ключевую насадку. При дальнейшем опускании гайковерта в момент образования заданного зазора между болтом и штырем 15, штырь 21 нажимает на плечо 27 гайковерта и опускается вниз, сжимая пружину 16. При этом зазор между штырем и болтом по мере его ввинчивания остается постоянным, и шайба со штыря передается на болт, исключая смещение от основной оси. Свинчивание пакета деталей производится одновременно с двух параллельных сторон однотипными гайковертами. При достижении заданного момента затяжки гайковерты отводятся в верхFiee положение и механизм шаговой подачи перемен1ает С7ол на njar устанавливаемого
крепежа с фиксацией его в конце каждого шага. Цикл повторяется до полной сборки изделия, после чего привод возвращает стол в исходное положение. Нажатием кнопки на пульте включается пневмоцилиндр 20, щtoк 19 которого перемещает через тягу 18 и кинематическую цепь элементов собранное изделие.
Нажатием кнопки на пульте включается поперечный привод 28 и смещает центрирующий элемент с собранным изделием на направляющие станины 1, одновременно заводя на стол другое приспособление с уложенным крепежом и пакетом деталей.
Автоматический цик-т сборки повторяется, одновременно на свободное приспособление производится укладка крепежных элементов и деталей собираемого изделия.
Технико-экономический эффект, достигаемый использованием изобретения, выражается в повышении надежности сборки резьбовых соединений.
Формула изобретения
Устройство для сборКн резьбовых соединений, содержащее станину, привод, гайковерт с полым шпинделем и подпружиненный центрирующий элемент, отличающееся тем, что, с целью повышения надежности сборки, центрирующий элемент выполнен в виде пластины и жестко связанных с ней двух штырей, один из которых установлен по оси крепежного отверстия собираемого изделия, а другой установлен с вoзмoжнoctью взаимодействия с гайковертом.
Источники информации, принятые-во внимание при экспертизе I. Авторское свидетельство СССР № 795855, кл. В 23 Р 19/08, 1979.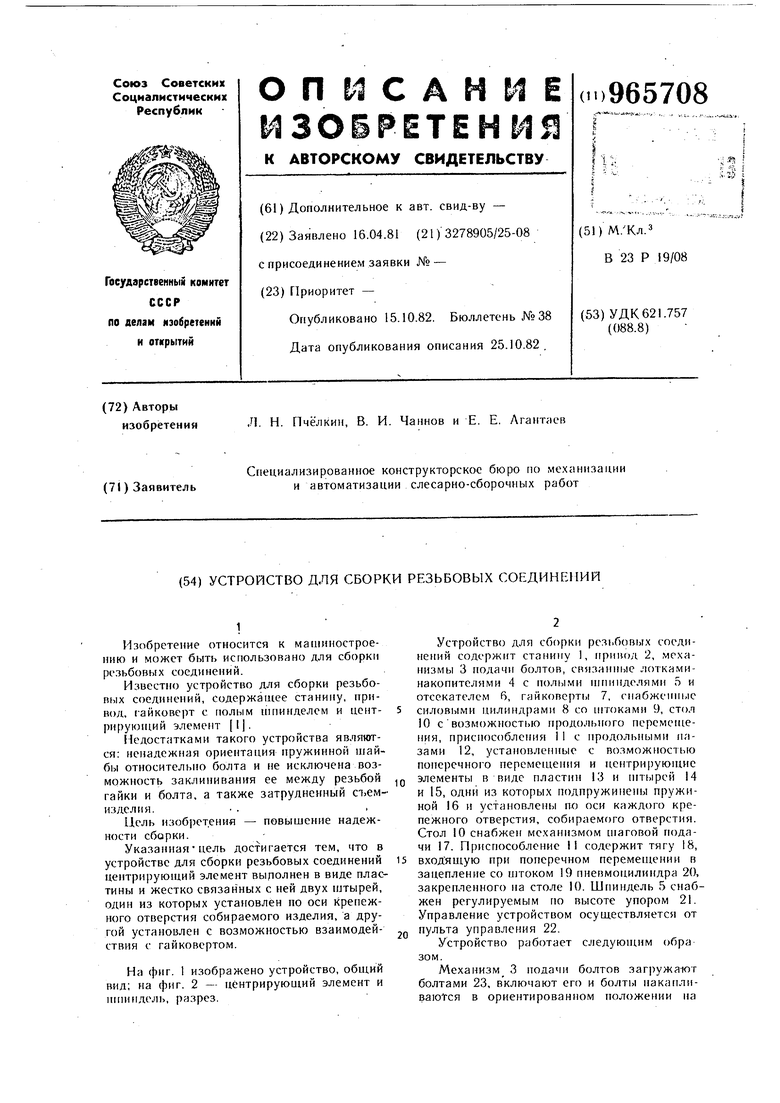
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакета сбАчКАМи ТРАКТОРНОгО РАдиАТОРА | 1979 |
|
SU795855A1 |
| Устройство для сборки | 1984 |
|
SU1324817A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Сборочный станок автоматизированной линии | 1991 |
|
SU1808651A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
| Стенд для сборки | 1975 |
|
SU551155A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Механизм подачи и распределения шпилек к сборочному автомату | 1988 |
|
SU1565629A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |