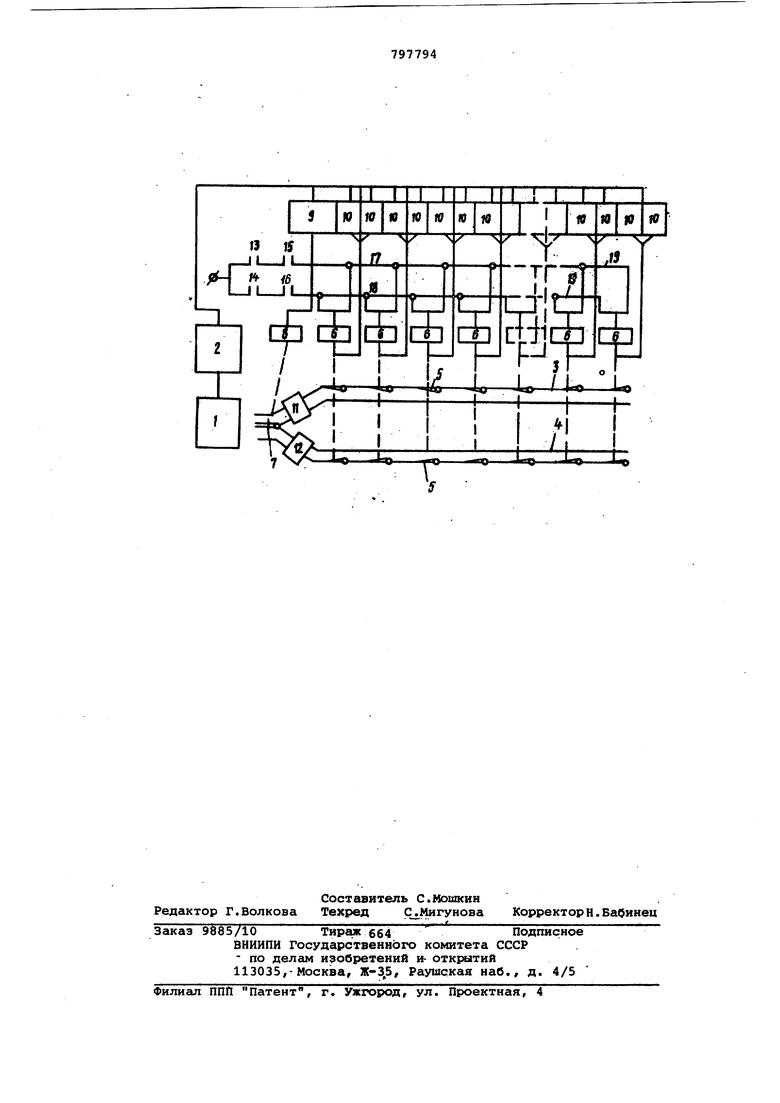
чиками/ установленными в каждом выводном канале транспортера после пе реводного элемента, а привода засло нок соединены между собой параллель ной электрической цепью, в ксивдум ветрь которой последовательно включены контрольные датчики и пороговы элементы четных и нечетных сортировочных групп. На чертеже изображена общая схем описываемого устройства. Устройство содержит измерительную станцию 1 с датчиком 2 для опре деления линейных размеров деталей, транспортер с двумя выводными каналами 3 и 4, сдвоенный многоярусный магазгн с попарно расположенными в каждом ярусе сортировочными ячейками (на черт, не показан), заслонки 5 сортировочных ячеек с соответствующими приводами 6 на каждую пару заслонок, переводной элемент 7 с приводом 8, пороговое устройство 9 четных и нечетных сортировочных групп, пороговые устройства 10 по числу сортировочных групп, контроль ные датчики 11 и 12, контакты 13 и 14контрольных датчиков, контакты 15и 16 порогового устройства 9, ве ви 17 и 18 параллельной электрической цепи 19. Устройство работает следующим образом. При измерении детали на станции Iсигнал датчика 2 поступает яа пороговые устройства 9 и 10. Происходит срабатывание устройства 9 и одного из пороговых устройств 10, в результате чего выдается команда на привод б пары заслонок 5 соответствующего яруса сортировочного мага зина. Но привод б не сработает, так как ветви 17 и 18 отключены нормаль но открытыми контактами датчиков IIи 12 контроля. При срабатывании порогового устройства 9 четных и не четных групп подается команда на пр вод 8 переводного элемента 7 и соответствующими контактами 15 устрой ства 9 подготавливается цепь срабатывания по ветви 17. Деталь, проходя через датчик 11, вызывает его срабатывание. При этом датчик.своим крнтактами 13 включит ветвь 17, после чего сработает привод б. Деталь по Выводному каналу 3 транспорте1ра поступает в свою ячейку магазина. Если пороговое устройство 9 не сработает, т.е. поступает деталь с четным номером группы, то команда на привод 8 переводного элемента не поступает, а контактами 16 порогово го устройства 9 подготавливается цепь срабатывания по ветви 18. Деталь, проходя через датчик 12, вызы вает его срабатывание и контактами 14 датчика 12 включается ветвь 18. Деталь по выводному каналу 4 транспортера поступает в свою ячейку магазина. При нечетном срабатывании эле- мента 7 или его привода 8 устройство сработает следующим образом. При попадании детали нечетной сортировочной группы срабатывает пороговое устройство 9 и соответствующее пороговое .устройство 10, подается команда на привод 8 переводного элемента 7 и контактами 15 подготавливается цепь срабатывания ветви 17 параллельной электрической цепи 19. Но из-за нечетного срабатывания элемента 7 или привода 8 деталь проходит не через датчик контроля 11, а через датчик 12, вызывает его срабатывание и контактами 14 подготавливается цепь срабатывания ветви 18. В этом случае привод б приемной заслонкой не сработает, так как ветви 17 и 18 электрической цепи 19 остаются отключенными контактами 13 датчика 11 и контактами 16 пдрогового устройства 9. Деталь по выводному каналу 4 возвращается на повторную сортировку. При поступлении детали четной сортировочной группы и нечетном срабатывании привода 8 или переводного элемента 7 ветви 17 и 18 остаются также отключенными контактами 14 датчика 12 и контактами 15 порогового устройства 9. Использование предложенного устройства в производственных условиях при автоматической сортировке деталей повышает точность сортировки на 10%. Формула изобретения Устройство для размерной многодиапазонной сортировки деталей, содержащее измерительную станцию с датчиком для определения линейных размеров деталей, сдвоенный транспортер с двумя выводными каналами с переводным элементом четных и нечетных сортировочных групп, многоярусный сортировочный магазин с попарно расположенными в каждом ярусе заслонками с приводами, отличающееся тем, что, с целью повышения надежности сортировки оно снабжено контрольными датчиками, установленными в каждом выводном канале транспортера после переводного элемента, а привода заслонок соединены между собой параллельной электрической цепью, в каждую ветвь которой последовательно включены контрольные датчики и пороговые элементы четных и нечетных сортировоч7 ных групп. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 388798, кл. В 07 С 5/08, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической отбраковки плоских изделий по форме | 1977 |
|
SU745553A1 |
| Сортировочное устройство дляРАзМЕРНОй СОРТиРОВКи | 1978 |
|
SU820909A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Устройство для комплектования деталей подшипников | 1976 |
|
SU590514A1 |
| Сортировочное автоматическое устройство для контроля размеров деталей | 1977 |
|
SU651857A2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| Устройство для автоматической размерной сортировки | 1977 |
|
SU679260A1 |
| Устройство управления транспортером | 1977 |
|
SU707864A1 |