Цель изобретения - повышение производительности фрезерования с плазменным нагревом, оптимизация нагрева поверхности при плазменно-механическом фрезеровании и расширение технологических возможностей способа.
Поставленная цель достигается тем, что при плазменно-механическом фрезеровании труднообрабатываемых материалов, при котором производят предварительный нагрев удаляемого слоя металла сжатой дугой, горящей на лобовой кромке реза. Сжатой дуге придают маятниковые движения с амплитудой, равной ширине фрезерования.
Устройство для осуществления предлагаемого способа плазменно-механического фрезерования содержит фрезу и плазматроп, оно снабжено охлаждаемыми экранами, закрывающими зубья фрезы, и кривошипно-шатунным механизмом, на свободном конце которого закреплен плазматрон, расположенный внутри фрезы, причем ось качания плазматрона совпадает с осью фрезы, а ось плазматрона направлена по нормали к поверхности, образованной режуш,ими кромками.
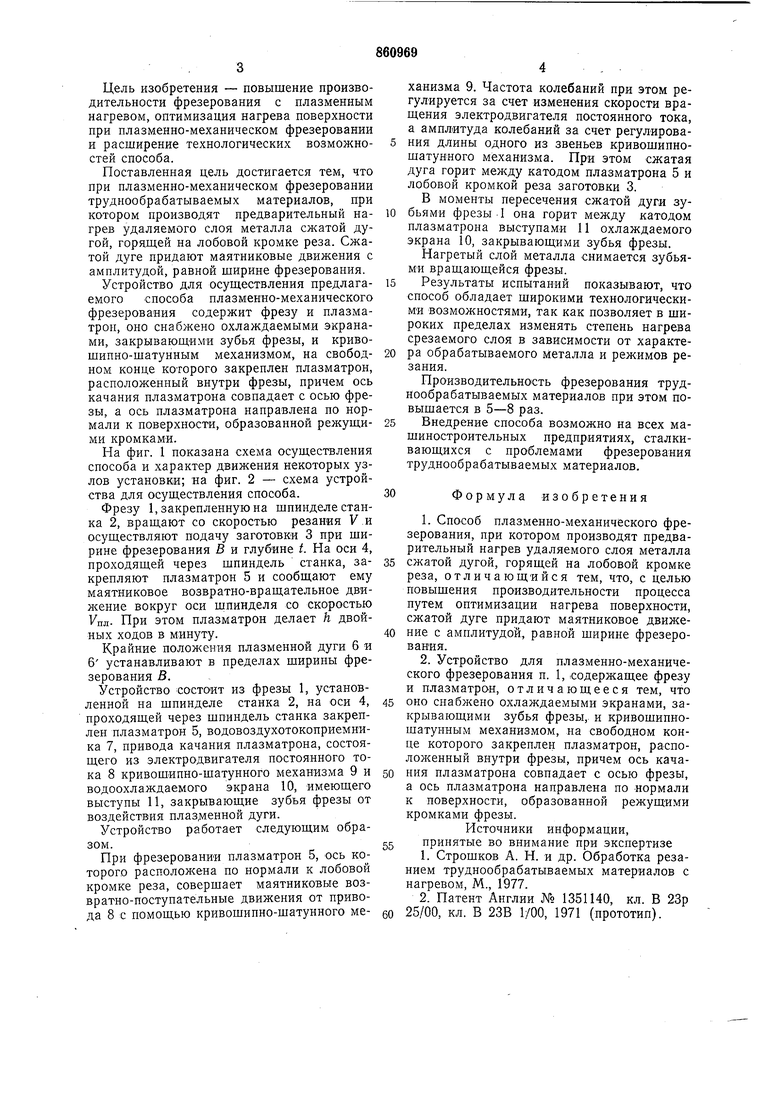
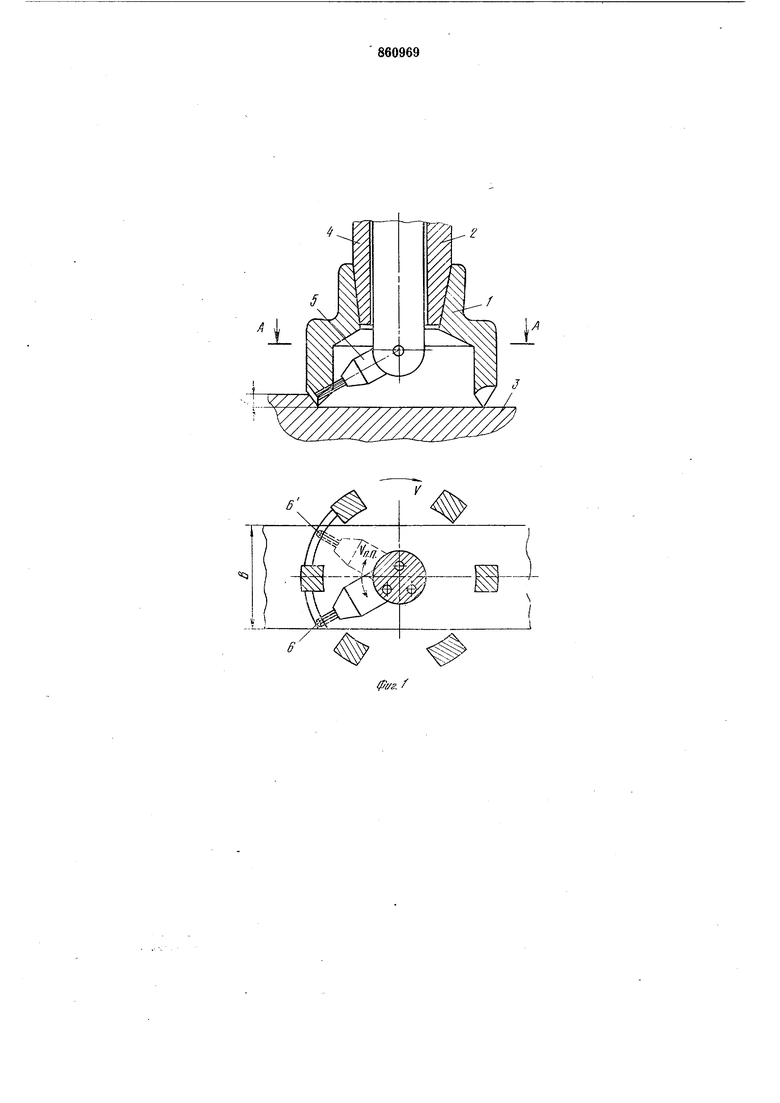
На фиг. 1 показана схема осуществления способа и характер движения некоторых узлов установки; на фиг. 2 - схема устройства для осуществления способа.
Фрезу 1, закрепленную на шпинделе станка 2, вращают со скоростью резания У и осуществляют подачу заготовки 3 при щирине фрезерования В и глубине t. На оси 4, проходящей через шпиндель станка, закрепляют плазматрон 5 и сообщают ему маятниковое возвратно-вращательное движение вокруг оси шпинделя со скоростью УПЛ- При этом плазматрон делает h двойных ходов в минуту.
Крайние положения плазменной дуги б и 6 устанавливают в пределах ширины фрезерования В.
Устройство состоит из фрезы 1, установленной на шпинделе станка 2, на оси 4, проходящей через шпиндель станка закреплен плазматрон 5, водовоздухотокоприемника 7, привода качания плазматрона, состоящего из электродвигателя постоянного тока 8 кривошипно-шатунного механизма 9 и водоохлаждаемого экрана 10, имеющего выступы И, закрывающие зубья фрезы от воздействия плаз менной дуги.
Устройство работает следующим образом.
При фрезеровании плазматрон 5, ось которого расположена по нормали к лобовой кромке реза, совершает маятниковые возвратно-поступательные движения от привода 8 с помощью кривошипно-щатунного механизма 9. Частота колебаний при этом регулируется за счет изменения скорости вращения электродвигателя постоянного тока, а амплитуда колебаний за счет регулирования длины одного из звеньев кривошипношатунного механизма. При этом сжатая дуга горит между катодом плазматрона 5 и лобовой кромкой реза заготовки 3. В моменты пересечения сжатой дуги зубьями фрезы-1 она горит между катодом плазматрона выступами И охлаждаемого экрана 10, закрывающими зубья фрезы.
Нагретый слой металла снимается зубьями вращающейся фрезы.
Результаты испытаний показывают, что способ обладает широкими технологическими возможностями, так как позволяет в широких пределах изменять степень нагрева срезаемого слоя в зависимости от характера обрабатываемого металла и режимов резания.
Производительность фрезерования труднообрабатываемых материалов при этом повышается в 5-8 раз.
Внедрение способа возможно на всех машиностроительных предприятиях, сталкивающихся с проблемами фрезерования труднообрабатываемых материалов.
Формула изобретения
1.Способ плазменно-механического фрезерования, при котором производят предварительный нагрев удаляемого слоя металла
сжатой дугой, горящей на лобовой кромке реза, отличающийся тем, что, с целью повыщения производительности процесса путем оптимизации нагрева поверхности, сжатой дуге придают маятниковое движение с амплитудой, равной щирине фрезерования.
2.Устройство для плазменно-механического фрезерования п. 1, содержащее фрезу и плазматрон, отличающееся тем, что
оно снабжено охлаждаемыми экранами, закрывающими зубья фрезы, и кривошипношатунным механизмом, на свободном конце которого закреплен плазматрон, располол енный внутри фрезы, причем ось качания плазматрона совпадает с осью фрезы, а ось плазматрона направлена по нормали к поверхности, образованной режущими кромками фрезы.
Источники информации,
принятые во внимание при экспертизе
1.Строшков А. Н. и др. Обработка резанием труднообрабатываемых материалов с нагревом, М., 1977.
2.Патент Англии № 1351140, кл. В 23р 25/00, кл. В 23В 1/00, 1971 (прототип).
Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-механической обработки | 1979 |
|
SU856717A1 |
| Способ механической обработки заготовок из сталей с нагревом срезаемого слоя | 1981 |
|
SU982847A1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1981 |
|
SU1025470A1 |
| СПОСОБ ЧИСТОВОГО ФРЕЗЕРОВАНИЯ КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТИ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2014 |
|
RU2574564C2 |
| Способ механической обработкиРЕзАНиЕМ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU841896A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 1991 |
|
RU2009787C1 |
| Динамометрическая фреза | 1983 |
|
SU1152721A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
6
-д
А
г
:;:;i un
N ,,, Ч ч
