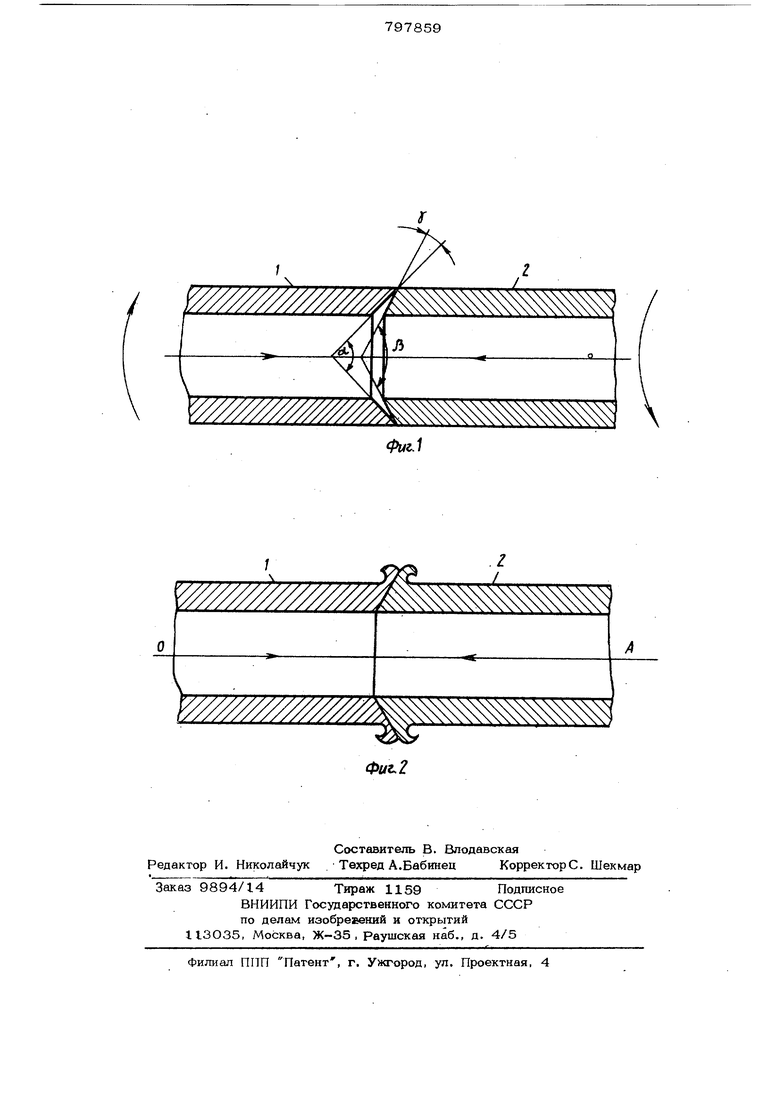
а затем ориентируют заготовки по оси вращения. При этом в процессе скашивания предусматривают выполнение таки углов, чтобы при последующем ориентировании заготовок по оси вращения меж ду свариваемыми поверхностями образо вался острый угол Т . Оптимальная величина угла составляет 1-3 . После окончания ориентирования заготовок I и 2 по оси вращения им сообщают относительное вращение с да лением, для осуществления сварки трением. В результате применения предлагае мого способа образуется сварное соеди нение, у которого грат имеется лнщь н той пэверхности к которой направлена вершина угла у Проводились эксперименты по сварк бурильных труб ТБПВТ-127х9К с зам ками из стали 4ОХН. Скосы на теле трубы выполнялись под углом 43 , а на замке - под углом Р) 45° Сварка производилась на машине МСТ-100.01 (N 125 кВт, об Р. 80 т) по следующему режиму: Число оборотов в минуту Давление нагрева, кг/мм начальное конечное Давление проковки, Время нагрева, с Время проковки, с На трубах грат образовался на наружной поверхности, а на внутренней произошло только небольшое выпучивание металла, так что обработку внутренней поверхности трубы производить НС было необходимости. 9 ,4 Применение предлагаемого способа соединения сваркой трениом по сравнению с известным позволяет обеспечить направленное формирование грата. Это обусловлено т&л, что в процессе сварки трением согласно предлагаемому способу в первую очередь подвергаются сварке.торцы свариваемых поверхностей, накодящиеся в контакте в начальный момент, где и начинает образовываться грат. По мере продолжения процесса соединения свариваются центральные части и в последнюю очередь тачасть, которая отстояла в начальный момент на расстояние, образованное углом If . В результате в процессе соединения образовывается грат на поверхности, jc которой направлена вершина угла -J, т.е. обеспечивается контролируемое формирование грата. Образование грата только на одной из поверхностей позволяет умейЬшить энергетические затраты и снизить время Удаления грата т.е. упростить процесс изготовления изделий. Формула изобретения Способ сварки трением трубчатых деталей, при котором на одной из деталей выполняют разделку кромок с внутренним конусом, а на другой детали - с наружным конусом, отличающийс я тем, что, с целью упрощения процесса путем обеспечения направленного формирования грата, разделку кромок деталей выполняют под разными углами с образованием между свариваемыми поверхностями острого угла. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 231306, кл. В 23 К 19/02, 25.0.8.64.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1989 |
|
SU1698018A1 |
| Способ сварки трением | 1988 |
|
SU1613280A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением через промежуточную прослойку | 1985 |
|
SU1348119A1 |
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1981 |
|
SU998057A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
m //////m m mmmm
I
I
Фиг. 2
