(54) СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛАСТМАССОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для снятия облоя с пластмассовых деталей | 1981 |
|
SU1017505A1 |
| Устройство для снятия облоя с арматуры пластмассовых деталей | 1980 |
|
SU903154A1 |
| Устройство для удаления облоя с пластмассовых деталей | 1973 |
|
SU546487A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ЗАГОТОВОК ПРЯМОУГОЛБНЫХ ПЛАСТМАССОВБ1Х ДЕТАЛЕЙ | 1970 |
|
SU272531A1 |
| Устройство для зачистки облоя с пластмассовых деталей | 1989 |
|
SU1684065A1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2015896C1 |
| Устройство для удаления облоя с прямоугольных пластмассовых деталей | 1988 |
|
SU1500490A2 |
| Устройство для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU903153A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
1
Изобретение относится к станкам для механической обработки пластмассовых -изделий, имеющих прямоугольную форму и может быть использовано для снятйй облоя, зенкерования и сверления отверстий и обработки пазов.
Известен станок для механической обработки пластмассовьк изделий, в котором обрабатьюаемые изделия пёремещают червячным транспортером ij.
Недостатком такого станка является ограниченный доступ инструментов к обрабатываемым изделиям. Так, например, применение в качестве транспортера червяка, исключает доступ инструмента к обрабатываемому изделию со стороны червяка.
Наиболее близким к предлагаемому является станок для механической обработки пластмассовьк прямоугольных деталей, включающий шаговый .трансаор- тер для перемещения деталей по иапраЕ ляющим и обрабатывающие узлы 2j.
Однако в станке применены ролико вые направляющие, которые не позволяю подать инструмент со стороны направляющих, что снижает его эксплуатацисяные возможности.
Цель изобретения - повышение эксплуатационных возможностей станка.
Это достигается тем, что в станке для механической обработки пластмассовых прямоугольных деталей, включающем шаговый транспортер для перемещения деталей по направляющим и обрабатьюаюшие узлы, направлшощие выполнены в виде двух планок со ступенчатым профилем, образующих между собой щель.
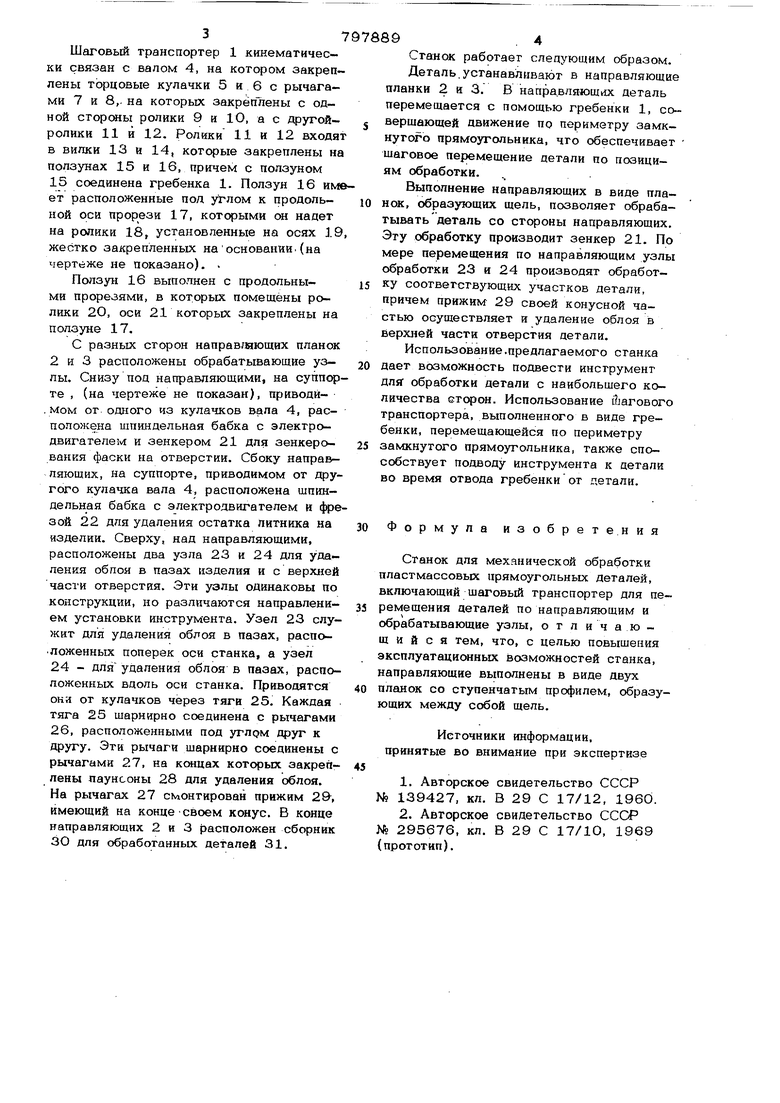
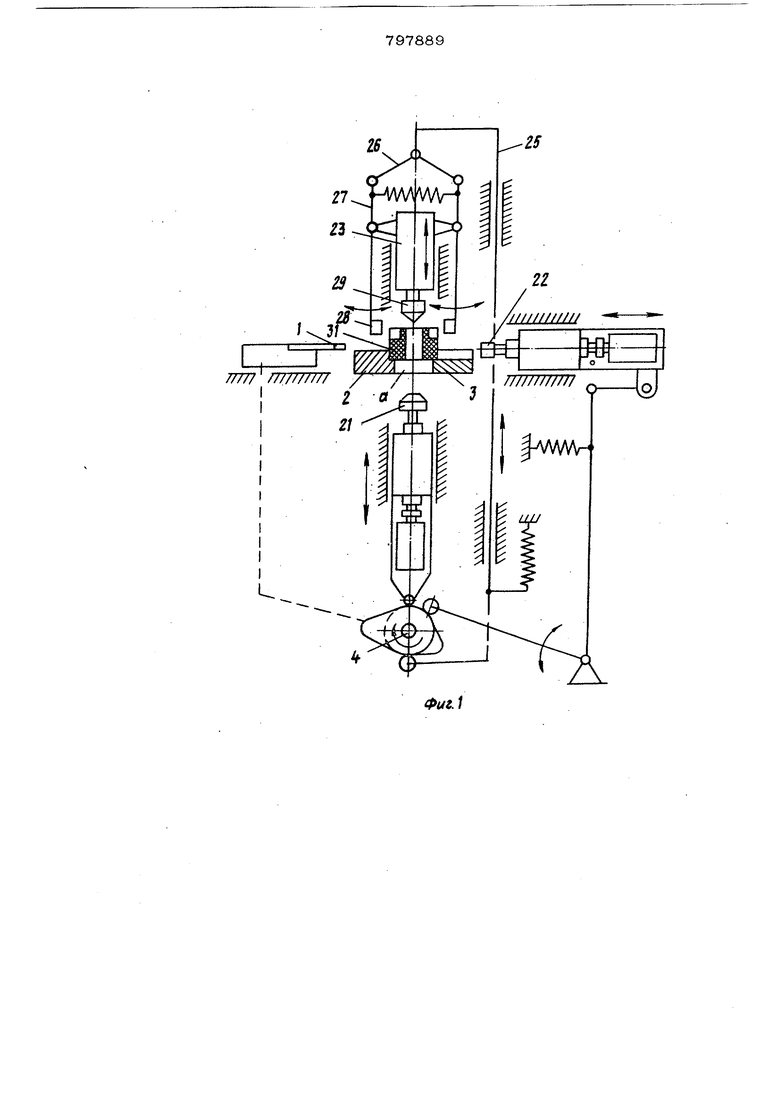
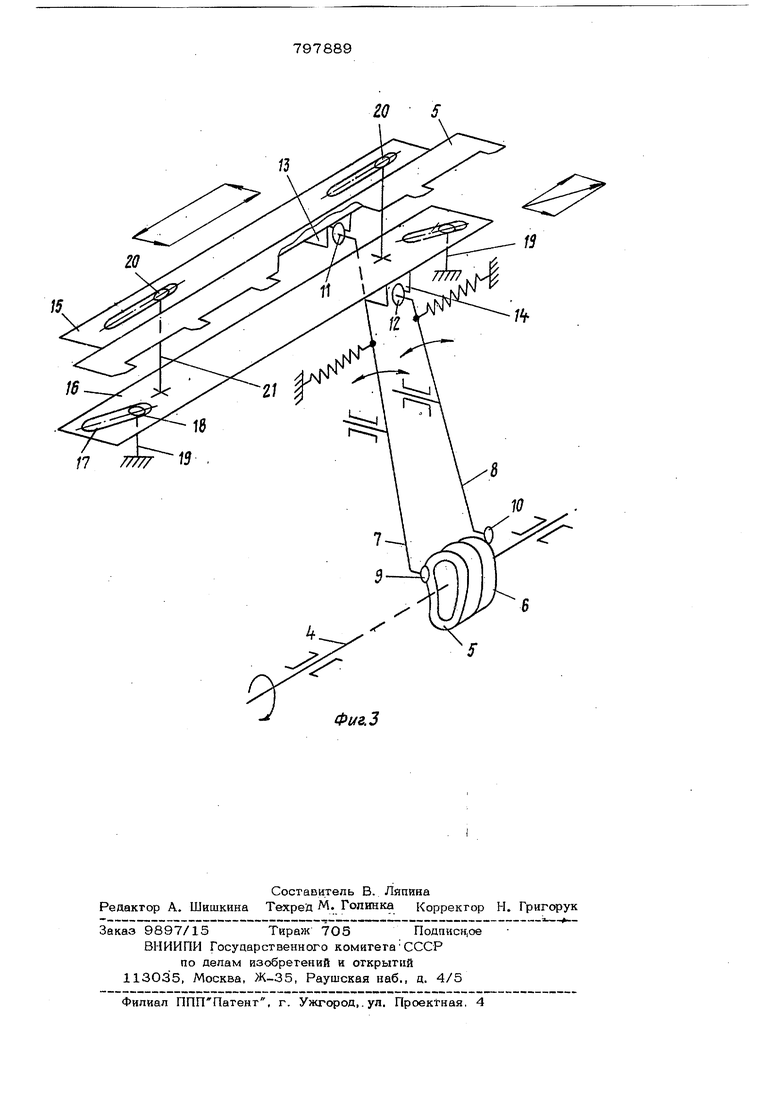
На фиг. 1-3 показан предлагаемый станок.
Станок содержит шаговый транспортер 1, представляющий собой гребенку, направлтощие планки 2 и 3, имеющие ступенчатый профиль и образующие между собою щель а.
Шаговый транспортер 1 кинематически связан с валом 4, на котором закреп лены торцовые кулачки 5 и 6 с рычагами 7 и 8,- на которых закрезппены с одной сторсиы ролики 9 и 10, а с другойролики 11 и 12. Ролики 11 и 12 входят в вилки 13 и 14, которые закреплены на ползунах 15 и 16, причем с ползуном 15 соединена гребенка 1. Ползун 16 имеет расположенные под углом к продольной оси прорези 17, которыми он надет на ролики 18, установленные на осях 19 жестко закрепленных наосновании, (на чертеже не показано). Ползун 16 выполнен с продольными прорезями, в которых помещены ролики 20, оси 21 которых закреплены на ползуне 17.
С разных сторон направ/нющих планок 2 и 3 расположены обрабатывающие узлы. Снизу под направляющими, на суппорте , (на чертеже не показан), пркводй. мом от одного из кулачков вала 4, расположена шпиндельная бабка с электродвигателем и зенкером 21 для зенкероваккя фаски на отверстии. Сбоку направляющих, на суппорте, приводимом от другого кулачка вала 4, расположена шпиндельная бабка с электродвигателем и фрезой 22 для удаления остатка литника на изделии. Сверху, над направляющими, расположены два узла 23 и 24 для удаления обпоя в пазах изделия и с верхней части отверстия. Эти узлы одинаковы по конструкции, но различаются направлением установки инструмента. Узел 23 служит для удаления облоя в пазах, расположенных поперек оси станка, а узел 24 - для удаления облоя в пазах, расположенных вдоль оси станка. Приводятся оня от кулачков через тяги 25. Каждая тяга 25 щарнирно соединена с рычагами 26, расположенными под углрм друг к другу. Эти рычаги шарнирно соединены с рычагами 27, на концах которых закреплены паунсоны 28 для удаления облоя. На рычагах 27 смонтирован прижим 29, имеющий на конце своем конус. В конце направляющих 2 и 3 расположен сборник ЗО для обработанных деталей 31.
Станок работает следующим образом.
Деталь.устанавливают в направляющие планки 2 и 3. В направляющих деталь перемещается с помощью гребенки 1, соверщающей движение по периметру замкнутого прямоугольника, что обеспечивает шаговое перемещение детали по позициям обработки.
Выполнение направляющих в виде планок, образующих щель, позволяет обрабатывать деталь со стороны направляющих. Эту обработку производит зенкер 21. По мере перемещения по направляющим узлы обработки 23 и 24 производят обработку соответствующих участков детали, причем прижим 29 своей конусной частью осуществляет и удаление облоя в верхней части отверстия детали.
Использование.предлагаемого станка дает возможность подвести инструмент Для обработки детали с наибольшего количества еторон. Использование Шагового транспортера, выполненного в виде гребенки, перемещающейся по периметру замкнутого прямоугольника, также способствует подводу инструмента к детали во время отвода гребенки от детали.
Формула изобретения
Станок для механической обработки пластмассовых прямоугольных деталей, включающий щаговьй транспортер для перемещения деталей по направляющим и обрабатывающие узлы, отличающийся тем, что, с целью повышения эксплуатационных возможностей станка, направляющие выполнены в виде двух
планок со ступенчатым профилем, образующих между собой щель.
Источники информации, принятые во внимание при экспертизе
u
г$ Фиг.3 го 5
