(54) ВАЛ для ПРОКАТКИ СТЕКЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ДЛЯ ЗАГРУЗКИ МАТЕРИАЛА В ПЕЧЬ, ИСПОЛЬЗУЕМЫЙ В ПРОЦЕССАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ ТОНКИХ СЛЯБОВ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2648774C1 |
| Способ обработки прокатных валков в клети | 1987 |
|
SU1421442A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2013 |
|
RU2559615C1 |
| Способ производства прокатного валка | 1986 |
|
SU1400683A1 |
| Прокатный стан | 1985 |
|
SU1274785A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Комплект листопрокатных валков | 1988 |
|
SU1611472A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
1
Изобретение относится к оборудова нию промышленности стройматериалов и, в частности, к устройст| м ппя ния стекла.
Известен вал для контакта с поверхностью нагретого листового стекла с полостью, через которую подается хладагент, отводящий тепло от рабочей поверхности валка 13.
Недостатком известного вала является ивзкая скорость охлаждения даже при. значительном расходе хладагента Gooa нвэкой скорости протекания его в полоо.тн вала, что в свою, очередь проводит к веоровзводительным затратам на ппдачу 8 очвстну хладагента и требует увеличения диаметров подводящих в отводящих трубопроводов.
Наиболее блпэксм к предлагаемому по технической сущности и достигаемому результату является вал для прокатки стекла с цилиндрической полостью, кониентрвчно которой расположена Т уба с конусными ко1шами Г23.
Недостатками известного вала для прокатки стекла является малая производительность процесса прокатки и огра- ничениый срок службы вала, что обусловлено неэффективным охлаждением вала при малой скорости хладагента и допо/ иительным оседанием солей на внутренней стенке, вала. Креме того, в известном устройстве бортовые участки ленты охлаждаются более значительно,, чем централь ные ее участки, что приводит к ее би&нию. Повышенная рабочая температура вала снижает срок его службы.
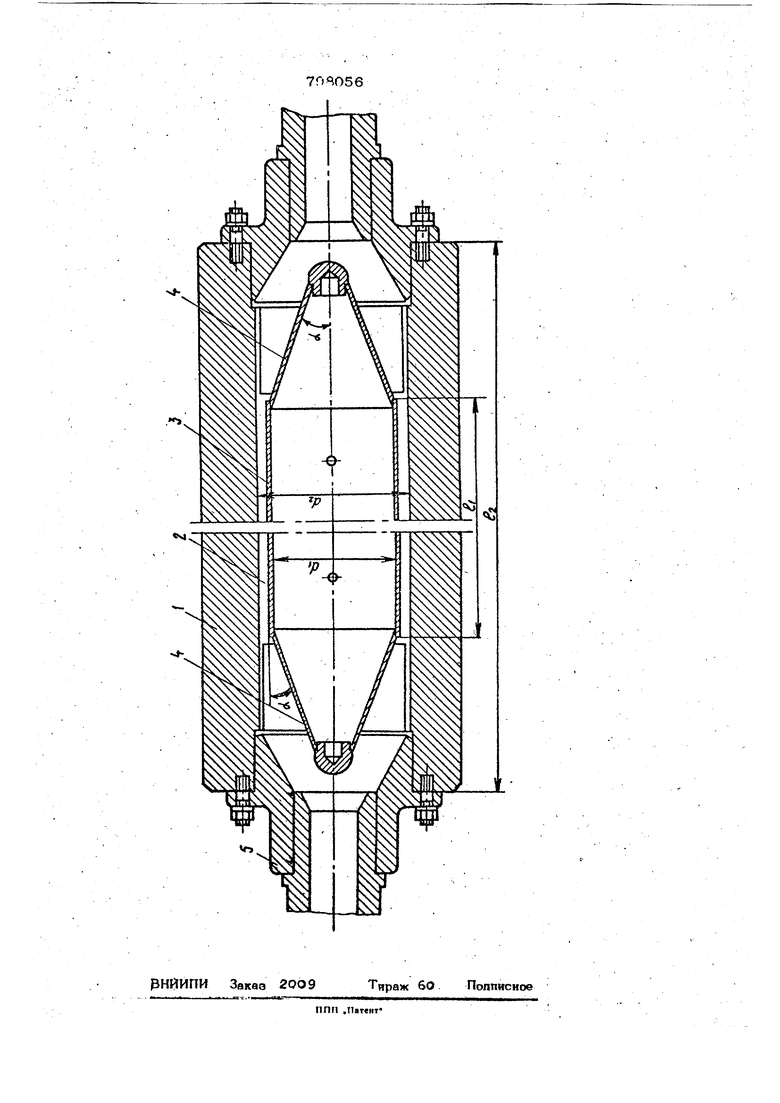
При малой величине зазора между диаметром подостн вала н 191ружным диьмет- ром трубы возрастают пздравлические сопротивления при давлении воды в пэ-за неизбежных неточнрстей изготовления и монтажа элементов вала имеет место неравномерная величина зазора по длине вала, приводящая к неравномерному охлаждению ленты стекла и снижению провэводнтельноств устройства. 37 Цель изобретения - повышение произ- водургельности прокатки и продление срока службы прокатного вала. Поставленная цель достигается тем, что вал для прокатки стекла с цилиндр ь ческой полостью, кониентрично которой расположена аилиндричесжая труба с конусными концами, выполнен с соотнош&нием наружного диаметра трубы к диаметру полости вала от 0,75 до 0,9 при длине цилиндрической части трубы 0,6О,8 длины вала, а угол наклона конусны концов трубы к оси вала равен 10-25°. Повышение производительности прокач ки и продление срока службы прокатного вала обеспечивается за счет интенсифика щги процесса охлаждения путем увеличения скорости хладагента в полости прокатного вала, что приводит к увеличению коэффициента теплоотдачи от рабочей по-, верхности прокатного вала к хладагенту. Увеличение скорости Хладагента замедляет процесс оседания солей на внутреннюю поверхность прокатного вала. Однако увеличение скорости хладагента ограничивается, возрастанием гидравли ческого сопротивления в подводящих И в полости прокатного вала и допустимой величиной давления в подводящих трубопроводах (обычно до 2 атм). Кроме того, при неболыисял ааэоре между внутренней поверхностью прокатногю вала И наружной поверхностью трубы возрастает нерегулируемая неравномерность охлаждения валка, что снижает качеств. « во ленты стекла. При формовании ленты стекла прокат. ными валками бортовые участки ленты стакла получаются более холодными, чем остальная часть ленты. Для устранения. этого явления боковые участки пенты стекла располагаются ..напротив конусных участков трубы, причем при угле наклона конусных концов трубы к оси вапа 10-25 уменьшается скорость движешш хладагента на этих участках И, тем са мым, выравнивается скорость охлаждения по ширине ленты стекла. 6 На чертеже.изображен вал для прокат, ки стекла, разрез. Вал 1 имеет ц и1индрическую полость 2, в которую концектрично с ней помеще-г на цилиндрическая труба 3 с конусными концами 4. Вал 1 соединен с элементами крепления 5. Вал 1 выполнен таким образом, что соотношение наружного диаметра «S тру бы 3 к внутреннему диаметру drj вала 1 составляет 0,75-О,9 при длине цилиндрической части К., трубы 3, составляющей 0,6-О,8 длины .Рд вала 1, Угол наклона конусных концов 4 трубы 3 к оси вала с обеих сторон равен от 10 до 25 Вал для прокатки стекла работает следующим образом. Расплавленную стекломассу прокатывают между двумя вращаюищмися валами 1, каждый из которых содержит цилиндрическую полость 2, внутри которой концентрично к ней установлена циливдрическая труба 3. Конусные участки 4 трубы 3 размещают против краевых участков ленты шириной 100.-150 мм, В кольцевой зазор между полостью вала 1 и трубой 3 подают хладагент, например воду, под давлением 2 атм, причем температура воды .на входе составляет 1520 0, а на выходе - 35-40 С при расходе воды 8-15 м /ч. На краях вала1 за счет уменьшения скорости хладагента в конусных зазорах уменьшается отвод тепла от краевых участков вала, что создает условия для дифференцированного его охлаждения (бо лее интенсивного в середине вала 1 и менее интенсивного по краям). Это приводит к выравниванию температуры по ширине прокатываемой ленты стекла и повышает общую скорость охлаждения ленты, что обеспечивает повышение производительности процесса прокатки. Более в сзкая температура рабочей поверхностн вала обеспечивает продление срока его службы. Результаты испытаний известных валов (1 и 2) для прокатки стекла и предлагаемых (3,4 в 5) сведены в таблицу. Наружный диамегр трубы d-j, мм Внутренний диаметр вала , мм 135 27О135 d,/42 --О,78 Длина цЕлшщричесхой части трубы S , мм 192О 1950192О Длина вала , мм --0,775 Угол наклона конуоных концов трубы, град Расход зсладагента, 10 а Скорость хладагента внутри вала, м/с 0,2 0,04 0,5 Коэффициент теплоотдачи, ккал/м .4 -град 740 189 2100 Испытания валов показали, что корф-i фиииент теплоотдачи в предлагаемой ко(ь CTpyKumi вала в 3- раз превышает ана логичную величину в известных валах. При этом производительность процесса прокатки повышается на 20% и анаш тельно продлевается срок службы прокат кых валов. Формула изобретения Вал для прокатки стекла с цилиндрической полостью, конпентрично которой расположена цилиндрическая труба- с коиусными концами, отличающий-1480210270 О,860,895 760130О 12ОО1950 О,вЗЗ0,67 0,3 0,3 1400 151О с я тем, что, с пелью повышения производительности прсжатки и продления срока службы прокатного еала, соотш шение наружного диаметре трубы к ДИЕИ метру полости вала составляет 0,750,9 при длине цилиндрической част трубы 0,6,8 длины вала, а угол наклова конусных концов трубы к оси вала ра вн 1О-25. Источники ивформашгаГ принятые во внимание при экспертизе 1.Патент США. № 3779735, кл. 65-356, опублик. 1973. 2.Авторское свидетельство СССР № 383691, юи С ОЗ В 13/16, 1971.
