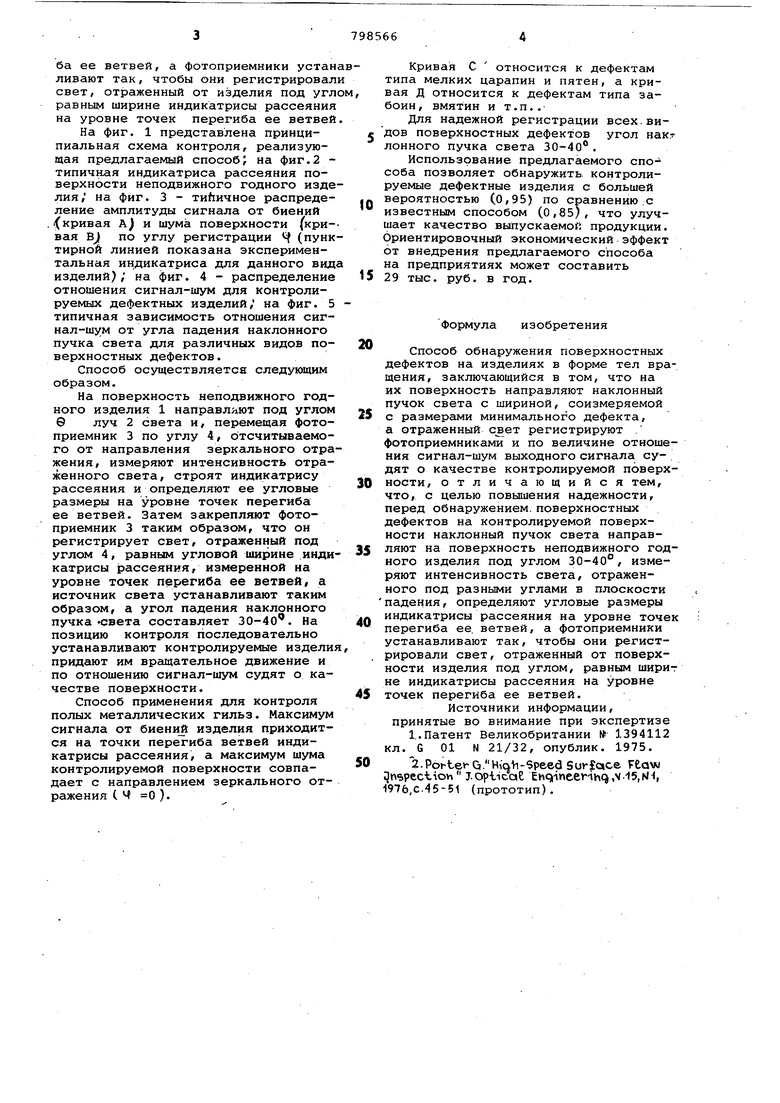
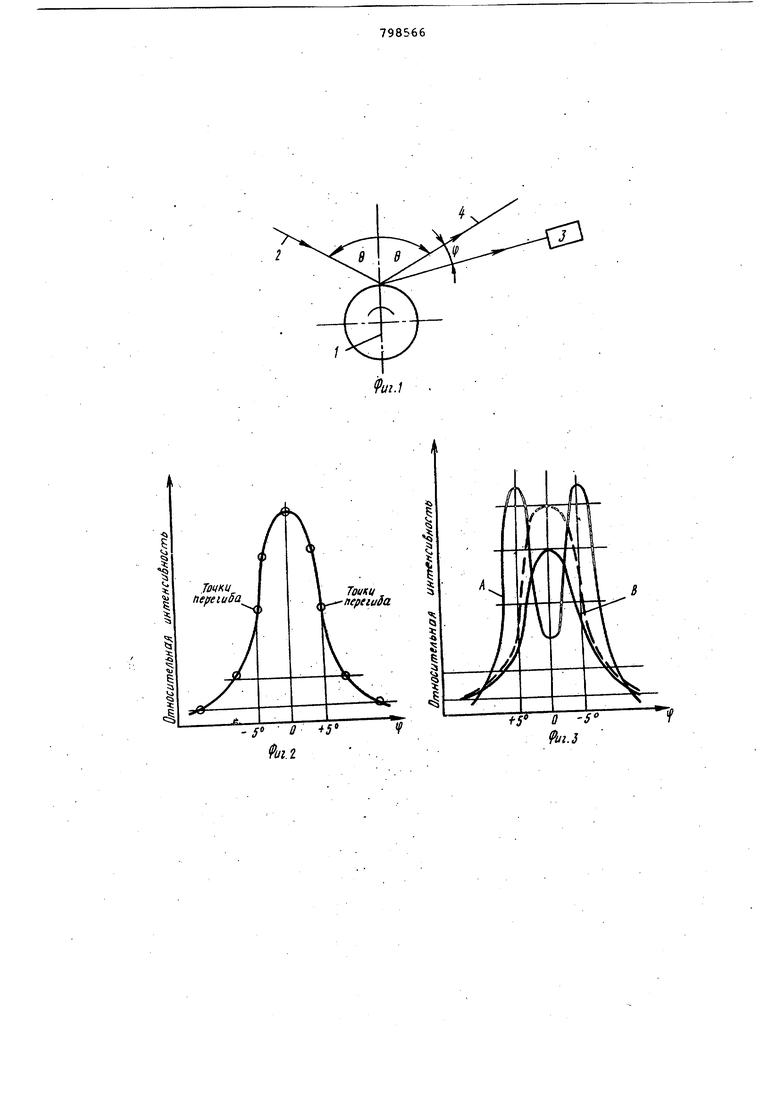
. 1 .. Изобретение относится к области неразрушающего контроля изделий и может быть использовано для обнаружения дефектов на поверхности изделий в форме тел вращения, например роликов, втулки, гильзы и т.п. Известны способы обнаружения дефектов на поверхности движущихся изделий, заключающиеся в том, что на поверхность контролируемого изделия направляют наклонный пучок света, а отраженный свет регистрируют фотоприемником в пределах угла от 5 до 15 по отношению к направлению зеркального отражения и по величи11е отношения сигнал-шум судят о качестве его поверхности 1. Наиболее близким к предлагаемому по технической сущности является спо соб обнаружения поверхностных дефек гов на изделиях в форме тел вращения, заключающийся в том, что на их поверхность направляют наклонный пу чок света с шириной, соизмеряемой с размергини минимального дефекта, а отраженный свет регистрируют фотоприемниками CB пределах угла от 20 до 30 ® по отношению к направлению зеркального отражения) и по в.еличи не отношения сигнал-шум судят о качестве контролируемой поверхности 2. Недостатком известного способа является ненадежность обнаружения дефектов, обусловленная низким отношением сигнал-шум из-за малой величины полезного сигнала. При выборе угла положения фотоприемника не считываются угловые размеры индикатрисы рассеяния контролируемой поверхности, которые оказывают влияние на величину оптимального угла положения фотоприемника. На величину отношения сигнал-шум для различных видов поверхностных дефектов оказывает влияние угол падения освещающего луча. Цель изобретения - повышение надежности обнаружения поверхностных дефектов. Указанная цель достигается тем, что перед обнаружением поверхностных дефектов на контролируемой поверхности наклонный пучок света направляют на поверхность неподвижного годного изделия под углом 30-40, измеряют интенсивность света, отраженного под разными углами в плоскости падения, определяют угловые размеры индикатрисы рассеяния на уровне точек перегиба ее ветвей, а фотоприемники устан ливают так, чтобы они регистрировал свет, отраженный от изделия под угл равным ширине индикатрисы рассеяния на уровне точек перегиба ее ветвей На фиг. 1 представлена принципиальная схема контроля, реализующая предлагаемый способJ на фиг.2 типичная индикатриса рассеяния поверхности неподвижного годного изде лия, на фиг. 3 - типичное распределение амплитуды сигнала от биений .|(кривая А) и шума поверхности (кривая BJI по углу регистрации f (пунк тирной линией показана экспериментальная индикатриса для данного вид изделий); на фиг. 4 - распределение отношения сигнал-шум для контролируемых дефектных изделий, на фиг. 5 типичная зависимость отношения сигнал-шум от угла падения наклонного пучка света для различных видов поверхностных дефектов. Способ осуществляется следующим образом. На поверхность неподвижного годного изделия 1 направляют под углом © луч 2 света и, перемещая фотоприемник 3 по углу 4, отсчитываемого от направления зеркального отра жения, измеряют интенсивность отраженного света, строят индикатрису рассеяния и определяют ее угловые размеры на уровне точек перегиба ее ветвей. Затем закрепляют фотоприемник 3 таким образом, что он регистрирует свет, отраженный под углом 4, равным угловой ширине инди катрисы рассеяния, измеренной на уровне точек перегиба ее ветвей, а источник света устанавливают таким образом, а угол падения наклонного пучка-света составляет 30-40. На позицию контроля последовательно устанавливают контролируемые издели придают им вращательное движение и по отношению Сигнал-шум судят о качестве поверхности. Способ применения для контроля полых металлических гильз. Максимум сигнала от биени изделия приходится на точки перегиба ветвей индикатрисы рассеяния, а максимум шума контролируемой поверхности совпадает с направлением зеркального отражения С Ч 0 ). Кривая С относится к дефектам типа мелких царапин и пятен, а кривая Д относится к дефектам типа забоин, вмятин и т.п.. Для надежной регистрации всех.видов поверхностных дефектов угол наклонного пучка света 30-40 . Использование предлагаемого спо- соба позволяет обнаружить контролируемые дефектные изделия с большей вероятностью (0,95) по сравнению с известным способом (0,85), что улучшает качество выпускаемой продукции. Ориентировочный экономический эффект от внедрения предлагаемого способа на предприятиях может составить 29 тыс. руб. в год. Формула изобретения Способ обнаружения поверхностных дефектов на изделиях в форме тел вращения, заключающийся в том, что на их поверхность направляют наклонный пучок света с шириной, соизмеряемой с размерами минимального дефекта, а отраженный регистрируют . фотоприемниками и по величине отношения сигнал-шум выходного сигнала су- . дят о качестве контролируемой поверхности, отличающийся тем, что, с целью повышения надежности, перед обнаружением.поверхностных дефектов на контролируемой поверхности наклонный пучок света направляют на поверхность неподвижного годного изделия под углом 30-40°, измеряют интенсивность света, отраженного под разными углами в плоскости падения, определяют угловые размеры индикатрисы рассеяния на уровне точек перегиба ее. ветвей, а фотоприемники устанавливают так, чтобы они регистрировали свет, отраженный от поверхности изделия под углом, равным ширит не индикатрисы рассеяния на уровне точек перегиба ее ветвей. Источники информации, принятые во внимание при экспертизе 1..Патент Великобритании № 1394112 кл. G 01 N 21/32, опублик. 1975. 2.Pohte -Gi.HiqVi-Speed Ffcaw :)n%pectiovt J.Opi-icaE lhqineeHhfJ,V 15,, 1976,C.45-51 (прототип).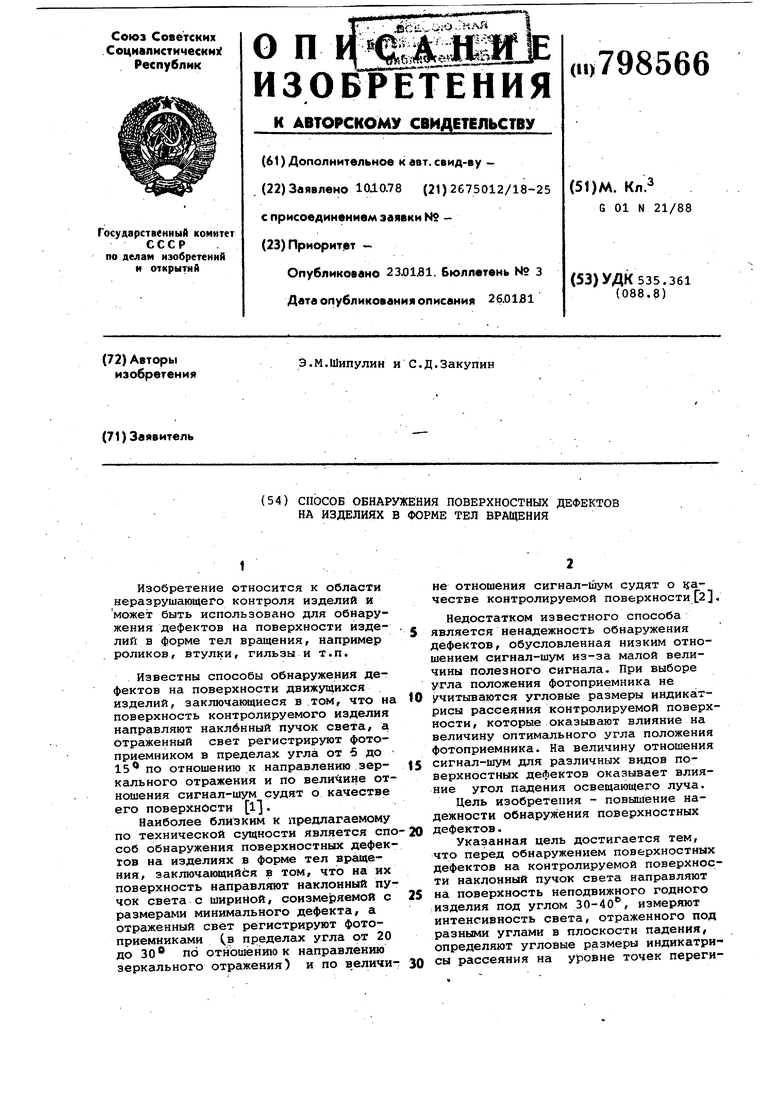
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения дефектов поверхности тел вращения | 1982 |
|
SU1158908A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 1996 |
|
RU2180429C2 |
| ОПТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2223462C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШАРИКА ПОДШИПНИКА НА НАЛИЧИЕ ДЕФЕКТА НА ЕГО ЗЕРКАЛЬНО-ОТРАЖАЮЩЕЙ ВЫПУКЛОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2018810C1 |
| Способ неразрушающего контроля керамических изделий ультразвуковым методом | 2022 |
|
RU2787645C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2323492C2 |
| Способ обнаружения дефектов поверхности | 1986 |
|
SU1388725A1 |
| Способ определения дефектов на поверхности изделия | 1988 |
|
SU1619145A1 |
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТИ И УСТРОЙСТВО КОНТРОЛЯ ПОВЕРХНОЯТИ ДЛЯ СТАЛЬНОГО ЛИСТА, ПОКРЫТОГО СМОЛОЙ | 2011 |
|
RU2514157C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ ПРОЗРАЧНЫХ И ПОГЛОЩАЮЩИХ СРЕД | 1994 |
|
RU2065148C1 |
W -5 О +5 -НО 9uiA
4
a
ъ
го
//
so
50
ifB
