ным стационарно установленным червя-ком.
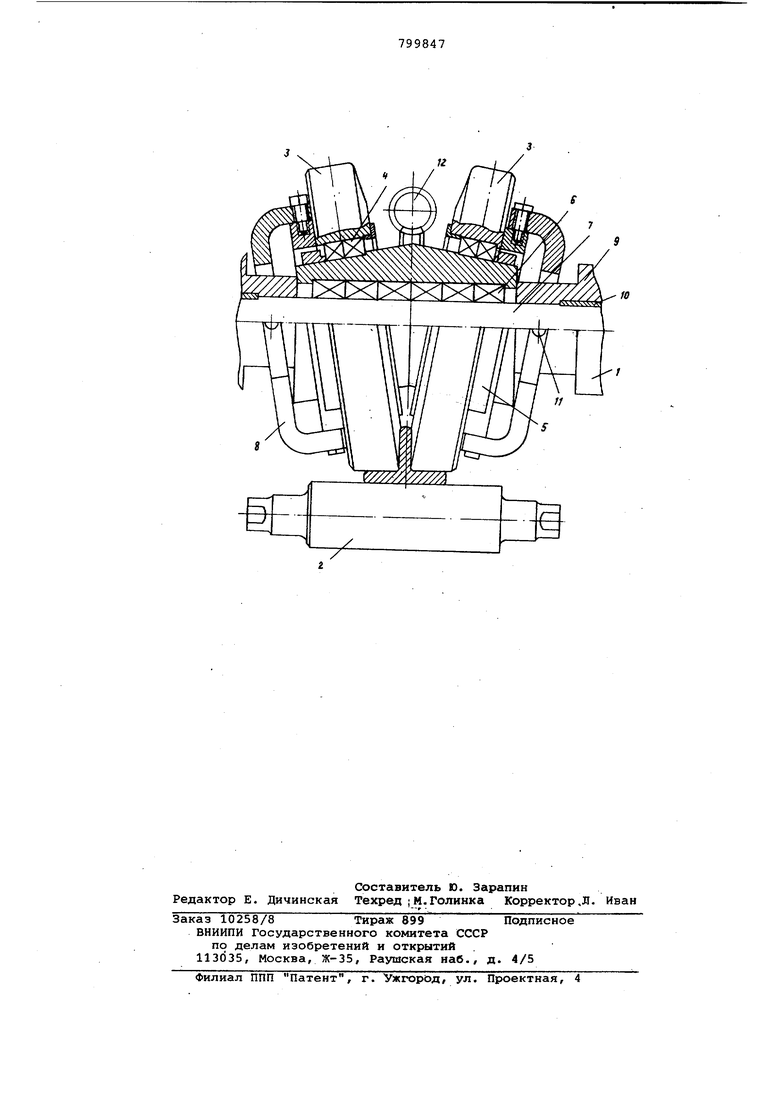
На чертеже показан разрез клети с калиброванньпу прокатным валком.
Валок 1 представляет собой составную конструкцию, которая работает в совокупности с обычным валком 2 и состоит из деформирующих дисков 3, насаженных на подшипники 4, наклонной втулки 5, насаженной на подшипники б приводного горизонтального вала 7. Наклонная втулка 5 обеспечивает постоянное положение деформирующих дисков под углом к оси вала 7. Привод деформирующих дисков 3 осущес вляется с помощью скоб 8, которые вместе с соосной втулкой 9 крепятся на горизонтальном валу 7 с помощью шпонки 10 (или шлицевого соединения) и соединены с втулкой 9 поперечным шарниром 11, Установка наклонной втулки 5 в заданное положение осуществляется с помощью червячной пары 12, червяк которой жестко закреплен, например, на станине клети.
Калибр образован деформирующими дисками 3 валка 1 и горизонтальным обычным валком 2. При вращении вала валка 1 вращается втулка.9, которая с помощью шпонки 10 закреплена на оси вала 7. Втулка 9 через ша.рнир 11 приводит во вращение скобу 8, котора жестко соединена с деформирующими ди ками 3. Скоба 8 приводит во вращение деформирующие диски 3. Горивонтальны вал 7 приводится во вращение как обычный валок.прокатной клети Дуо и Трио. Деформирующие диски 3, находящиеся в процессе прокатки под постоянным углом, например 15 , к оси вала 7, который можно изменять в пределах 0-45° при задаче металла в калибр, захватывают его и прокатывают на заданные размеры. Регулировка размеров калибра, образуемого диска 3 валка 1 и валком 2 по высоте, осуществляется нажимными винтами
Регулировка размеров стенки профиля по ширине осуществляется двумя способами.
В случае настройки калибра в небольшом диапазоне ширины регулировку осуществляют .с помощью червячной пары 12, которая поворачивает наклонную втулку 5, что позволяет менять размер.
В случае перехода на новый профилеразмер надо заменить наклонную втулку 5 на другую, позволяющую установить нужный зазор между деформирующими дисками 3. Кроме того, наклонную втулку 5 в принципе можно сделать сборной, состоящей из двух частей, симметричных относительно вертикальной оси. Такая конструкция втулки 5 позволит осуществлять регулировку зазора между деформирующими дисками 3 по ширине, перемещением одной или обеих частей наклонной втуки 5 вдоль оси валка 7.
Валок можно применять в клетях Дуо или Трио обычной конструкции
Формула изобретения
1.Составной прокатный валок для прокатки, преимущественно фланцевого профиля, состоящий из приводного горизонтального вала и дисков с рабоче пове рхностью конической формы, посаженных с возможностью поворота на упмянутый вал через посредство установленных на валу на подшипниках втулок оси которых наклонены к оси вала и которые снабжены средством фиксации их от проворота, отличаю
щ и и с я тем, что, с целью передачи на диски крутящего момента и тем самым расширения технологических возможностей валка, каждый диск снабжен жестко связанной с ним скобой, бхватывающей приводной вал и соединенной с последним через поперечный шарнир.
2.Валок ПОП.1, отличающийся тем, что, с целью настройки калибра, средство фиксации втулки от проворота выполнено в виде жестко установленного на ней червячного колеса, входящего в зацепление с при-, водным стационарно установленным червяком.
Источники информации, принятые во внимание при экспертизе
1.Илюкович Б. М. Прокатка тавровых профилей в открытых кашибрах. М., Металлургия, с. 20- 25.
2.Авторское свидетельство СССР № 371988, кл. В 21 В 13/08, 1971.
3.Авторское свидетельство СССР № 293404, кл, В 21 В 27/02, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103082C1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |