i
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий с отбортованными отверстиями.
Известен способ получения издели с Оортом вокруг отверстия,/включающий операции пробивки отверстия и его отбортовку 1.
Однако данным способом нельзя получить изделие с бортом, некоторые участки которого имеют большую высоту, чем остальная часть борта.
Цель изобретения - получение борта с участками большей высоты, чем высота остальной части борта.
Указанная цель достигается тем, что пробивают отверстие с фигурным контуром на участках с меньшей высотой борта, соответствующим контуру отверстия в готовом изделии,j а на участках с большей высотой борта, имеющим форму выступов, обращенных к центру отверстия и ограниченных контуром, соответствующим контуру этих участков в готовом изделии. Шступы, обращенные к центру отверстия, перед отбортовкой отгибают.
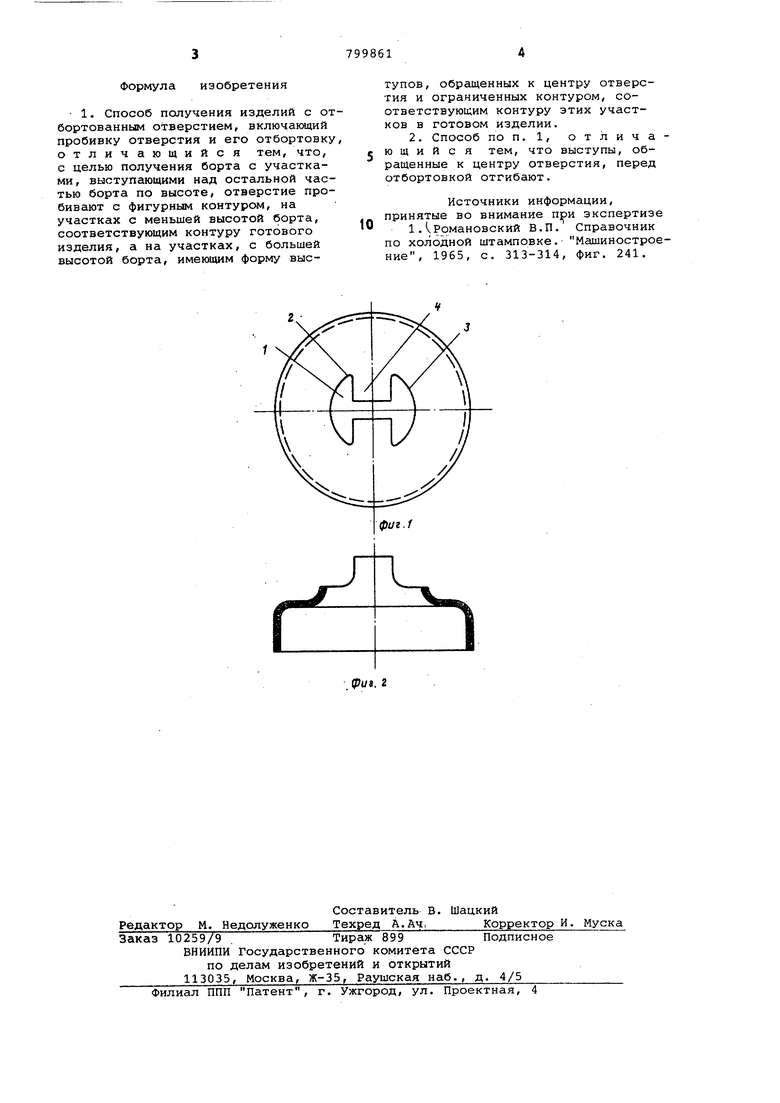
На фиг. 1 показано изделие с фигурным отверстием в дне} на фиг. 2,готовое изделие.
в штампе из металлической ленты (на фиг. 1 не показана) производит ся вырубка заготовки, вытяжка полого изделия и пробивка отверстия в дне. Отверстие 1 пробивают с двумя выступами 2, обращенными к центру отверстия,таким образом, что на участках 3 с меньшей высотой борта в готовом изделии, контур отOверстия соответствует контуру отверстия в готовом изделии. На участках 4 с большей высотой борта в готовом изделии KOHTj/p выступов соответствует контуру этих участков в
5 готовом изделии.
, После пробивки отверстия выступы, обращенные к его центру, отгибают а затем отбортовывгиот.
В ленте 08 КПМ-Н-Т-2-0 1 х 80
0 ГОСТ 503-71 вырубают заготовку, вытягивают в полое изделие, пробивают отверстие. Ширина выступов, обращенных к центру отверстия, 12 мм.
25
Далее выступы отгибают и металл вокруг отверстия отбортовывают. Высота борта 6 мм, а на участках выступов высота борта составляет 15 мм.
Способ позволяет уменьшить вес 30 .готового изделия.
Формула изобретения
1. Способ получения изделий с отбортованным отверстием, включающий пробивку отверстия и его отбортовку отличающийся тем, что, с целью получения борта с участками, выступающими над остальной частью борта по высоте, отверстие пробивают с фигурным контуром, на участках с меньшей высотой борта, соответствующим контуру готового изделия, а на участках, с большей высотой борта, имеющим форму выступов, обращенных к центру отверстия и ограниченных контуром, соответствующим контуру этих участков в готовом изделии.
2. Способ по п. 1, отличаю щ и и с я тем, что выступы, обращенные к центру отверстия, перед отбортовкой отгибают.
Источники информации,
принятые во внимание экспертизе 1.1.Романовский В.П. Справочник по холодной штамповке. Машиностроение, 1965, с. 313-314, фиг. 241.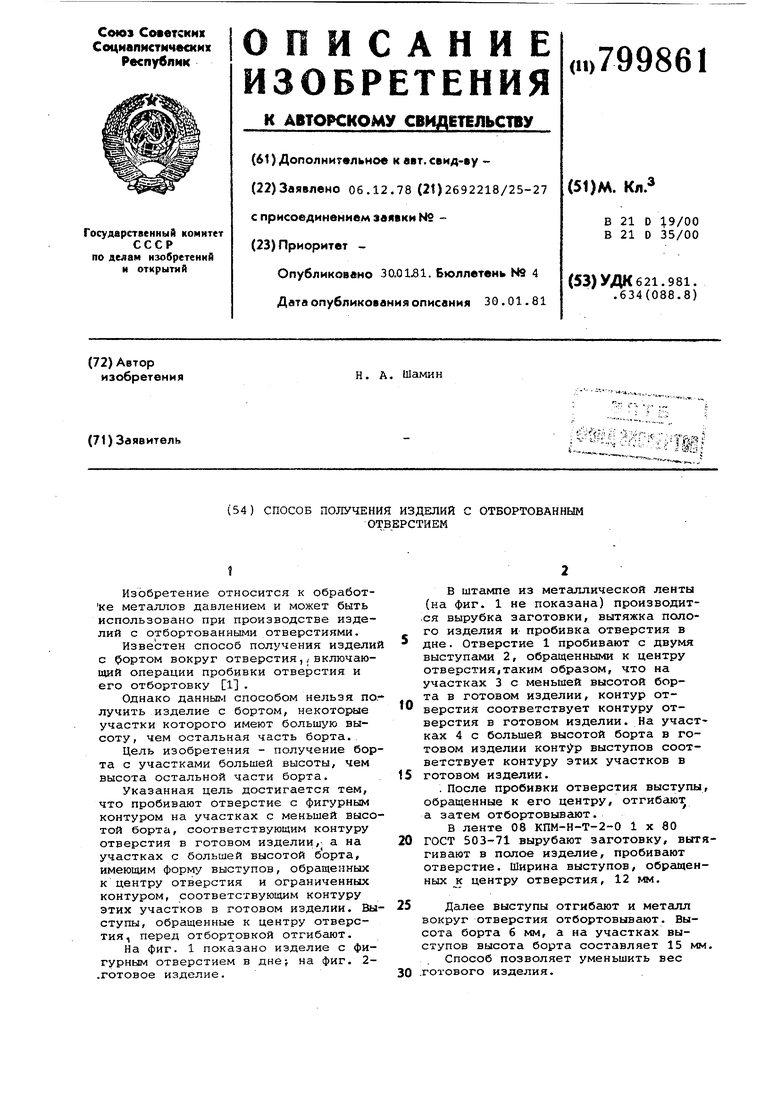
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ изготовления деталей с патрубками | 1986 |
|
SU1400717A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| Способ штамповки колец из листа | 1980 |
|
SU902913A1 |
| Штамп для вырубки деталей и пробивки отверстий эластичной средой | 1979 |
|
SU854514A1 |
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
