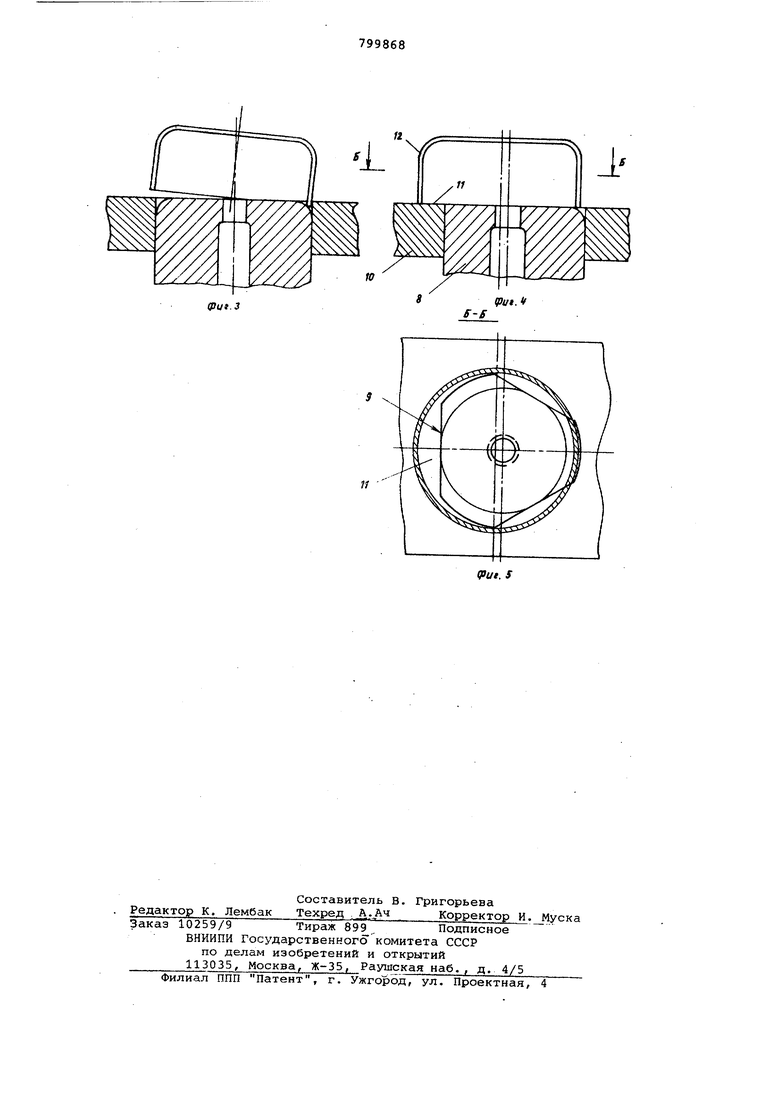
Изобретение относится к технологи ческой оснастке для холодной листовой штамповки полых деталей и может быть использовано в машиностроении. Известен штамп для вытяжки и пробивки отверстий в полых деталях на пресс, содержащий оправку, несущую обрабатываемую деталь, и охватывающий съемник (1 . Однако в результате неточности автоматической подачи детали с позиции на позицию деталь устанавлива ется не по центру штампа, а со щением. При этом происходит пер детали в связи с тем, что она западает одной стороной в полость, об разованную радиусом закругления от зеркала к наружной цилиндрической. поверхности матрицы и внутренней ст кой выталкивателя. Затем при ходе ползуна вниз происходит затягивание детали в упомянутую полость, в резул тате чего при ходе ползуна вверх создаются трудности по извлечению (Детали с рабочей позиции. Цель изобретения - предотвращени перекоса детали при передаче с одно позиции на другую в многопоаиционном прессе-автомате.. Для достижения этой цели оправка выполнена со впадинами на боковой поверхности, расположенными по периметру и паргшлельными оси оправки/ а съемник выполнен с выступами, соответствующими впадинам на оправке. На фиг. 1 представлен штамп, общий вид, разрез} на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -схема установки детали на цилиндрическую матрицуJ на фиг. 4 - схема установки детали на матрицу 6 паргшлельиыми оси впадинами, равномерно расположенными на ее боковой цилиндрической поверхности на фиг. 5 - разрез В-Б на фиг. 4. Штамп для про&ивки и отбортовки отверстий в дне полой детали содержит верхнюю подвижную плиту 1, на которой закреплен пуансон 2 пуансонодержателем 3. На плите 1 также закреплена направлякицая 4, в которой с возможностью продольного осевого возвратно-поступательного перемещения установлен прижим 5. На неподвижной нижней плите б жестко установлена в матрицедержателе 7 оправка-матрица 8. На наружной поверхности оправки 8 выполнены равномерно расположенные по периметру впадины 9, параллельные оси оправки. По наружному контуру оправка-матрица 8 охватывается концентрично расположенным дисковым съемником 10, имеющим выступы 11 - опорные площадки для детали 12. Опорные площадки служат для предотвращения перекоса при смещении детгши при подаче ее на исходную позицию (на плоскость съемника 10).
Штамп работает следующим образом.
Детсшь 12 подается на исходную позицию (на плоскость съемника 10) грейферными захватами (не показаны). При ходе ползуна вниз направляющая
4ориентирует детгшь 12 относительно оправки-матрицы 8 и утапливает вниз съемник 10 вместе с деталью 12, а прижим 5, опускаясь, в свою очередь центрирует и насаживает деталь 12 на оправку-матрицу 8 и прижимает ее к ней. Пуансон 2 внедряется в материал детали 12, осуществляя пробивку отверстия.
При ходе ползуна вверх прижим
5снимает детгшь 12 с пуансона 2. Съемник 10 снимает деталь 12 с оправки-матрицы 8, возвращая ее на исходную позицию.Предлагаемый штамп позволяет устранить брак и уменьшить время на обслуживание пресса-автомата на 15%. Условно-годовая экономия от внедрения изобретения составит около 3360 р.
Формула изобретения
Штамп для обработки полых деталей, содержащий оправку, несущую обрабатываемую деталь, и охватывающий оправку съемник, отличающийся тем, что, с целью предотвращения перекоса детали при передаче с одной позиции на другую в многопозиционном прессе-автомате,-оправка выполнена с продольными впадинами на боковой поверхности, параллельными оси оправки, а съемник выполнен с выступами, соответствующими впадинам на оправке.
Источники информации, принятые во внимание при экспертизе
1. Романовский В.П. Справочник по холодной штамповке, 1971, - Sftl, табл. 204.
А-Л
fut.Z

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки полых заготовок | 1983 |
|
SU1119754A2 |
| Штамп многопуансонный | 1985 |
|
SU1344464A1 |
| Штамп для пробивки отверстий | 1986 |
|
SU1329870A1 |
| Штамп для пробивки отверстий в полых деталях | 1982 |
|
SU1021500A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| Штамп для пробивки отверстий в полых изделиях | 1977 |
|
SU969376A1 |