Изобретение относится к технологической оснастке для листовой штамповки и может быть использовано в области машиностроения, в частности, для пробивки отверстий в полосовом прокате.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности переналадки штампа в широком диапазоне.
На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - сечение А-А на фиг, 1.
Штамп состоит из верхней 1 и нижней 2 плит. На верхней плите установлены хвостовик 3, блоки крепления пуансонов 4, крепление каждого блока пуансонов индивидуальное, что обеспечивает их съем и установку без снятия штампа, а также облегчает съем и установку пуансонов 5. Нерабочие пуансоны заменены на эластичные элементы 6.
На нижней плите 2 установлены консольные съемники 7, блоки крепления матриц 8, укрепляемые в нижней плите с помощью откосов и планок 9, в каждом блоке смонтированы матрицы 10, кроме того, на нижней плите установлены направляющие ролики 11 и подвижные упоры 12, подпружиненные с помощью пружин 13 (фиг. 2).
В нижней плите также имеются полости 14, в которые подается воздух через трехпозиционный кран для обеспечения работы подвижных упоров 12. I
Подача заготовки 15 в штамп и удаление готовой детали осуществляется на проход, вдоль его продольной оси, с помощью горизонтально установленного выталкивателя, которьш представляет собой пневмоцилиндр 16 шток 17 с насадкой и подвижным когтем 18. Штамп оснащен двумя роликовыми передачами - подающей 19 и снимающей 2С.
Переналаживаемьш многопуансонный штамп работает следующим образом.
Листовая заготовка 15 подается роликовой подающей передачей 19 в штамп между верхней 1 и нижней 2 шштами. После этого когтем 18 насадки на штоке 17 пневмоцилиндра 16 производится прижим заготовки 15 к упорам 12, которые в этот момент находятся в верхнем положении, благодаря подаче сжатого воздуха в полость 14,
Движение заготовки 15 в штампе направляется направляющими роликами 11, после того, как заготовка зафиксирована в штампе, при прямом ходе ползуна пресса происходит пробивка отверстий. При обратном ходе ползуна пресса происходит съем готовой детали с пуансонов 5 с помощью консольных приемников 7. Отключением подачи рабочей среды, например воздуха, в полость 14 и обеспечением сообщения последней с атмосферой при помощи трехпозиционного крана, осуществляется ход подвижного упора 12 вниз под действием пружины 13. Затем готовая деталь перемещается в штампе на проход и захватывается ро.чиковой смещающей передачей. В по -
лость 14 и пневмоцилиндр 16 подается сжатый воздух, подвижный упор 12, сжимая пружину 13, фиксируется в верхнем положении над плоскостью блоков крепления матриц 8, шток 17 пневмоцилиндра 16 возвращается в исходное положение и штамп готов к npiiet-fy следующей заготовки.
Переналадка штампа заключается в замене блоков крепления пуансонов 4 эластичными элементами 6, За счет этой переналадки обеспечиваются широкие технологические возможности, так как вследствие замены неработаю- щих пуансонов эластичными элементами ликвидируется перенос подвижных частей штампа при замене любого числа пуансонов. Кроме тог о, значительно сокращается время переналад - ки.
Формула изобретения
1. Штамп многопуансонный, преимущественно переналаживаемый, содеращий подвижные и неподвижные рабочие инструменты, размещенные в верхней и нижней частях штампа, съемник,
средство предотвращения перекоса подвижных рабочих частей в процессе штамповки, отличающийся тем, что, с целью расширения техноогических возможностей путем облегчения переналадки, средство предотвращения перекоса выполнено в виде эластичных элементов, установленных на свободных от подвижных рабочих инструментов позициях, причем усшп1е
равно усилию деформации замененного рабочего инструмента.
щ и и с я тем, что эластичные элементы выполнены ия полиуретана.
Фиг. I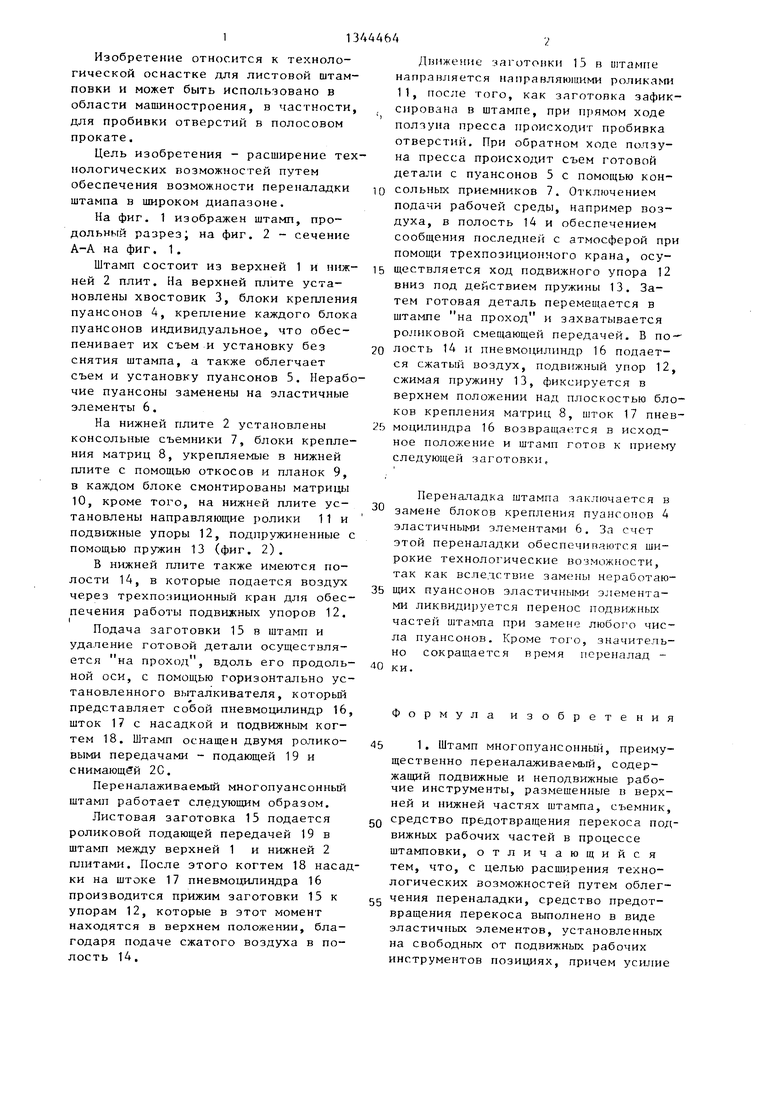
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопуансонный штамп для обработки листового материала | 1978 |
|
SU770612A1 |
| Штамп для обработки листового материала | 1974 |
|
SU471929A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Многопуансонный штамп для пробивки отверстий в листовом материале | 1974 |
|
SU496076A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Переналаживаемый многопуансонный штамп | 1987 |
|
SU1419786A2 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |

Изобретение относится к технологической оснастке для листовой штамповки. Целью изобретения является расширение технологических возможностей путем обеспечения возможности переналадки штампа в широком диапазоне. В многопуансонном штампе неработаклцие пуансоны заменяют эластичными элементами. Вследствие этой замены ликвидируется перекос подвижных частей штампа при замене любого числа пуансонов. 1 з.п. ф-лы, 2 ил. DO 4 а 
/J
Фи22
Редактор М.Товтин
Составитель М.Тарлавская
Техред Л.Олийньт Корректор М.Демчик
Заказ 4876/11Тираж 730Подписное
ВШИШ Г осударст11енного комитета СССР
по делам изобротсний и открытий 113035, Москва, }К-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ последовательной штамповки и устройство для его осуществления | 1981 |
|
SU1294421A1 |
