1
Изобретение относится к обработке металлов давлением, а именно к конструированию штамповочного оборудования, предназначенного для проведения операции гибки проволочных заготовок и может быть использовано на машиностроительных и других заводах.
Известен штамп, содержгиций смонтированные на верхней плите штампа пуасон с наконечником по форме детали и нож, а на нижней плите - матрицу с ,;геликоидс1льной: рабочей поверхностью и средство для отмеривания длины с упором Г| .
Существенный недостаток известного штампа в том, что недостаточна его производительность, а изделия имеют низкое качество.
Цель изобретения - повышение производительности и улучшение качества.
Указанная цель достигается тем, что в известном штампе, содержащем смонтированные на верхней плите штампа пуансон с наконечником по форме детали и нож, а на нижней плите - матрицу с геликоидальной рабочей поверхностью и средство для отмеривания.длины с упором, он снабжен жестко закрепленным на рабочей
поверхности матрицы фигурным формующим элементом со скосом и дополнительной гибочной выемкой, причем вершина скоса совмещена с началом геликоида, а окончание скоса расположено на уровне отрезки проволочной заготовки, соответствующем уровню образованной на рабочей поверхности матрицы дополнительной гибочной выемки, при этом средство для отмеривания длины заготовки состоит из закрепленной на матрице направляющей и подпружиненной втулки с зажимом для проволоки. Кроме того, фи5гурный формующий элемент выполнен с выпуклой рабочей поверхностью в виде цилиндрического сегмента, а скос на нем образован плоскостью, наклоненной к плоскости основания элемен0та под углом, например, .
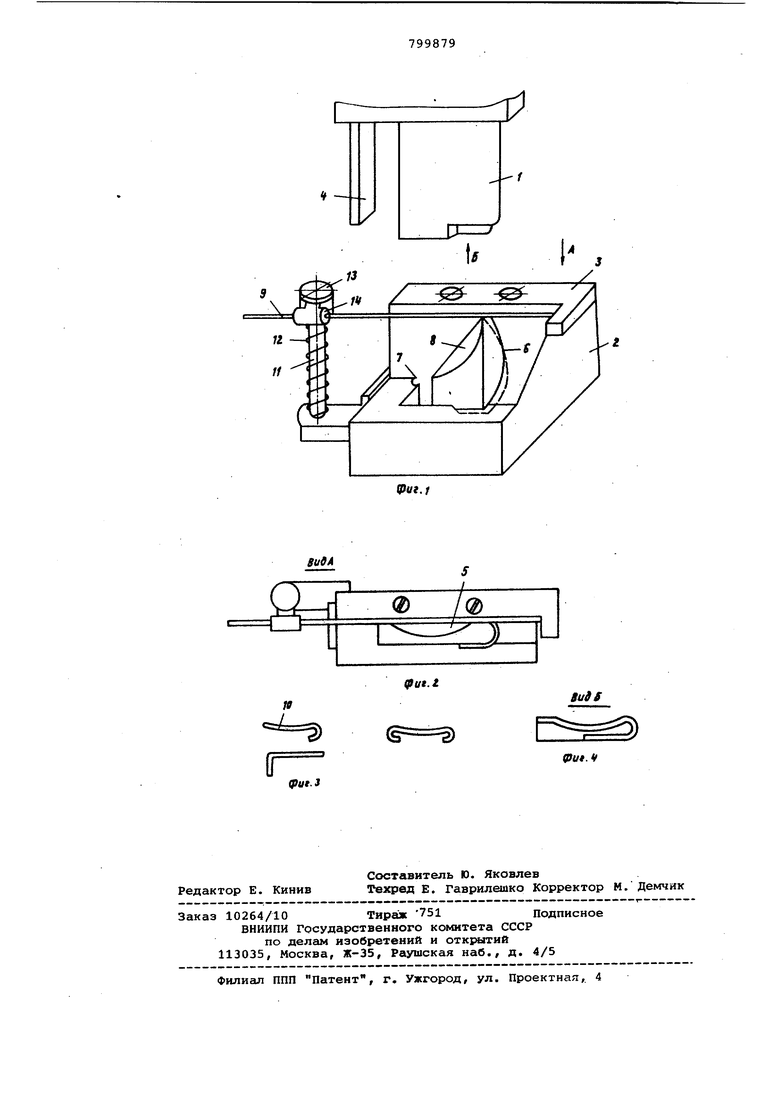
На фиг. 1 изображен штамп, общий вид на фиг. 2 - вид А на фиг. 1; на фиг. 3 - готовая деталь, получаемая в предлагаемой конструкции штам5па, на фиг. 4 - вид Б на фиг. 1.
Штамп включает пуансон 1, матрицу 2, упор 3, отрубной нож 4. На матрице 2 выполнен фигурный формующий элемент 5 и два гибочных элемента
0 6 и 7. На заходной части элемента 5
выполнен скос 8, вершина которого совпадает с началом геликоидального гибочного элемента 6. Гибочный элемент 7 для гибки второго конца отмеренной заготовки 9 расположен на уровне завершения оформления вогнутого участка детали 10 и отрубки заготовки 9, а средство для отмеривания длины имеет направляквдую 11 с пружиной 12 и втулку 13 с зажимом 1
Устройство работает следующим образом.
Проволочная заготовка 9 подается до упора 3, захватывается по краям оформляемого, затем вогнутого участка детали, пуансоном 1 и вдавливается в отверстие матрицы 2. Упор 3 устанавливается таким образом, чтобы обеспечить необходимую длину загибаемого конца детали 10. Конец заготовки 9 скользит по геликоидальному скосу б и постепенно огибает пуансон 1. Одновременно с тим проволочная заготовка 9 скользит по скосу 8 элемента 5 матрицы 2 и оформляет вогнутый участок детали 10. Заполнение вогнутого участка детали 10 проволочной заготовкой 9 происходит от зажатого между пуансоном 1 и геликоидальным скосом 6 конца детали к противоположному концу. Проволочная заготовка 9 имеет свободное осевое перемещение в сторону деформируемого конца и не препятствует заполнению вогнутого участка детали 10, создавая тем самым благоприя,тные условия оформления его. При дальнейшем движении пуансона 1 вниз, после полного оформления вогнутого участка, нож 4 отрубает мерную длину заготовки 9. Пуансон 1, продолжая движение, досылает заготовку 9 до гибочного элемента 7 и производит гибку второго конца заготовки в вертикальном направлении, а при наличии геликоидального скоса 6 завивку вокруг пуансона 1. Готовая
деталь 10 под действием пуансона 1, выходя из отверстия матрицы 2, распружинивает и легко снимается с пуансона 1 нижним торцом матрицы.
При следующих ходах пуансона 1 технологический цикл повторяется.
Формула изобретения
1.Штамп для гибки концов проволочных заготовок, содержащий смонтированные на верхней плите штампа пуансон с наконечником по форме детали и нож, а на нижней плите - матрицу с геликоидальной рабочей поверхностью, средство для отмеривания длины с упором, отличающийс я тем, что, с целью повышения производительности и улучшения качества, он снабжен жестко закрепленным на рабочей поверхности матрицы фигурным, формующим элементом со скосом и дополнительной гибочной выемкой, причем вершина скоса совмещена
с началом геликоида, а окончание скоса расположено на уровне отрезки проволочной заготовки, соответствующем уровню образованной на рабочей поверхности матрицы дополнительной гибочной выемки, при этом средство для отмеривания длины заготовки состоит из закрепленной на матрице направляющей и подпружиненной втулки с зажимом для проволоки.
2.Штамп по п. 1, отличающий с я тем, что фигурный формующий элемент выполнен с выпуклой рабочей поверхностью в виде цилиндрического сегмента, а скос на нем образован плоскостью, наклоненной к плоскости основания элемента под углом, например, 30°.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 227983, кл. в 21 F 1/06, 1969,
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп для отрезки и гибки проволочных деталей | 1988 |
|
SU1622073A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп для изготовления прямоугольных скоб с отогнутыми краями | 1990 |
|
SU1804362A3 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Гибочный штамп | 1987 |
|
SU1530295A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
te
г
(Put.3
ut.t
tuff
(Put. ч
