2ffJ9 7
:л
:
о
N9
:о л
Изобретение относится к обработке металлов давлением и может быть использовано для гибки из листового материала деталей, имеющих прямоугольную коробчатую форму с загнутыми внутрь по замкнутому контуру краями стенок.
Целью изобретения является повышение качества изделий за счет повышения жесткости их стенок.
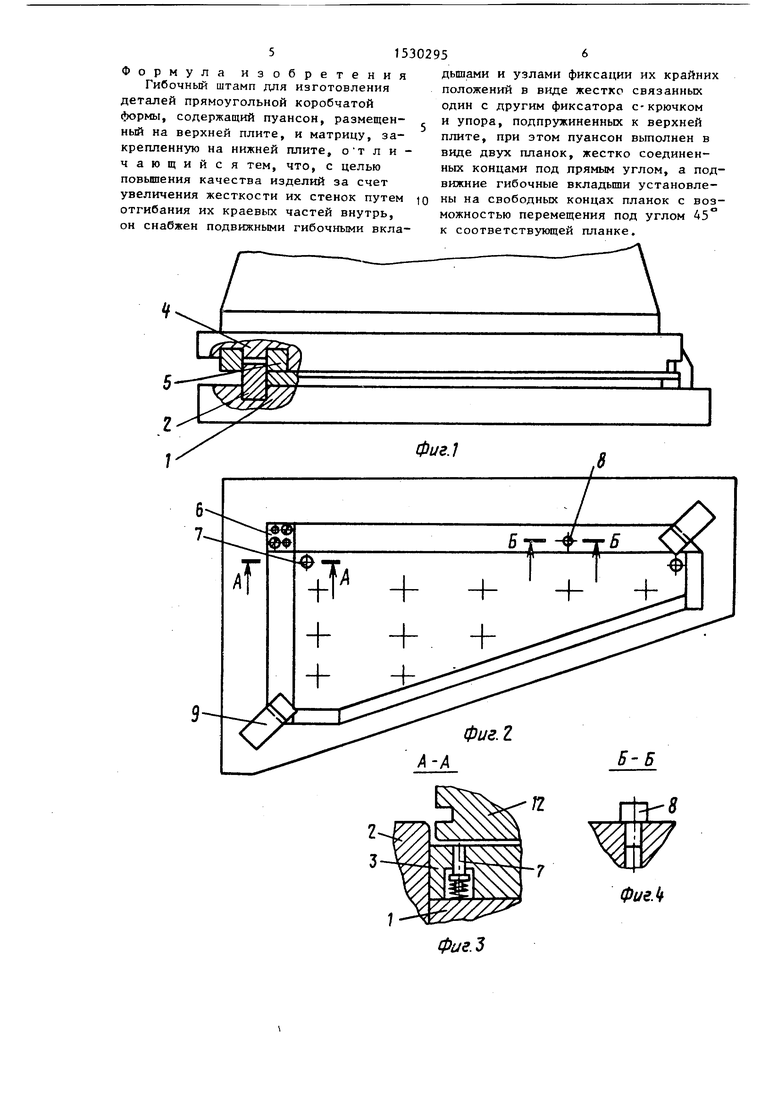
На фиг.1 представлен гибочный штамп, фронтальная проекция; на фиг.2 - нижняя часть штампа, вид сверху; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг. 2; на фиг.5 - верхняя часть штампа, вид сверху; на фиг.6 - разрез В-Б на фиг.З; на фиг.7 - разрез Г-Г на фиг.З, ползун в исходном положении; на фиг.8 - то же, ползун в рабочем положении; на фиг.9 - 16 - последовательность |0пераций при изготовлении короб- |чатой детали из листовой заготовки. Гибочный штамп состоит из неподвижной нижней плиты 1, на которой жестко закреплена матрица 2 с выталкивателем 3 и подвижная верхняя плита 4 с закрепленным на ней пуансоном 3. На нижней плите 1 установлены базирующие элементы, включающие угловой прямоугольный упор 6, два подпружиненных утопающих упора 7 и один жесткий упор 8. На двух противоположных концах нижней плиты 1 закреплены стойки 9 со скосами 10.
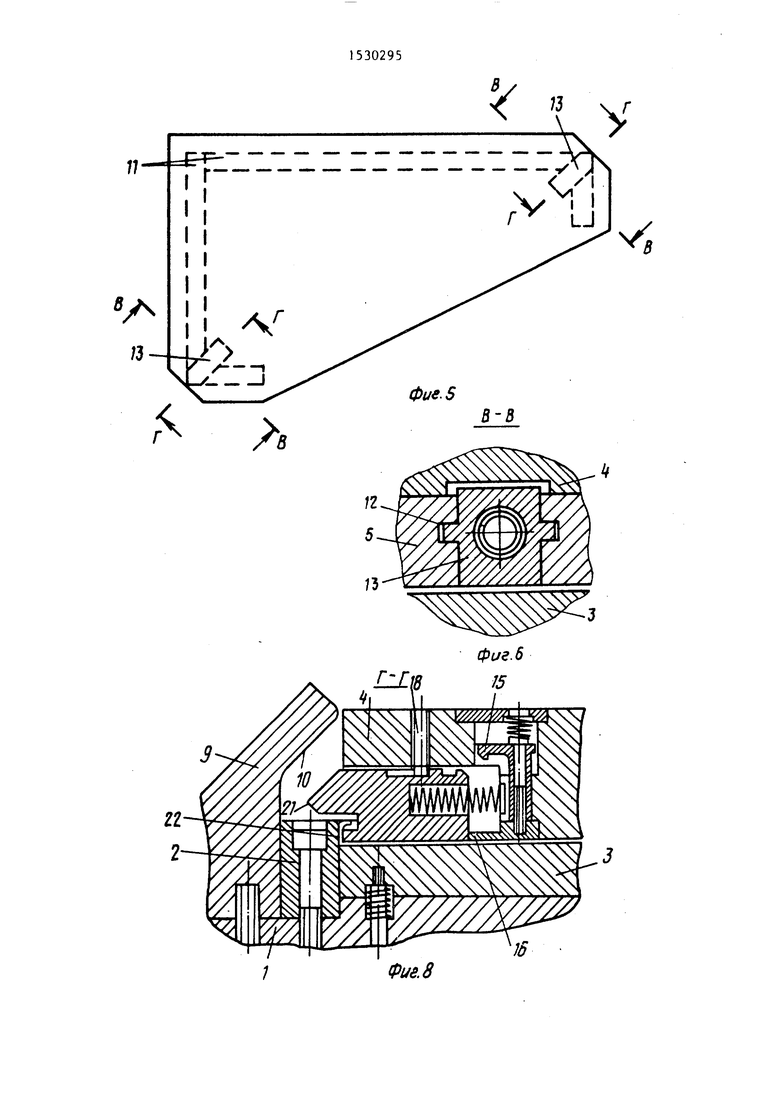
Пуансон изготовлен жестко скрепленных под прямым углом планок 11, длина которых соответствует двум сторонам изготавливаемой детали. На свободных концах обеих планок 11 в направляющих 12 установлены подвижные гибочные вкладьшш 13. Направление перемещения вкладышей 13 под углом 43 к соответствующей планке 11. От перемещения под воздействием пружины 14 каждый вкладьпп 13 удерживается фиксатором 13 с крючком, который установлен в гнезде верхней плиты 4. На одном стержне с фиксатором 13 установлены упоры 16 с возможностью совместного перемещения под действием пружин 17. Перемещение вкладьшей 13 ограничивается винтами 18, которые своими концами входят в соответствующие пазы вкладьш1ей. С внешней стороны вкладьщ1ей 13 вьшолне ны скосы 19. Н вкладьщ1ах 13 и стой
0
5
0
5
0
5
0
5
ках 9 выполнены обратные скосы 20 и 21.
Гибочный штамп работает следующим образом.
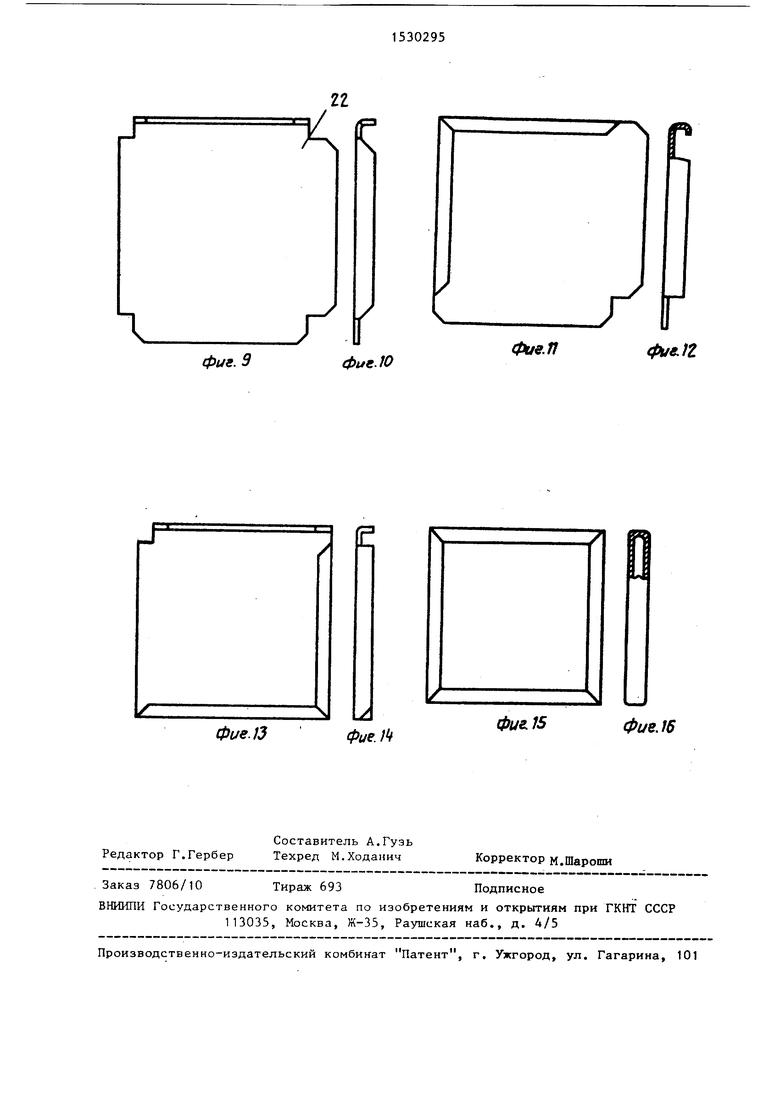
В исходном положении вкладьщ1И 13 удерживаются фиксаторами 13 в утопленном положении. Заготовка 22 в виде прямоугольного листа с вырезанными углами подается в зону штамповки до упора вырезами в подпружиненные упоры 7. При рабочем ходе верхней плиты 4 с пуансоном 5 вниз упоры 16 контактируют со штампуемой заготовкой 22, уложенной на выталкивателе 3. При дальнейшем ходе верхней плиты 4 вниз фиксаторы 13 выходят из зацепления с вкладышами 13, которые под действием пружин 14 перемещаются в рабочее положение и удерживаются в нем упорами 16. Происходит гибка краев заготовки 22. При обратном ходе верхней плиты 4 упоры 16 под действием пружин 17 опускаются и вкладьш1и 13, взаимодействуя скосами 19 со скосами 10 стойки 9, сжимают пружину 14 и возвращаются в исходное положение. Фиксаторы 13 удерживают их в этом положении. Заготовка 22 под действием пружины выталкивателя приподнимается. Затем заготовку 22 перемещают до упора угловым вырезом в прямоугольньш 6 и жесткий 8 упоры, подпружиненные упоры 7 при этом утапливаются.
Штамп совершает второй рабочий ход, при котором осуществляется вторая гибка краев тех же сторон заготовки 22. Для перехода на гибку двух оставшихся сторон заготовку поворачивают на 180°С и таким же образом осуществляют гибку за два рабочих хода штампа. При случайном преждевременном выходе вкладьш1ей 13 в рабочее положение обратные скосы 20 и 21 предупреждают поломку штампа.
Таким образом, гибочный штамп,. имея более простую и менее металлоемкую конструкцию, позволяет выполнять гибку заготовки до получения готовой детали за четыре рабочих хода пуансона с переустановкой заготовки для каждого хода. Наличие подпружиненных вкладьш1ей на облегченной конструкции пуансона позволяет сфор- , мировать углы коробчатой детали и беспрепятственно осуществлять съем детали с пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Гибочный штамп | 1984 |
|
SU1183259A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для гибки из листового материала деталей, имеющих прямоугольную коробчатую форму с загнутыми внутрь по замкнутому контуру краями стенок. Цель изобретения - повышение качества изделий за счет повышения жесткости их стенок путем отгибания краев заготовки внутрь. В штампе пуансон выполнен в виде двух планок, соединенных под прямым углом. На свободных концах планок размещены подвижные в направлении биссектрисы формуемого угла вкладыши (В) 13. При ходе пуансона вниз упор 16 контактирует с заготовкой 22, фиксатор 15 освобождает В 13. После гибки при обратном ходе В 13, взаимодействуя скосом 19 со скосом 10, утапливается в исходное положение. Штамп позволяет выполнять гибку заготовки до получения готовой детали за четыре рабочих хода при более простой конструктивной схеме. 16 ил.
ФигЛ
фие. З
фие.З
В-8
J5
Фие.8
Г
zz
/г. 5
фие.Ю
Г
ие.Ю
фие.П
фие.П
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
