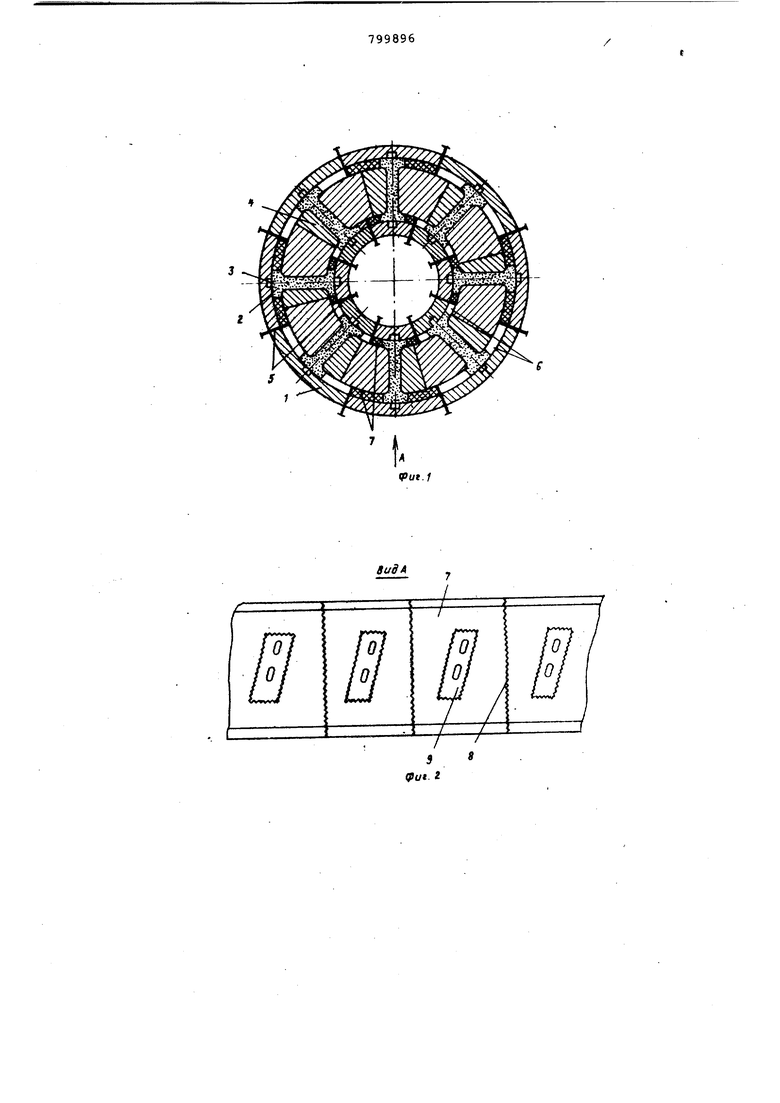
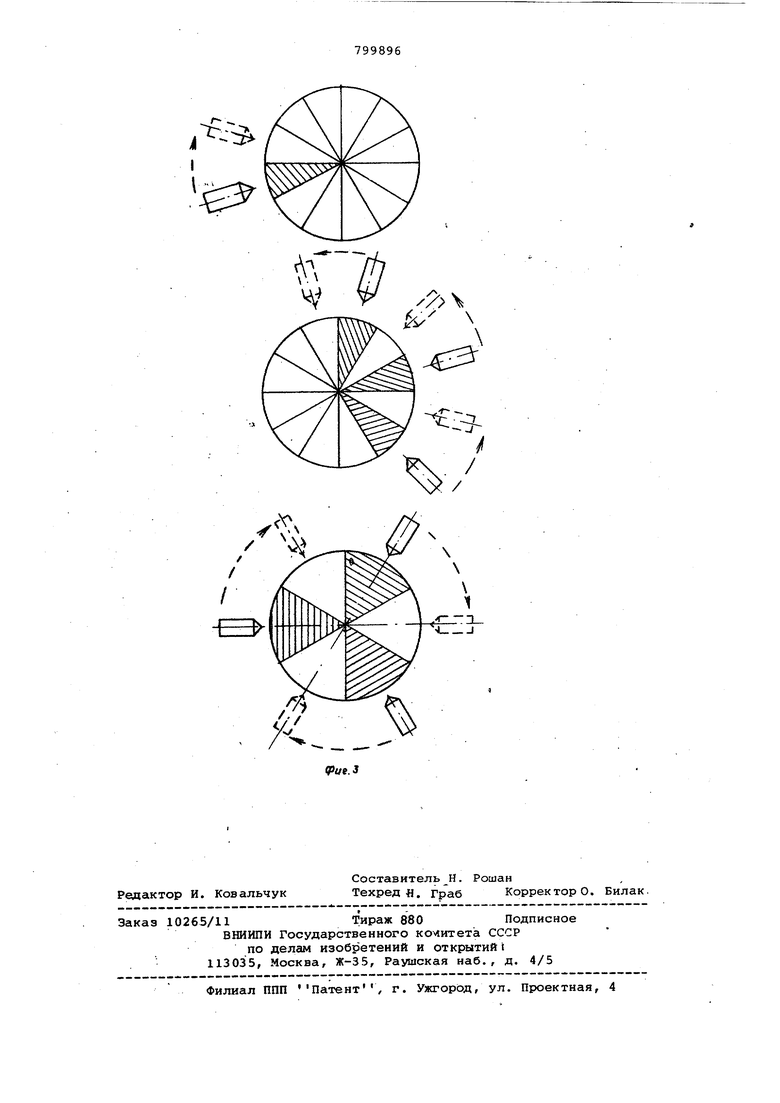
бежать трещин на тонкостенных крупногабаритных моделях.1 На фиг. 1 показана пресс-форма, в разрезе на фиг. 2 - вид А на фиг. fi; на фиг. 3 - диаграмки запрессовки модельной композиции в пресс-форму. В пресс форме 1 всей модели а.шара та размещены шестнадцать отдельно изготовленных моделей лопаток 2 с графитовыми стержнями 3, которые фиксируются вкладьвиаг/ш 4 относительно стемок, пресс-форны 1.Подвижные перегород ки 5 разделяют рабочую полость . пресс-форлад 1 на несколько отдельных полостей 6 и 7.Поверхность перегородки 5 имеет зурчатую насечку, которая выполняет зубчатую поверхность 8 на стыкующихся частях модели.На торцах 9 лопаток по контуру ложе выполнена, зубчатая поверхность. Допрессрвку недостающих частей .модели производят следующим образом. Перегородки 5 устанавливают в поло жение закрыто и за первый рабочий ход допрессовывают полость 7, выдерживают модельную композицию до застывания, а затем перегородки 5 устанавливают в положение открыто и за второй рабочий ход допрессовывают остальные полости 6. В другом случае допрессовки перегородки 5 одного сегмента устанавливают в положение закрыто и за первый рабочий ход допрессовывают полость 7 этого сегмента, выдерживают запрессованную модельную композицию до затвердевания, затем перегородки 5 переводят в положение открыто и за второй рабочий ход допрессовысают полость 6 зтого же сегмента. Предлагаемый способ позволяет изготавливать сложные крупногабаритные тонкостенные модели без ручной сборки Усадка такой модели незначительна, так как запрессовка модели по частям компенсирует общую усадку. Трудоемкость изготовления модели умень шается в 10-15 раз, а качество изготовления модели повышается. Формула изобретения 1.Способ изготовления выплавляемых моделей для крупногабаритных слокнофасонных отливок,включающий предварительное изготовление частей моделипутем запрессовки модельной композиции в пресс-форму, о т л и ч а ющ и и с я тем, что, с целью повьлиения производительности труда при сохранении размерной точности модели, изготовленные отдельные частей модели размещают в пресс-форле фиксируют их вкладьшами, которые устанавливают в полость пресс-формы с зазорами относительно внешних и внутренних ее стенок, зазоры разделяют ради-альными симметрично расположенными перегородками, образующими в полости пресс-форма сегменты частей модели,в них поочередно запрессовывают модельную композицию, извлекают перегородки и производят окйнчательную допрессовку модельной композиции незаполненных ранее сегментов. 2.Способ по п. 1,о т .л и ч а ющ и и с я тем, что допрессовку модельной композиции в незаполненный сегмент производят,чередуя с соседним запОЛИительным, уже остывшим. 3.Способ по п. 2, отлича ющ и и с я тем, что допрессовку моде.;. ной композиции в незаполненные сегменты производят одновременно в несколько сегментов, отстоящих друг от друга на одни заполненный сегмент. Источники информации, принятые во внимание при экспертизе 1 . Шуб И.Е. и Сорокин П.В. Точно( литье по выплавляемьм моделям Л., Машиностроение, 1968, с. 61. 2. Патент США 3848654,кл.164-34, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления крупногабаритных выплавляемых моделей | 1977 |
|
SU743773A1 |
| Способ изготовления крупногабаритной восковой модели рабочей лопатки турбины энергоустановки | 2022 |
|
RU2774510C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления выплавляемых моделей | 1981 |
|
SU1045996A1 |
| Способ изготовления керамической формы | 1983 |
|
SU1093385A1 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |
| Способ получения комбинированной модельной композиции | 1989 |
|
SU1741962A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2093304C1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
В ид Л
