1
Изобретенне относится к области литейного нронзводства, а именно к изготовлению крунногабарнтиых моделей в нроизводстве сиециальиым методом лнтья по выплавляемым моделям.5
Известны карусельные столы, на которых устанавлнваются пресс-формы или отдельные части крупногабаритных пресс-форм для осуществления операций подачи их к месту заирессовки, охлаждения и сбор- ю ки - разборки 1.
Недостаткамн известиых устройств являются сложиость изготовления крунногабаритных целнковых выплавляемых моделей, многообразие ручиых операций и низкая 15 производительность.
Наиболее блнзким но технической сущиости и достигаемому результату к изобретению является устройство для изготовления крупногабаритных моделей рабочих колес, 20 состоящее из центроколоии стола, нодъемио-траисиортиого устройства с делительиым механнзмом для установки раиее изготовлеиной модели стуипцы, нодвнжиой разъемной иресс-формы лонатки, в которую шприц- 25 головкой специального прессующего устройства занрессовывается модельная масса
2.
Для раскрытия нресс-формы иредусмот)еис) сг1ециал1 пое устройство, осуп1,ествляю- 30
щее криволинейное движение иоловин иресс-форм с помощью системы кулачковых рычагов и тяг, освобол дающих модель лопатки, соединенную со ступицей.
Конструкция этого устройства очень сложная и позволяет выполиять только модели типа обод с лопатками. Модели тнпа сопловой апнарат, направляющий аппарат и др. на этом ycTpoiicTBe изготовить практически иевозможио.
Прессующее устройство одноместное с возвратио-постунательиым движением не дает возможности одновременно запрессовывать массу в иресс-форму в нескольких точках.
Целью настоящего изобретения является повыщеиие производительности н качества изготовлеиия крупногабаритных целнковых моделей.
Указанная цель достигается тем, что устройство для запрессовки модельной массы выполнено в виде нодвижной плаищайбы, иа которой закреилены дискретно гнездам нресс-формы щириц-головки, причем планщайба и подъемно-транспортное устройство закреилеиы консольио на ко.юипах и каждое из них имеет возможность самостоятельного поворота.
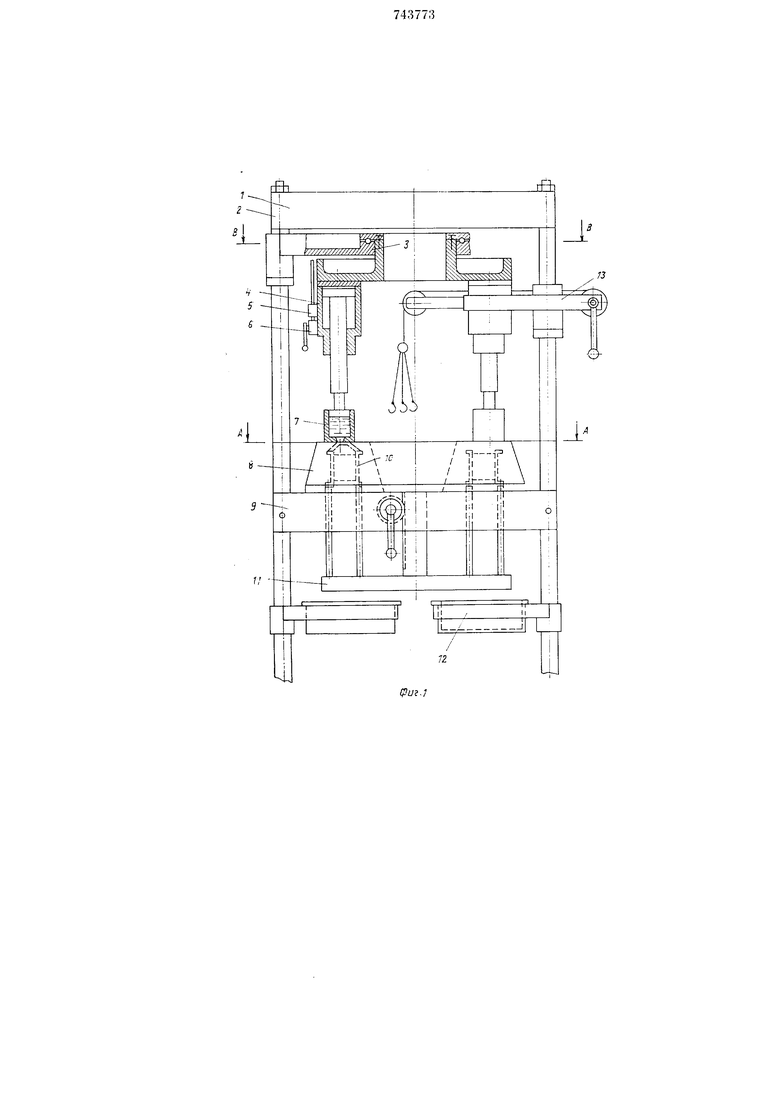
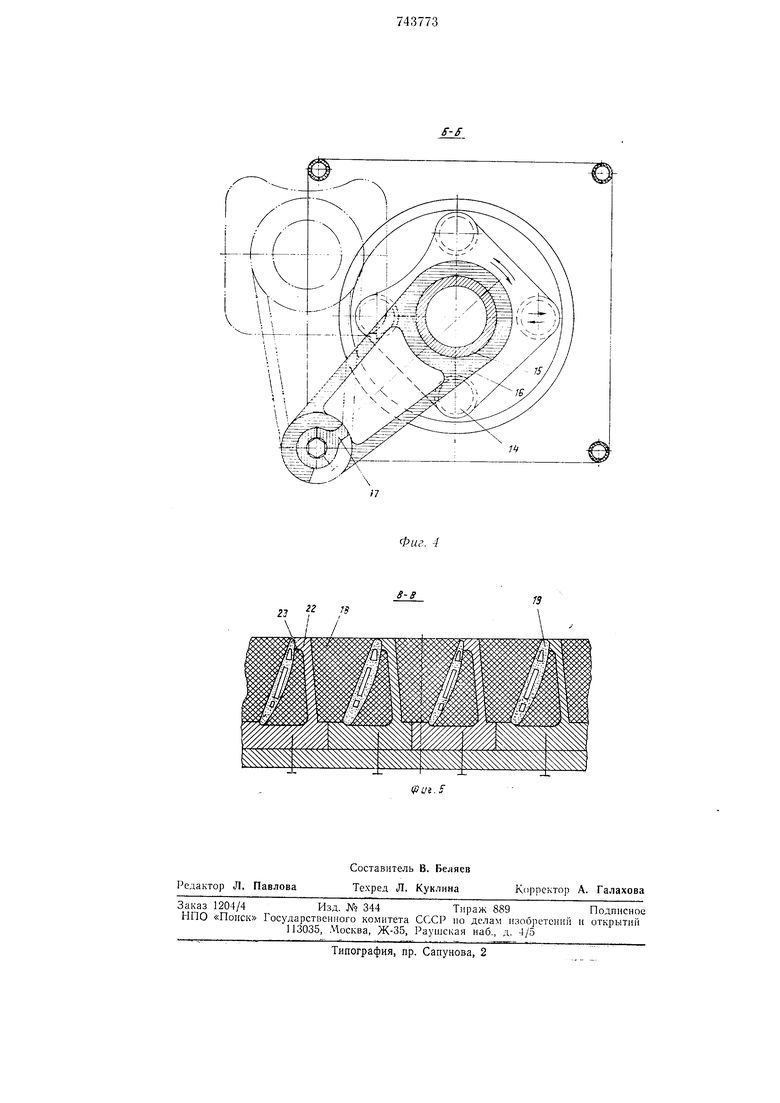
Па фиг. 1 изображеиа устаиовка, общнГ вид; на фиг. 2 - автоматизированное прессующее veTpoiieriio; ooiuiiii вид; на фиг. 3- pa:ipe:i Л--Л iin фпг. 1; ii;i (l)iii. 4 - Ь U 1U1 (|)11Г. 5; на фш. Г)-- pa:i|)e:i 15 -В на
(|И1Г. 1.
Установка состоит H:J рамы 1, установленHoii па четь)е ко,:1оины 2. На одной из ко;iOHH 2 установлено поворотное прессующее устройство 3, содержап1,ее шприц-головки 4 и рлугопомиую )учную систему управления с ре1уляторами давлепия 5 п крапы правления 6. Заирессован11В1Й стакаи 7 шириц оловки 4 устаповлеи иа кориуспой детали иресс-формы 8, закреилеииой па осповаиии 9, через иаиравляющие втулки (пе показаны) которого проходят колоппы 2. Сверху на основанне 9 устанавливаются также составные части пресс-формы, образующие полость модели 10. Cini3y к основанию 9 креиится устройство для извлечения моделн в внде )еечпого механизма 11, обесиечиваюшего одновремеппое выталкиваппе моделей. Для складывания отъемных частей иресс-формы имеются поворотные яндпки 12, л для установки тяжелых частей нресс-формы - нодъемио-трапснортпое устройство 13 в впде копсолн с нзменяюнднмся вылетом стрелы.
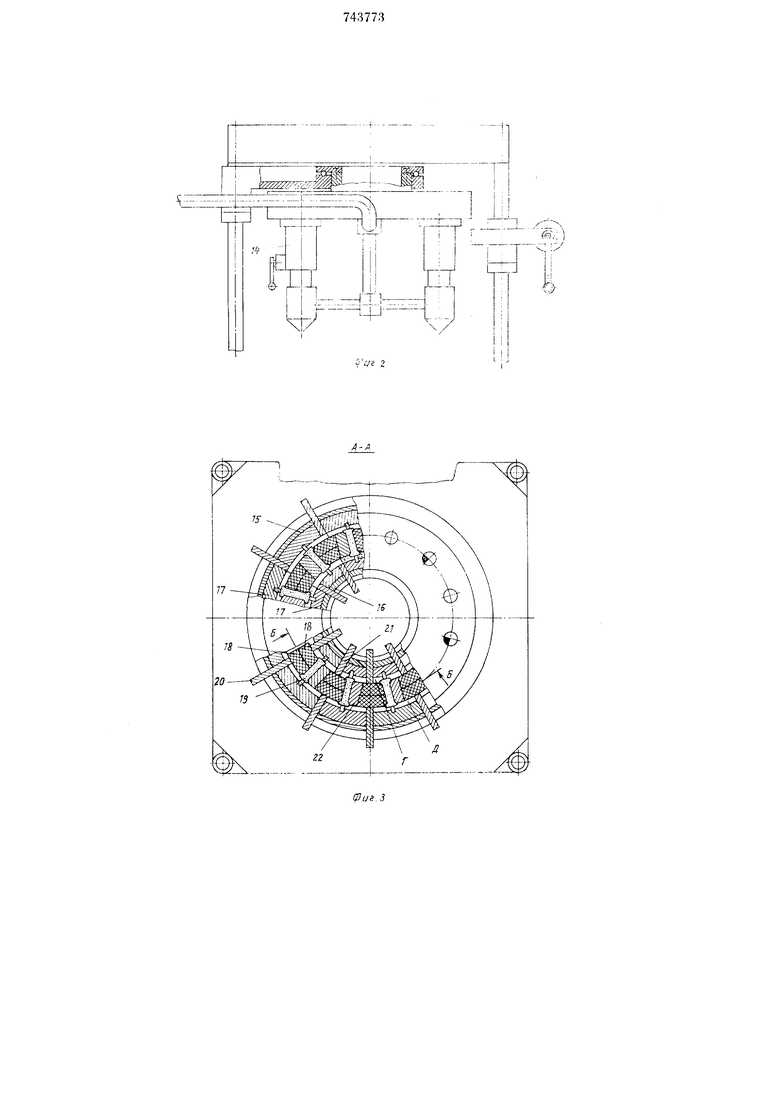
В установке нрессуюпдее устройство 3 может быть выполнено автоматизированным с пзвестнымн средствами для цепт)а,тнзованпо1-о подвода п запрессовкп моделг)ного состава 14 (фпг. 2).
Пресс-форма (фиг. 3) состоит из наружного корпуса 15, внутреннего кориуса 16, наружных н внутренних колец 17, разрезанпых на отдельные вкладышп 18, вставок, фпксируюш,нх модель лопатки 19, паружных 20 п внутренппх 21, перегородок, вкладышей 22, в которые залнт эпоксинласт 23 (фпг. 4).
Установка работает следующим образом.
В иресс-форму 8 вставляются ранее изготовленные модели лопаток 19 (с графнтовымн стержнями) в специальные гнезда и фиксируются вкладышамп 18. Затем собираются остальные детали пресс-формы. Массивные детали устанавливаются подъемно-транспортным устройством 13.
Когда пресс-форма собрана, па нее в местах запрессовки (через окно) ставятся запрессовочные стаканы 7 с расплавленной модельной массой.
С одного стакана запрессовывают одповременпо полостп Г н Д (фпг. 3), ограничеппые перегородками 20 и 21. Перегородки, вставленные одной стороной, разделяют
полость пресс-формы на несколько отдельных HO.iocTeii, а другой стороной - обеспечшкпот Ho.inyio занрессовку модели.
После занрсссовкп прсссуюндее устройст1К) 3 -- отводится в сторону, н подъемнот)ансно Пным устройством 13 производнтся разборка нресс-формы 8. Выталкивание моделн 10 нрпизводится реечным механ1гзмом 11.
лМногоместпое поворотное с регулируемыми точками заирессовкп отпосительно центра установкн прессуюп ее устройство 3 с ручной пли автоматической подачей модельпой массы, ст емпая пресс-форма 8, гнезда н вкладыши для фиксацпи моделей лоиаток (пли других элемеитов модели), иерегородкп 20 и 21 в ирссс-форме, иостоЯ1П1ЫЙ мехагшз.м выталкпвания - все это выгодно от.шчает устаиовку от аиалогов, так как на одной установке, меняя прессформу, можно пзготовпть практически любую выплавляемую круппогабарптную модель или одновремеино несколько мелких, прпчем крупногабаритные модели изготавливаются целиковыми с ми п-1мальными остаточными явлениями от усадки, с высокой размерпой точностью.
Ф о р м у .1 а п 3 о б р е т е п п я
Устаповка для пзготовлеиия круипогаба)1ггных вын:1авляемых моделей, содержащая оиорную колонну н стол с установленной на нем многогнездной нресс-формой с занрессованнымп отверстиями, устройство для запрессовкп модельпой массы со шприцголовками, устройство для извлечения моделей, иодъемно-транспортпое устройство, отлнчающееся тем, что, с целью повышения производительности и качества изготовления крунногабаритпых целпковых моделей, устройство для запрессовки модельной массы выполнено в виде подвижиой иланшайбы, на которой закреплены дискретпо гпездам пресс-формы шприц-головки, прнчем планшайба п подъемно-транснортное устройство закренлены консольпо на колоппах, н каждое из них имеет возможность самостоятельного новорота. Источники информации,
принятые во вннмаппе при экспертизе
1.Ивапов В. П. п др. Механизация литья ио выплавляемым моделям. М., Машгиз, 1959, с. 39-45.
2.Патент США Ns 3766966, кл. 164-249, 1973.
-tpt.
,
mi
I i
)
r/
щ
iTT
In-П 1 ijj
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритной восковой модели рабочей лопатки турбины энергоустановки | 2022 |
|
RU2774510C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления выплавляемыхМОдЕлЕй для КРупНОгАбАРиТНыХСлОжНОфАСОННыХ ОТлиВОК | 1978 |
|
SU799896A1 |
| Способ изготовления выплавляемыхМОдЕлЕй и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU844120A1 |
| Установка для запрессовки модельной композиции в пресс-форму | 1978 |
|
SU737103A1 |
| Способ изготовления выплавляемых моделей | 1988 |
|
SU1523836A1 |
| Способ изготовления выплавляемых моделей | 1981 |
|
SU1045996A1 |
| Установка для изготовления моделей | 1989 |
|
SU1770028A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU772681A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
iZ g
21
В-в
