(54) УСТРОЙСТВО ДЛЯ СТРУЙНОГО ОХЛАЖДЕНИЯ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термического упрочнения сортового проката | 1981 |
|
SU1076462A1 |
| Устройство для охлаждения сортового проката | 1979 |
|
SU855009A1 |
| Охлаждающая роликовая головка | 1981 |
|
SU982837A1 |
| Устройство для охлаждения проката | 1981 |
|
SU990834A2 |
| Роликовая закалочная машина | 1980 |
|
SU1035073A1 |
| Способ охлаждения проката | 1979 |
|
SU874760A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 1971 |
|
SU309049A1 |
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ | 2000 |
|
RU2219254C2 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
1
Изобретение относится к термообработке и может быть использовано для охлаждения сортового проката в потоке с прокатного нагрева.
Известна установка для струйного охлаждения профиля, имеющая верхнее, нижнее охлаждающие устройства и направляющее устройство. Рабочая поверхность верхнего охлаждающего устройства выполнена сегментной, а нижнего - трубчатой с радиально просверленными с переменным шагом отвер тиями .
Недостаток известной установки заключается в отсутствии регулировки интенсивности охлаждения, что не позволяет термообрабатывать на данном устройстве профили с неодинаковой толщиной полок.
Известно устройство для струйнот о охлаждения профилей, содерхсащее механизм транспортирования профиля и охлаждающее приспособление, состоящее из верхней и.нижней частей, выполненных в виде сопел, имеющих возможность возвратно-г поступательного перемещения, и снабженных поворотным насадками 2 .
Недостатком данного устройства является сложность, определяемая большим количеством сопел при охлаждении крупносортного проката и сложность перенастройки охлаждающего приспособления. Известно также устройство.для
струйного охлаждения профиля, содержащее нижний спрейер, коллектор с рабочей поверхностью в виде уголка и закрепленными на нем фиксаторами положения профиля с регулирующими заслонками з.
В известном устройстве отсутствует регулировка ширины охлаждаемых участков, что не позволяет термообрабатывать на нем профили с различной шириной полок.
Цель изобретения - упрощение конструкции и расширение сортамента охлаждаемых профилей.
Поставленная цель достигается тем, что устройство снабжено установленными внутри коллектора с возможностью перемещения вдольего дополнительными заслонками с поперечными
сквозными пазс1ми, при этом, отверстия в коллекторе для выхода охлаждающей жидкости выполнены в виде пазов, совпадающих по шагу и размерам с пазами в дополнительных заслонках, а между
торцовыми стенками коллектора и дополнительными заслонками.установлены уплотнители.
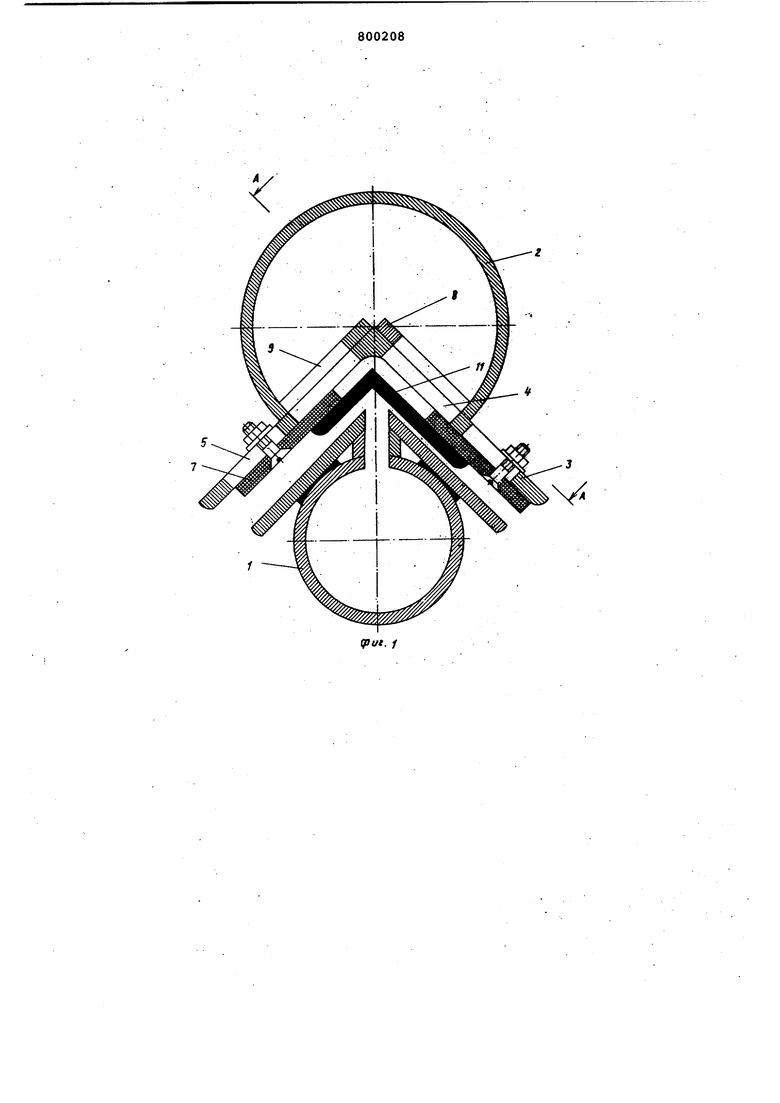
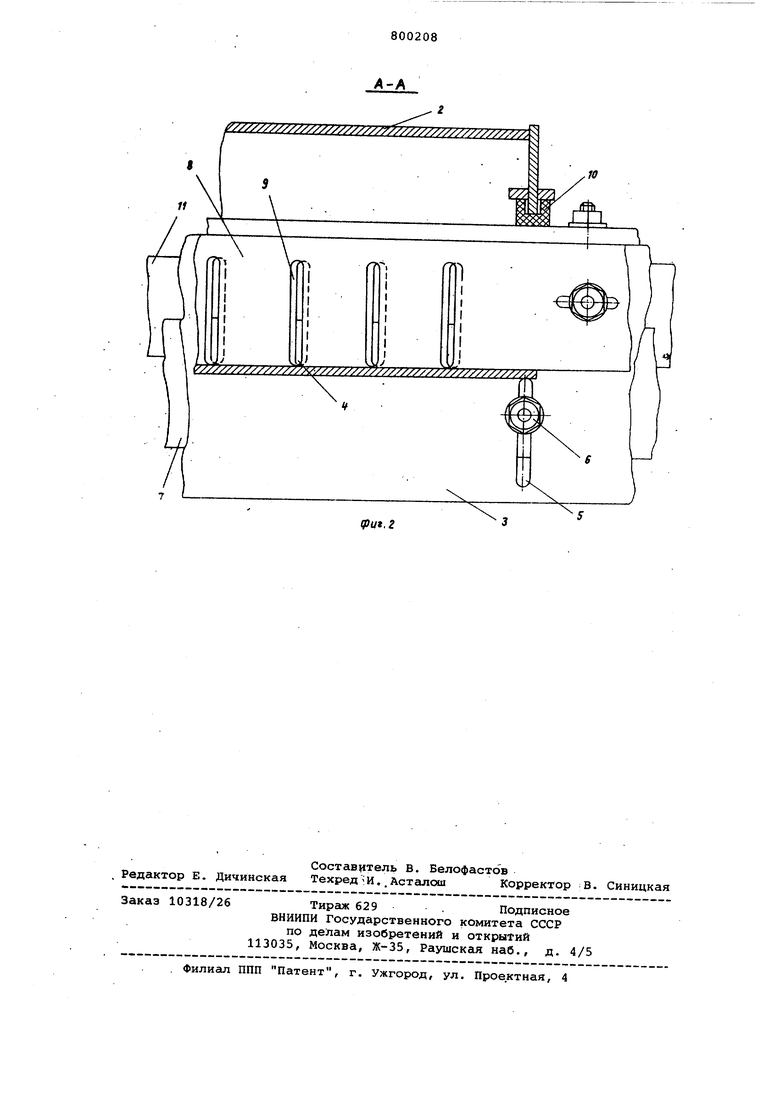
На фиг. 1 изображен коллектор, поперечный разрез на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит.из спрейера 1 и коллектора 2, по всей длине которого сделан продольный вырез, в продольном вьфезе размещен уголок 3, полки которого герметично соединены со стенками коллектора 2, например, посредством сварки. В полках уголка на участке, охваченном коллектором 2 выполнены пазы 4 для подачи охладителя, ориентированные в направлении, поперечном оси устройства. Длина пазов 4 выбирается равной ширине охлаждаемого элемента наиболее крупного из прокатываемых на стане профиле На участках полок уголка 3, не охваченных коллектором 2, выполнены крепежные отверстия 5, параллельные отверстиям пазов 4, для подачи охладителя и имеш|ие одинаковую с ними длину. В крепежных отверстиях 5 размещены винтовые соединения 6, винты жестко соединены с фиксаторами 7, раположенными вне коллектора 2 на полках уголка 3.
Внутри коллектЬра 2, на полках уголка 3 размещены регулирующие заслонки 8, выполненные в виде пластин с пазами 9, совпащающими по шагу и размерам с пазами 4- в полках уголка 3. Между регулирующими заслонками 8 и торцовыми стенками коллектора 2 установлены уплотнители 10, тип. которых выбирается в зависимости от рабочего давления и вида охладителя в коллекторе 2.
Устройство работает следующим образом.
Движущийся профиль 11, поступающий из прокатной клети в устройство, центрируется относительно охлаждающи струй фиксаторами 7. Изменение ширины охлаждающих струй, которые выбираются в зависимости от ширины охлаждаемых элементов профиля и режима охлс1ждения, осуществляется путем изменения положения фиксаторов 7 на полках уголка 3. Изменение толщины струй осуществляется при помощи смещения регулирующих заслонок 8 на полках уголка 3 внутри коллектора 2.
Благодаря широким возможностям регулирования как ширины охлаждаемых участков, так и интенсивности их охлаждения предлагаемое устройство обладает простотой конструкции и высокими технологическими возможностями, так как позволяет осуществлять регулируемое охлажденйр практически всего прокатываемого на стане сортамента профилей.
Формула изобретения
с поперечны1«1 сквозными пазами, при этом отверстия в коллекторе для выхода охлаждакхдей жидкости выполнены в виде пазов, срвпадакедих по шагу и размере с пазами в дополнительных заслонках.
Источники информации, принятые во внимание при экспертизе
)УУ7/7/У//У///// // / У/У// ////////// /
