Изобретение относится к области химик.о-термического: упрочнения изделий и может использоваться при изготовлении изделий с заданным распределением цементованных упрочненных зон.
Известен способ изготовления стальных изделий, содержащий 0,51,2 об.% углерода, заключающийся в том, что прокатывают лист с содержанием углерода ниже 0,25 об.%, затем лист подвергают цементации до достижения необходимого содержания углерода l J.
Недостатком этого технического решения является узкие технологические возможности его использования. Оно может найти применение для обработки только изделий из металлических листов.
Известен также способ изготовления цементованных изделий, включающий механическую обработку, защиту мест, не подлежащих цементации, цементацию и термообработку после цемента1.ии .
Недостатком известного способа является большая продолжительность процесса цементации и ограниченност .возможностей создания изделий с заданным распределением цементированных упрочненных зон.
Цель изобретения - интенсификация процесса цементации и повышение износостойкости обрабатываемых изделий.
Указанная цель достигается тем, что изделия обрабатывают струей окиси алюминия со скоростью 1,1-90 км/с и давлением кг/см , затем
0 проводят цементацию и термообработку (закалку).
Выполнение в указанной последовательности совокупности операций позволяет регулировать скорость диффу5зии углерода и создавать цементованные упрочненные зоны заданной глубины.
Способ осуществляют следующим образом.
0
Упрочняемые изделия обрабатывают струей окиси алюминия в заданных местах, обработанную поверхность зачищают до удалении.микрократеров, выполняют цементацию и термообработ5ку (закалку).
Струя рабочего вещества состоит из частиц порошка окиси алюминия с температурой свыше 1000°С, движущихся со скоростью свьЕие 1,1 км/с-.
0 Частицы порошка окиси алюминия с таними параметрами при столкновении с изделием оказываются способными проникать в объем литого деформированного тела на глубину многократно превьвиающую собственные размеры. Проведение цементации такого материала обеспечивает получение цементованного слоя с большей износостойкостью, микротвердостью, и глубиной по сравнению со слоем,полученным на необработанном струей рабочего вещества материсше.
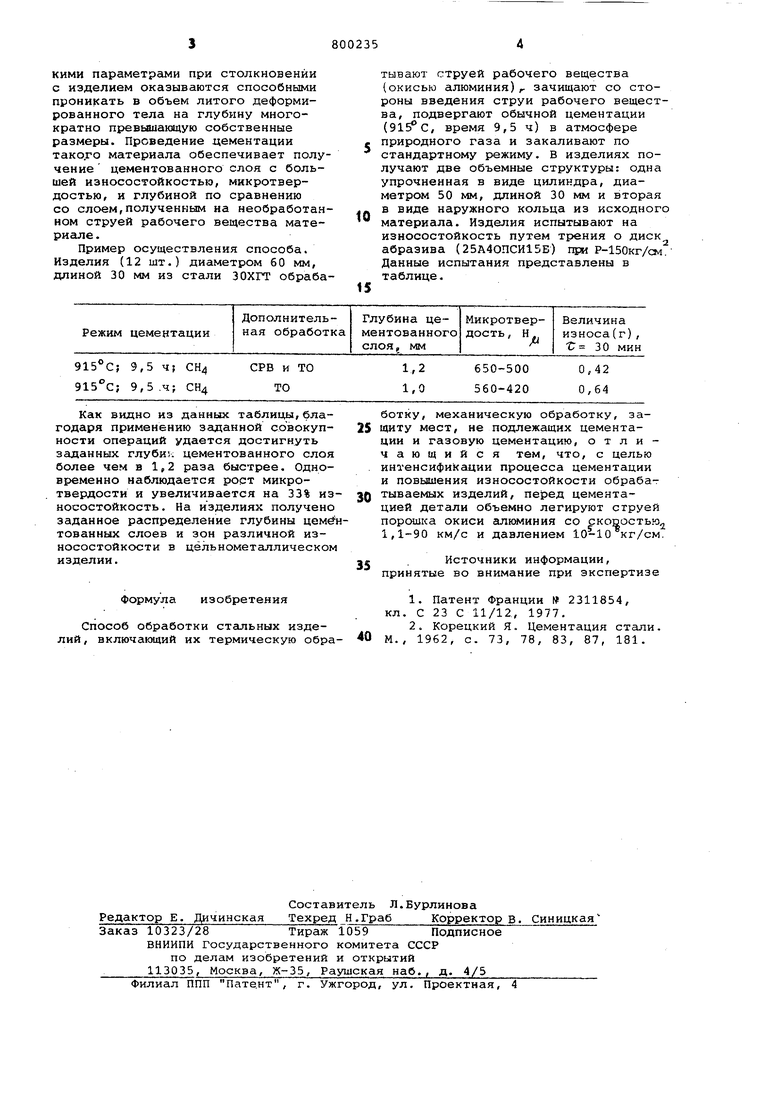
Пример осуществления способа. Изделия (12 шт.) диаметром 60 мм, длиной 30 мм из стали ЗОХГТ обрабатывают струей рабочего вещества (окисью алюминия)г зачищают со стороны введения струи рабочего вещества, подверггиот обычной цементации (, время 9,5 ч) в атмосфере природного газа и закаливают по стандартному режиму, в изделиях получают две объемные структуры: одна упрочненная в виде цилиндра, диаметром 50 мм, длиной 30 мм и вторая в виде наружного кольца из исходного материала. Изделия испытывают на износостойкость путем трения о диск, абразива (25А4ОПСИ15Б) при Р-150кг/с 1. Данные испытания представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ цементации стальных изделий | 1987 |
|
SU1611982A1 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| Состав для нитроцементации стальных изделий | 1989 |
|
SU1696572A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2482203C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| СПОСОБ ЦЕМЕНТАЦИИ | 1989 |
|
RU2037556C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2005 |
|
RU2274674C1 |
| Способ цементации стальных изделий в твердом карбюризаторе | 1989 |
|
SU1654375A1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ АРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ШАРОШЕК БУРОВЫХ ДОЛОТ С ФРЕЗЕРОВАННЫМ ВООРУЖЕНИЕМ | 2005 |
|
RU2275440C1 |
Как видно из данных таблицы,благодаря применению заданной совокупности операций удается достигнуть заданных глубик цементованного слоя более чем в 1,2 раза быстрее. Одновременно наблюдается рост микротвердости и увеличивается на 33% износостойкость . На изделиях получено заданное распределение глубины тованных слоев и зон различной износостойкости в цельнометаллическом изделии. Формула изобретения Способ обработки стальных изделий, включающий их термическую обра ботку, механическую обработку, защиту мест, не подлежащих цементации и газовую цементацию, отличающийся тем, что, с целью интенсификации процесса цементации и повышения износостойкости обрабатываемых изделий, перед цементацией детали объемно легируют струей порошка окиси алюминия со скопостью 1,1-90 км/с и давлением 10-10 кг/см. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2311854, кл. с 23 с 11/12, 1977. 2.Корецкий Я. Цементация стали. М., 1962, с. 73, 78, 83, 87, 181.
