1
Изобретение относится к металлургии и может быть применено в области регулирования диаметра трубы, в многоклетевых двухБал :овых калибровочных или редукционных станах с клетями, попеременно наклоненными в различные стороны под углом 45 к горизонту и под углом 90° друг к другу, в трубопрокатном производстве.
Известна система регулирования диаметра трубы на калибровочном (редукционном) , содержащая датчик температуры трубы, датчик диаметра трубы на входе стана, датчик положения верхнего валка, подключенные ко входам вычислительного устройства и блока моделирования работы калировочного стана, датчик диаметра трубы на выходе стана, подключенный ко входу блока моделирования работы стана, блок уставок, подключенный ко входу вычислительного устройства и устройства управления, подключенного ко входу регулирующего органа, причем блок моделирования работы стана подключен ко входу вычислительного устройства, выход которого соединен со входом устройства управления, дополнительные датчики положения верхнего валка, датчик диаметра трубы
на выходе стана, регулирующий орган устройство управления, блок уставок, вычислительное устройство, блок моделирования работы стана, а также устройство определения, овальности трубы и два корректирующие устройства, причем дополнительный блок уставок подключен ко входу дополнительного ) вычислительного устройства, а ко вхо0дам дополнительного блока моделирования работы стана и вычисл..тельного устройства подключены дополнительный датчик положения верхнего валка, вышеупомянутые датчик температуры трубы
5 и датчик диаметра трубы на входе стана, дополнительный датчик диаметра на выходе стана через дополнительные блок модели работы стана, вычислительное устройство и устройство управле0ния подключен ко входу дополнительного управляющего органа, а вышеупомянутый и дополнительный датчик диаметра трубы на выходе стана через устройство управления овальности трубы
5 и корректирующие устройства подключены ко входам вышеупомянутого и допо.пнительного устройства управления l.
Недостатком известной системы является то, что на входе стана диаметр 0 трубы измеряется одним измерителем,
а труба не всегда имеет форму окружности. Поэтому прогнозирование диаметра трубы в чистовых клетих, которые расположены под углом 90 относительно друг друга происходит с определенной неточностью , что приводит к снижению.выхода годной продукции.
Целью изобретения является увеличение выхода годной продукции.
Поставленная цель достигается тем что предлагаемая система регулирования диаметра трубы на калибровочном (редукционном) стане, содержащая датчик температуры, два датчика положения верхнего валка чистовой клети, соединенные соответственно со входами вычислительных устройств и блоков моделирования работы стана, два датчика диаметра трубы на выходе стана, соединенные с блоком моделирования работы стана и с устройством определения овальности, которое в свою очередь соединено с корректирующими устройствами, а последнее с устройствами управления, входы которых соответственно соединены с вычислительными устройствами,а выходы с регулирующими устройствами, два блока уставок соединены с вычислительными устройствами, с которыми соединены соответс твенно- блоки моделирования работы стана, датчик диаметра трубы на входе стана, дополнительно снабжена вторым датчиком диаметра, трубы установленным на входе стана, соединенным с первыми входами блока вычислительного устройства и блока моделирования работы стана для управления последней чистовой клетью, а первый датчик диаметра трубы на входе стана соединен с первыми входами блока вычислительного устройства и блока моделирования работы стана для управления предпоследнзй чистовой клетью.
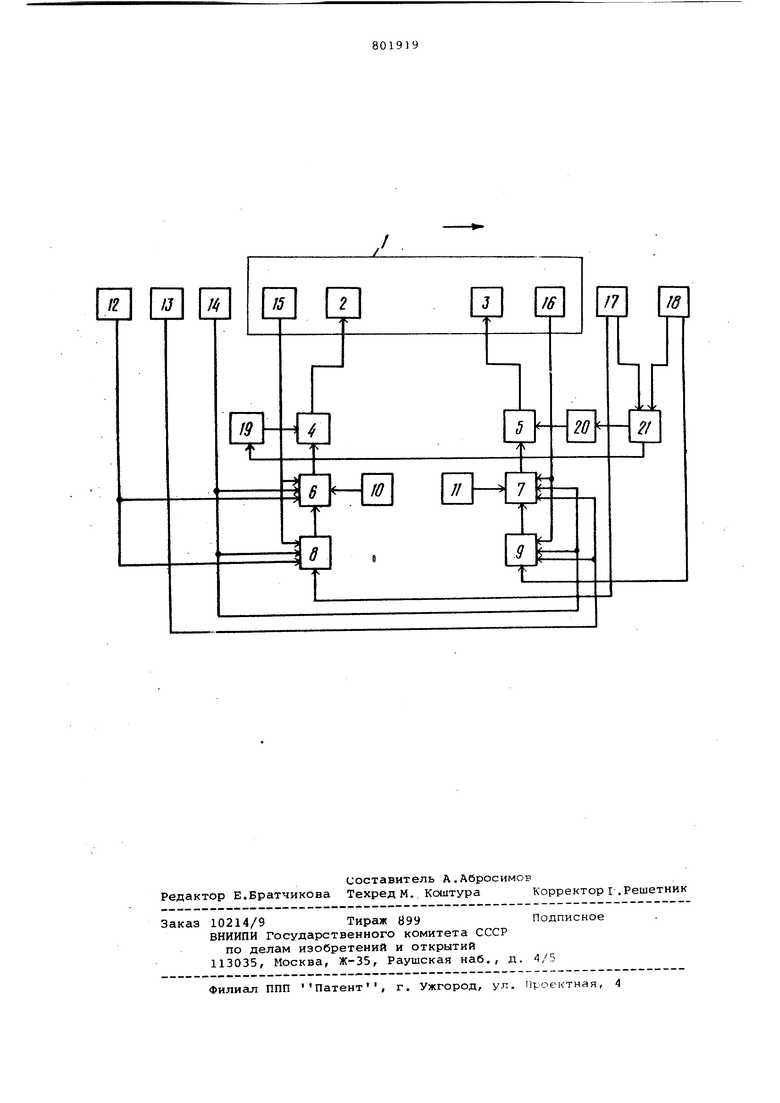
Предлагаемая система регулирования диаметра трубы изображена на чертеже
Регулирование диаметра на калибпозочном (редукционном) стане 1 осуществляется при помощи регулирующих органов 2,3, установленных на последних двух клетях (чистовых). Ко входу регулирующих органов 2,3 подключены устройства управления 4,5,
Обработку измерительной информации осуществляют вычислительные устройства 6,7 которые подключены к устройствам упоавления 4,5.
На входе вычислительных устройств 6,7 подключены блоки 8,9 модели работы стана и уставок 10,11, датчики 12,13 диаметра и датчик 14 температуры трубы на входе стана, датчики 15 и 16 положения верхнего валка предпоследней и последней чистовых клетей. На входе блока 8,9 модели работы стана подключены датчики. 1218, температуры, диаметра на входе стана, положения валков, диаметрана выходе стана.
Ко входу устройства управления подключены вычислительные устройства 6,7 и корректирующие устройства 19, 20, на входах которых подключено устройство 21 определения овальности f. трубы. Ко входу устройства 21 определения овальности трубы подключены датчики диаметра трубы на выходе стана .
Система работает следующим образом.
o На входе системы калибровочного стана с датчиком 12,13 диаметра тру.бы подают следующие параметры D и Dp , измеряемые Е плоскостях Тип, наклоненных в разные стороны под углом 45 к горизонту и под углом 90° друг к другу, температура трубы перед калибровочным станом Т. (датчик 14) и расстояние между валками ац и а| (датчики 15,16) на последних двух
клетях (чистовых).
Выходными параметрами являются: N ON диаметры трубы после калибровочного стана, измеряемые в тех же плоскостях, в которых измеряется труба до калибровочного стана. 5 Прогнозирование выходных параметров диаметра трубы после калибровочного стана в разных плоскостях производится по математической модели: для 1-ой плоскости
N ,,N 2iN-l K,,N-l- K,N
35 ДЛЯ И -ой ПЛОСКОСТИ
ВГ-К . .
т
.0
,,,NM4,N,,N
где Б прогнозируемые диаметры
трубы соответственно
дня I и U плоскости;
D ,D - диаметры трубы перед
калибровочным станом
соответственно для I и и плоскости; Т, - температура трубы перед
калибровочным станом;
а , а .-расстояние между валка ми соответственно предпоследней и последней , чистовых клетей; К- , К- - коэффициенты модели,по лученные по предыдущей
трубе.
Модель калибровочного стана представляется как функциональная зависимость между выходными параметрами Lu и входными параметрами (Т)р, Т, а.) -i
-I:K,,,
л-1
где У - выходной параметр; входные параметры; У - коэффициент модели. Уточнение коэффициентов производите я по формуле jb, .Sj К- . X . V . - к - N tti liN -i,N .N , Ы где У - коэффициент, обеспечивающий наибольшую скорость сходимости коэффициентов ,.-lN,N-N,,M-1,,N-iaK, гдеВр у, , диаметр и температура трубы перед калиброво ным станом; а j - расстояние между валк ми. - J N ) ,-, °5,,ы где p)(y| - средняя сумма квадратов входных величин к М-ном шагу; -средняя сумма квадратов входных величин накоп ления к предыдущему шагу ; d - коэффициент усреднени Производится расчет предсказанно го значения диаметра 0,-V.. .. .В., ,., Л., ., Н ,.,V1-(K,4,,N где Т) - предсказанное значение диаметра трубы на выходе из калибровочного стана; К . - коэффициент модели кали ровочного стана по диаме Если предсказанное значение диа метра трубыD значительно отличает ся от фактического Бу(, то коэффици енты модели уточняются по формуле: .J,NM.1,, ,2.г), ц D где uiN- ---- - величина, характе N ризующая ошибку предсказания; N N фактическое и пре сказанное отклоне ния диаметра труб Проверяется неравенство: (DN-D)PN Если это неравенство выполняется, производится деление опреде ляется Д(; . Если же числитель больше знаменателя, то принимается равной 1, еслиВ)( либо равной - 1, если Иц Т j. Уточнение коэффициентбв модели производится по следующим вЬфажениям; 1 ,,« t - V N,N a,N 2,N-1 S,N %,У4-1 .N Ha величину К накладывается оганичение i.N i,tnan если , выходит за один из преелов, то коэффициент принимается авным этому пределу. На этом заканчивается уточнение одели. Уточнение математической модели согласно вышеописанному принципу происходит в блоках 8,9 модели, которые выдают оценки к1, к , КэСблок Q PJ jf tr V t Q K (блок 9) , полученные в предыдущем шаге. Эти оценки сообщаются вычислительным устройствам 6,7, где производится вычисление величины отклонения валков калибровочного стана. Производится предсказание отклонения диаметра трубы, которое получится без дополнительной подстройки стана (,Т)). Так как целью управления является получение трубы с заданным отклонением от уставки (Онеобт необходимо валок переместить так, чтобы получилось обжатие, равное величине для I плоскости В„еобх - . и для { плоскости тэ.неосх Ввиду того, что допускаемое обжатие на калибровочном стане не может быть больше заданного значения mtnan f .т.е. (),ахЧ необх-)у„ах управляющее воздействие вычисляется по формуле: для предпоследней числовой клети k гм - HeoB4.DiS iT ъ i-t и для последней чистовой клети л о - HaogK.-T3ti « г.-л где К j, Kj коэффициент при aj и aji в модели калибровочного стана. ЕСЛИ СОнеовЧ--, )№УК5ЦИЛИ (ТЗцеос -Т), ), то величину управляклцего воздействия определяют исходя из максимально допустимого обжатия: для предпоследней чистовой клети да ; Ч,-л
или для последней чистовой клети
л N К
i.N-M
На этом заканчивается расчет величины отклонения валков.
Вычислительные устройства 6,7 выдают значения величины дополнительных отклонений л а , А а блокам устройств управления 4,5.
Блок 21 определения овальности работает следующим образом,
В этот блок 21 от датчиков 17, 18 подаются фактические диаметры трубы в двух перпендикулярных- плоскостях после калибровочного стана П, Т
Диаметры трубы сравниваются Д В , и определяется знак лТ)
Затем производится умножение
,
где ci - коэффициент, который определяется эмпирически с учетом сортамента.
Далее происходит размножение. С устройства размножения получаем два значения cf-i и cTj ко-орые соответственно подаются к корректирующим устройствам 19,20.
Каждый из корректирующих устройств состоит из двух блоков.
в первом блоке происходит умножение е - тг-сГКоэффициент определяется эмпирически с учетом сортамента.
Второй блок осуществляет вычитание 1 - е.
На выходе корректирующих устройст 18,20 получаем значения 1 - е, 1 -62 / которые характеризуют овальность трубы. Если окажется, что дВ .f О, тогда е-1 - О и ег-О и значит нет необходимости перемещать валки по причине нарушения овальности.Если же лТЭ ФО , тогда 6 О , e/z. О и происходит перемещение валков по причине нарушения овальности.
Значение 1 - Bi от корректирующего устройства 19 поступает на вход устройства управления 4,а значение 1 -fi-j от корректирующего устройства 20 на вход устройства управления 5.
Устройствами управления 4 и 5 вычисляются новые положения валков чистовых клетей
, в усти а
и, N
И .W
ройстве управления происходит умножение (1 - в ) fik ащ, а затем - сложение.
H,,W-I (-е)йа,
Если овальность не нарушена , тогда е -О
1
Н,М S H,N - -t + u.a N
В этом случае система работает как система управления диаметром.
Когда е- О, тогда система управления кроме диаметра трубы устраняет
ОВсШЬНОСТЬ.
Величины отклонения валков от исходного положения должны удовлетворять условию а
а
ь,м
fniti
vviav
где и величины, которые
задаются оператором перед началом прокатки и представляют собой ограничения на перемещения валков вверх и вниз от исходного положения чистовых клетей.
Во время отработки управляющего воздействия все время производится анализ состояния системы перемещения. После вышеуказанных вычислений
значения
п„ п.п, устройств
и а
M,N
управления (4 и 5) передаются регулирующим органам (2, 3),
Регулирование раствора валков продолжается до тех пор, пока не устранится овальность. Таким образом, предполагаемая система осуществляет повышение выхода годной продукции.
Формула изобретения
Система регулирования диаметра трубы, содержащая датчик температуры, два положения верхнего валка чистовой клети, соединенные соответственно со входами вычислительных устройств и блоком моделирования работы стана, два датчика диаметра трубы на выходе стана, соединенные с блоком моделирования работы стана и с устройством определения овальности, которое в свою очередь соединено с корректирующими устройствами, а последнее - с устройствами управления, входы которых соответственно соединены с вычислительными устройствами, а выходы с
0 регулирующими устройствами, два бло- . ка уставок соединены с вычислительными устройствами, с которыми соединены соответственно блоки моделирования работы стана, датчик диаметра труг бы на входе стана, отличаю.щ а я с я тем, что, с целью увеличения выхода годной продукции, она дополнительно снабжена вторым датчиком диаметра трубы, установленным на входе стана, соединенным с первыми входами блока вычислительного устройст ва и блока моделирования работы стана для управления последней чистовой клетью, а первый датчик диаметра трубы на входе стана соединен с первыми
5 входами блока вычислительного устройства и блока моделирования работы стана для управления предпоследней чистовой клетью.
0 Источники информации,
принятые ио внимание при экспертизе
1. Авто;зснт Г г- илетельство СССР по заявке ff / 8- , 5 кл. В 2) В V и; , -,0.06.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования диаметра трубы на калибровочном(редукционном) стане | 1976 |
|
SU663458A1 |
| Способ автоматического управления калибровочным станом | 1978 |
|
SU774640A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| ПРОВОЛОЧНО-ПРОКАТНАЯ КЛЕТЬ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2010 |
|
RU2528931C2 |
| Способ автоматического управления процессом прокатки в черновой группе клетей непрерывного прокатного стана | 2022 |
|
RU2787290C1 |
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов и система для его осуществления | 1988 |
|
SU1547898A1 |
| Способ прокатки труб повышенной точности | 2022 |
|
RU2793621C1 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| Устройство измерения относитель-НОгО ОбжАТия пОлОСы HA CTAHAX гОРя-чЕй пРОКАТКи | 1979 |
|
SU852395A1 |