Изобретение относится к обработке металлов давлением, а именно к оснаст ке для протяжки, и может быть использовано в кузнечно-прессовом производстве при изготовлении полых изделий. Известен инструмент .для протяжки полых Ш1пиндрических заготовок, содержа щий ступенчатую оправку и бойки ll -Известный инструмент не имеет приспособлений для сьема изделий с оправки, поэтому основная .оксЕка зажимается бойками, а оправка извлекается при помощи обратного хода манипулятора. При охлаждении поковки силы сцепления между ее внутренней поверхностью и наружной поверхностью оправки могут превысить усилие, развиваемое манипулятором при извл чении оправки. В этсм случае образование зазора между оправкой и поковкой осуществляют дополнительными перемещениями столом пресса и манипулятором. При этом возникают пережимы заготовки бойЕами. Это приводит к искажению геомет-i оических форм поковки и задирам на ее внутренней поверхности. В результате необходимо увеличивать припуски, что приводит к перерасходу металла. Наиболее близким по технической сущности к изобретению является инструмент для протяжки полых дилиипрических заготовок, содержащий ступенчатую оправ- ку с размеще1шым на ней .с возможностью перемещения вдоль ее оси кольиевым съй ником, а также бойки f2j. Недостатком этого инструмента является ограниченный ход ; съемника, в результате чего возможен зажим оправки поковкой. Тогда для извлече ния поковки требуются те же приемы, что и в вышеописанном инструменте, а это также приводит к перерасходу металла. В целом же качество работы такого инст румента не отвечает требованиям. Целью изобретения является повышение качества работы инструмента и экономия металла. Поставленная дель достигается тем, что инструмент для протяяски полых штиндрических заготовок , содержащий ступен-
чатую оправку с расположенным на ней с возможностью перемещения вдоль ее оси кольцевым съемником, а также бойки, снабжен упорным копьиом, свободно размещенным на ступени оправки, примыкающей к ее ступени максимального диаметра.
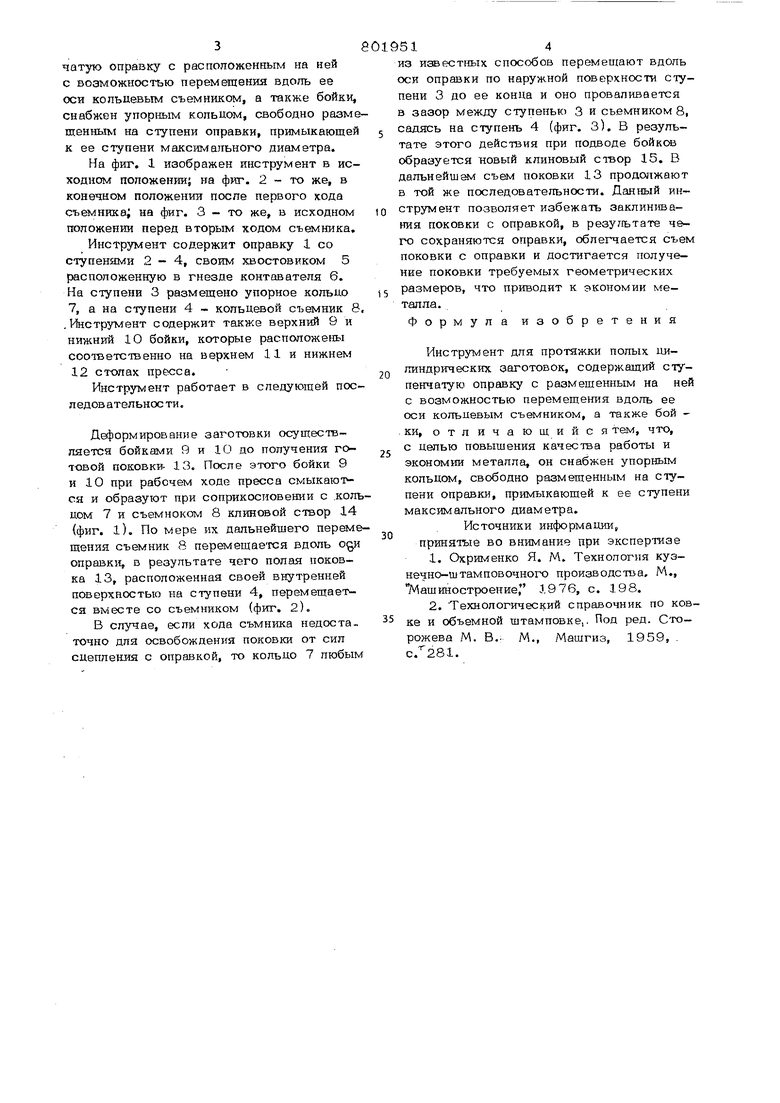
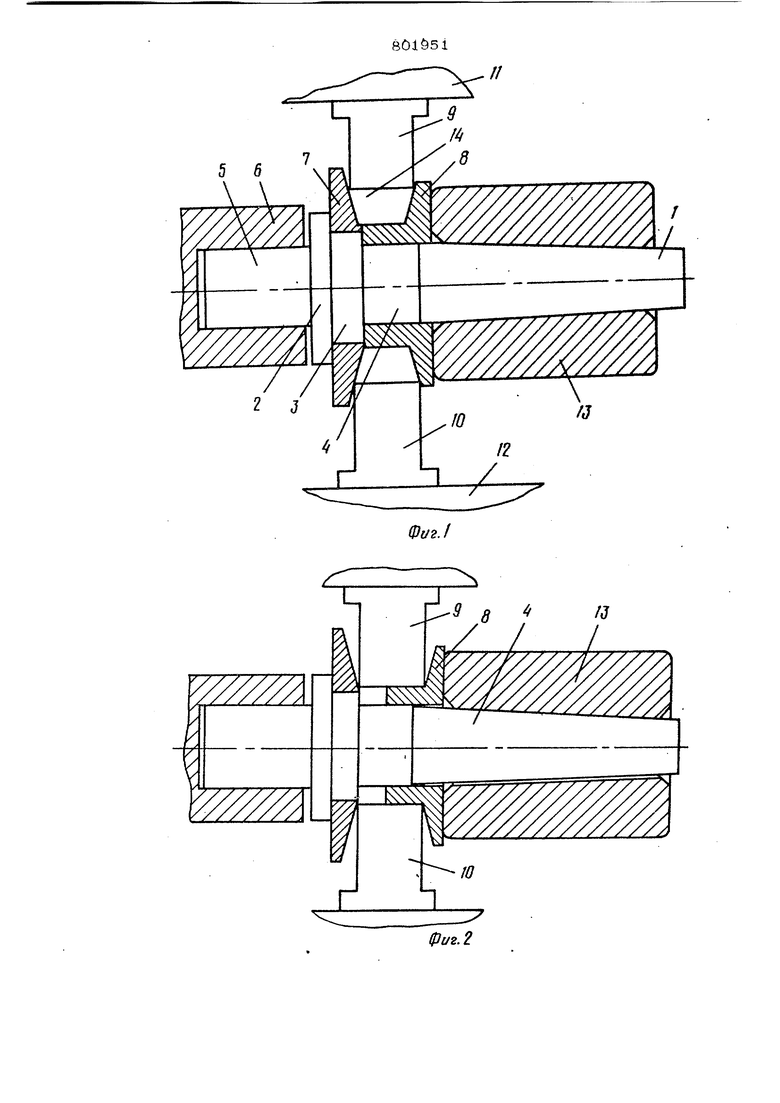
На фиг. 1 изображен инструмент в исходном положении; на фиг. 2 - то же, в конечном положении поспе первого кода съемника; на фиг. 3 - то же, в исходном положении перед вторым ходом съемника.
Инструмент содержит оправку 1 со ступенями 2-4, своим хвостовиком 5 рас положенную в гнезде контавателя 6. На ступени 3 размещено упорное кольио 7, а на ступени 4 - кольцевой съемник 8 .Инструмент содержит также верхний 9 и нижний 10 бойки, которые расположены соо1ветственно на верхнем Ни нижнем 12 столах пресса,
Инструмент работает в следующей последовательности.
Деформирование заготовки осуществляется бойками 9 и 1О до получения готовой поковки- 13. После этого бойки 9 и 1О при рабочем ходе пресса смыкаю1 ся и образуют при соприкосновении с .кольцом 7 и съемноком 8 клиновой створ 14 {фиг. 1). По мере их дальнейшего перемещения съемник 8 перемещается вдоль о оправки, в результате чего полая поковка 13, расположенная своей внутренней поверхностью на ступени 4, перемещается вместе со съемником (фиг. 2).
В случае, если хода съмника недоста, точно для освобождения поковки от сил сцепления с оправкой, то кольцо 7 любым
из известных способов перемещают вдоль оси оправки по наружной поверхности ступени 3 до ее конца и оно проваливается в зазор между ступенью 3 и съемником 8, садясь на ступень 4 (фиг. З). В результате этого действия при подводе бойков образуется новый клиновый створ 15. В дальнейшем съем поковки 13 продолжают в той же последовательности. Данный инструмент позволяет избежать заклинивания поковки с оправкой, в резуггьтате чего сохраняются оправки, облегчается съем поковки с оправки и достигается получение поковки требуемых геометрических размеров, что приводит к экономии металла. Формула изобретения
Инструмент для протяжки полых цилиндрических заготовок, содержащий ступенчатую оправку с размешенным на ней с возможностью перемещет1я вдоль ее оси кольцевым съемником, а также бой ки, отличающийся тем, что, с целью повышения качества работы и экономии металла, он снабжен упорнъхм кольцом, свободно размещенным на ступени оправки, примыкающей к ее ступени максимального диаметра.
Источники информации, принятъш во внимание при экспертизе
1.Охрименко Я. М. Технология кузнечно-штамповочного производства, М., Машиностроение, 1976, с. 198.
2.Технологический справочник по ковке и объемной штамповке,. Под ред. Сто- рожева М. В.. М., Машгиз, 1959, . с..
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для протяжки полых цилиндрических поковок | 1985 |
|
SU1400746A1 |
| Инструмент для кузнечной протяжки полых заготовок | 1984 |
|
SU1217541A1 |
| Способ получения полых изделий | 1980 |
|
SU869925A1 |
| Способ ковки поковок | 1976 |
|
SU683844A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Инструмент для пережимки поковок | 1988 |
|
SU1551465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
uz.2 W// .
Фи2.д ,
