(54) ClioCOB ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Инструмент для протяжки полыхциллиНдРичЕСКиХ зАгОТОВОК | 1978 |
|
SU801951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
| Инструмент для протяжки полых цилиндрических поковок | 1985 |
|
SU1400746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Способ изготовления поковок | 1988 |
|
SU1540916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| Кузнечный инструмент для протяжки | 1987 |
|
SU1542688A1 |
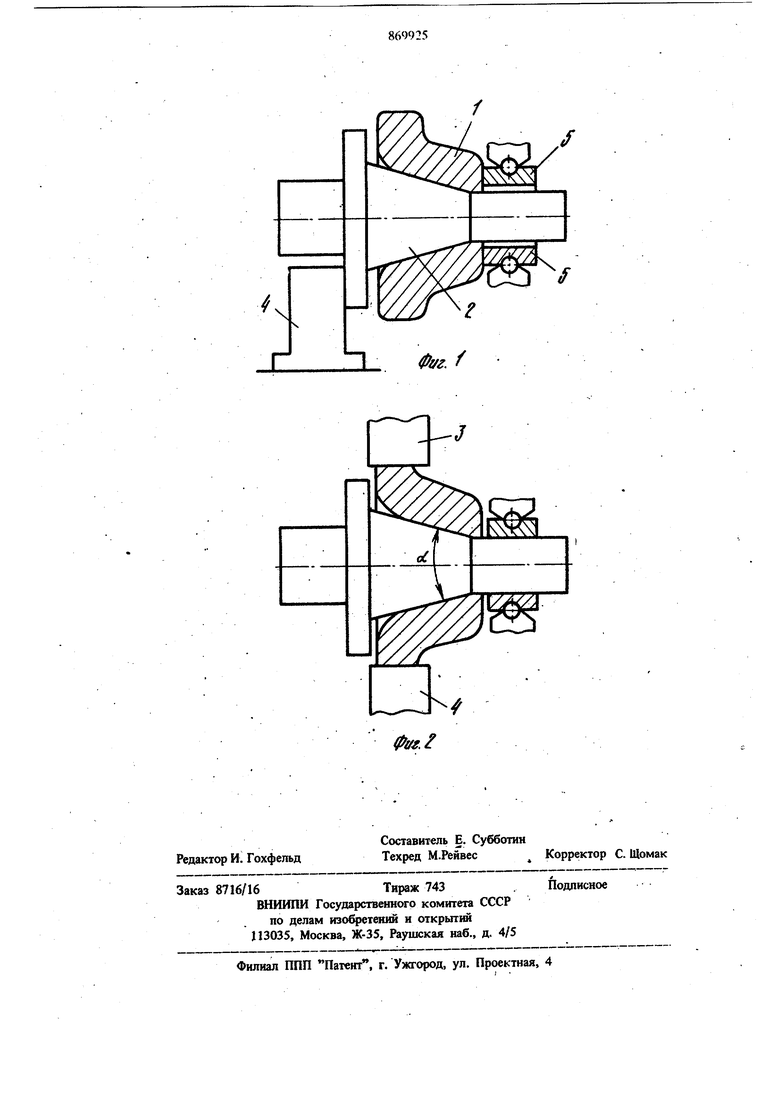
Изобретение относится к обработке металло давлением, а именно к способам получения полых изделий. Известен способ получения полых изделий путем протяжки полой поковки на конусной оправке кузнечными бойками 1. Недостатком известного способа является значительный расход металла при получении изделий с конусностью выше 1:50, так как оправка с большей конусностью при ковке выскальзывает из отверстия поковки в направлении, «обратном протяжке. При этом можно получить только цилиндрическую поковку. Целью изобретения является экономия рас хода металла при получении изделий с конусностью свыше 1:50. Для этого в способе получения полых изделий путем протяжки полой поковки на консно оправке кузнечными бойками в процессе рабочего хода бойков к оправке прикладывают уси лие Р в направлении подачи поковки при протяжке, определяемое соотношением Р sin а Р 2Р fjjp. где Р - усилие, прикладываемое к оправке в направлении подачи поковки при протяжке в процессе рабочего хода бой ков;Psina- реактивное усилие со стороны поковки на оправку в направлении, обратном протяжке; 2 fj f - реактивное усилие со стороны бойков на поковку в направлении, обратном протяжке; Р( усилие обжатия при ковке; а - угол наклона при врершине конусной ступ&т оправки; f rt - коэффициент трення между бойками и поковкой. На фиг. 1 показано положение поковки на оправке при обратном ходе пресса; на фиг. 2 положение оправки относительно поковки при рабочем ходе. Способ осуществляется следующим образом. Поковку 1 надевают на конусную оправку 2 и куют бойками 3 и 4, при зтом зажимными губками 5 кантователя захватывают оправку со СТОРОНЫ вершины конусной ступени оправки 2. 386 При обратном ходе верхнего бойка 3 оправку перемешают до упора, например, нижнего бойка 4 и зажимные губки 5 освобождают от сцепления с оправкой. Затем зажиля 1 перемещают в сторону поковки и через торцы зажимов осуществляют перемещение поковки параллельно оси оправки в сторону основания конуса (фиг.1) После этого осуществляют ход приближения бойка, который включает в себя холостой и рабочий ходы. При холостом ходе зажимы захватывают оправку, и она устанавливается на нижний боек деформируемым участком. С началом рабочего хода поковку обжимают бойками, а зажимы в сомкнутом положении с оправкой перемещают параллельно оси поковки в направлении ее протяжки. В зоне обжатия, между поковкой и оправкой в осевом направлении действует выталкивающая сила в направлении, обратном где Ру - усилие обпротяжке, равная жатия при ковке, а а - угол наклона при вершине конусной ступени оправки. Оправку во избежание ее быстрого износа и заклинивания с поковкой смазывают. Оправки с конусностью 1:50 и более начинают выскальзывать при ковке из отверстия поковки в направлении, обратном протяжке. Козффициент трения между поковкой и оправкой при наличии смазки может быть численно меньше, чем тангенс угла наклона конусной ступени оправки tg а. Поэтому минимальное усилие, которое необходимо приложить к оправке во избежание ее выскальзывания при обжатии, должно быть равно R sin а. Это усилие необходимо прикладывать к оправке в направлении протяжки. В то же время максимальное усилие, прикладашаемое к оправке в направ лении протяжки, выбирается из условия исключе НИЛ выскальзывания поковки из-под бойков при ковке. Принимаем его равным или меньшим 2Р. fл где f j - коэффициент трения между поковкой и бойком при ковке. Максимальная величина данного коэффициента принимается исходя из величины максимального касательного напряжения. На контактной поверхности поковк с бойком максимальное касательное напряжение принимается равным 0,5 Р,, исходя из того, что максимальный коэффициент трения берется равным 0,5. Поэтому в процессе рабочего хода бой ков к справке прикладывают усилие в направтении подачи поковки при протяжке, равное P,,. При этом оправка плотно прижимается к поковке, и последняя может натягиваться на оправку, т. е. кроме деформации от обжатия бойками получаем деформацию при натягивании тюковки на оправку. Натягивание поковки на оправку во время ее обжатия позволяет получить качественную поковку и по наружной поверхности, так как при одовременном ее обжатии и натягивании на поледних проходах не образуются бочки и зажимы, а получаются плавные переходы (фиг. 2), В результате этого можно увеличить величину бжатия, и, следсжательно, повысить и произодительность -процесса. П р и м е р. В качестве заготовки использована полая обечайка из стали 48ТС, наружным диаметром 1600.мм, высотой 460 мм и шириной стенки 480 мм. Требовалось получить поковку высотой 980 мм С внутр:;нними окружностями по основанию 660 мм и по BepuiHHe 580 мм, толщиной стенки 220 мм. Протяжка данной заготовки производилась на оправке с конусностью 1:20. По предлагаемому способу на прессе усилием 3200 ТС была получена поковка с требуемыми размерами. Описываемый способ обеспечивает экономию металла. Формула изобретения, Способ попучеиия полых изделий путем протяжки полой поковки на конусной оправке кузнечными бойками, отличающийс я тем, что, с целью экономии металла при полуяенин Изделий с конусностью свыще 1:50, в процессе рабочего хода бойков к оправке прикладывают усилие Р в направлении подачи по ковки при протяжке, определяемое соотношениемP,,|, - усилие, прикладываемое к оправке в направлении подачи поковки при протяжке в процессе рабочего хода бойков; Р si па- реактивное усилие со стороны поковки на оправку в направлении, обратном протяжке; реактивное усилие со стороны бойков на поковку в направлении, обратном протяжке; - усилие обжатия при ковке; а - угол наклона прИ вершине конус ной ступени оправки; f л - коэффициент трения между бойками и поковкой. Источники информации, принятые во внимание, при экспертизе 1. Охримешсо Я. N1. Технология кузнечнотамповочного производства, М., Машиностроеие, 1966, с. 214.
фуг. f
Ф1№,1
