-1 2222772 .
6 /.
О5
y////j 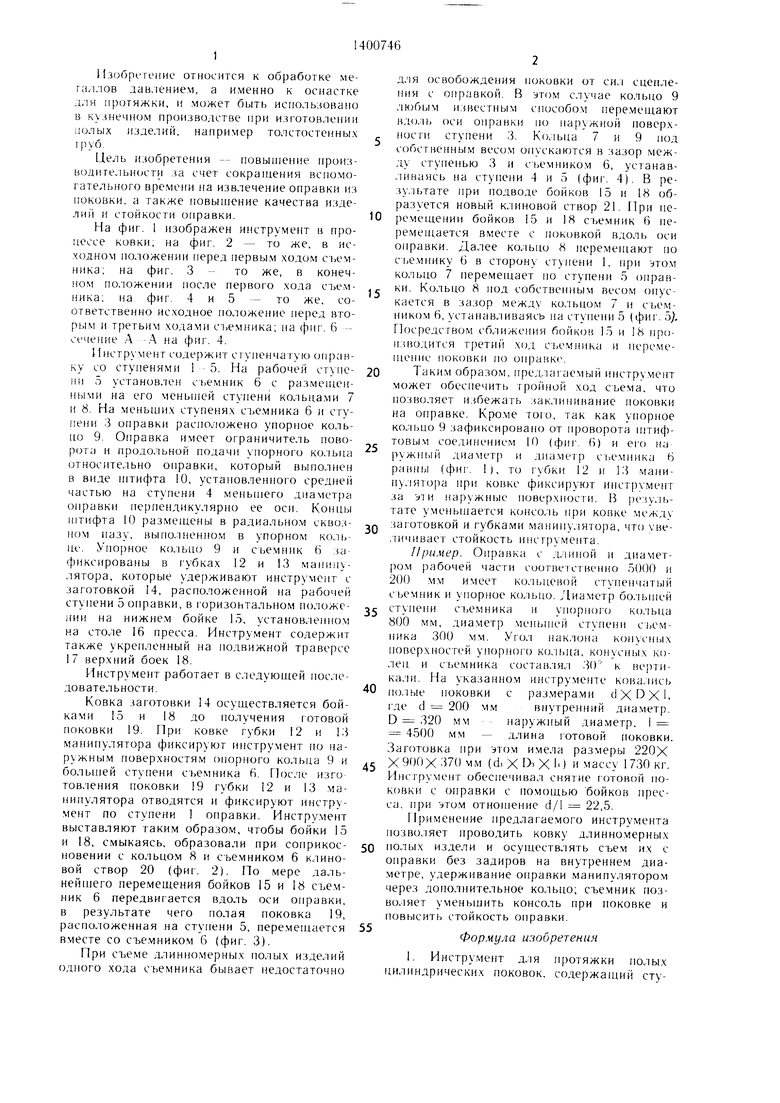
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для протяжки полыхциллиНдРичЕСКиХ зАгОТОВОК | 1978 |
|
SU801951A1 |
| Способ изготовления полых цилиндрических поковок преимущественно ступенчатой формы | 1987 |
|
SU1447517A1 |
| Способ получения полых изделий | 1980 |
|
SU869925A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ изготовления полых изделий | 1985 |
|
SU1286333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| Способ ковки полых поковок и устройство для его осуществления | 1989 |
|
SU1625574A1 |
Изобретение относится к обработке .металлов давлением, а именно к оснастке для протяжки, и может быть использовано при изготовлении толстостенных длинномерных полых изделий. Цель - расширение технологических возможностей и увеличение стойкости инструмента. Инструмент содержит ступенчатую оправку, кольцевой ступенчатый съемник и упорное кольцо, а также пару колец 7 и 8 в форме усеченного конуса. Имеется также ограничитель поворота и продольной подачи упорного кольца. Кольца устанавливаются на меньшей ступени съемника 6 с возможностью перемещения по оправке. Наружный диаметр упорного кольца 9 равен наружному диа.метру большей ступени съемника. По наружным диаметрам ст емника и упорного кольца происходит захват инструменга манипулятором. Во время съема поковки верхний боек 18 действует на клиновой створ, образуемый конусны.ми поверхнос1ями пары колец 7 и 8. Инструмент позволяет х величить величину хода съемника и тем са.мым снимать с оправки длинномерные поковки, а также уменьшить величину консольной части оправки, увеличивая ее стойкость. 1 3. п. ф-лы, 6 ил. i (Л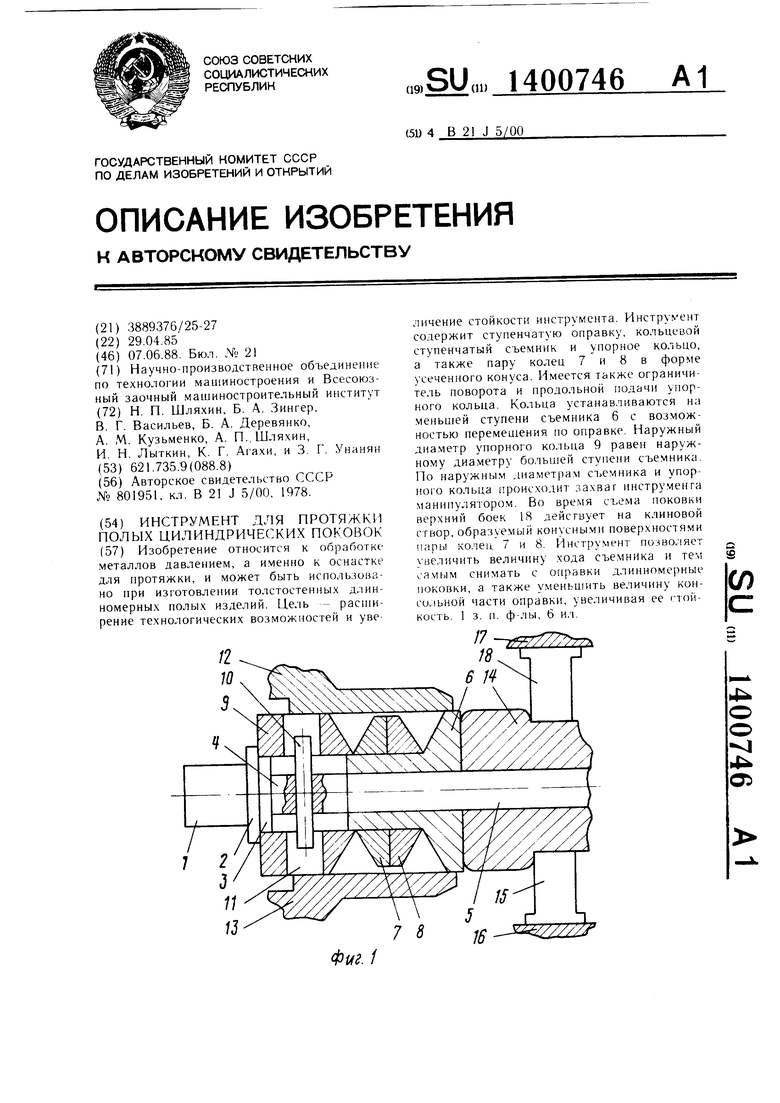
Фш. 1
Изобретение относится к обработке металлов давлением, а именно к оснастке для протяжки, и может быть использовано в кузнечном производстве при изготовлении полых изделий, например толстостепных груб.
Цель изобретения -- повышепие производительности за счет сокраихения вспомогательного времени на извлечение оправки из поковки, а также повы1пение качества изде- лиГ| и стойкости оправки.
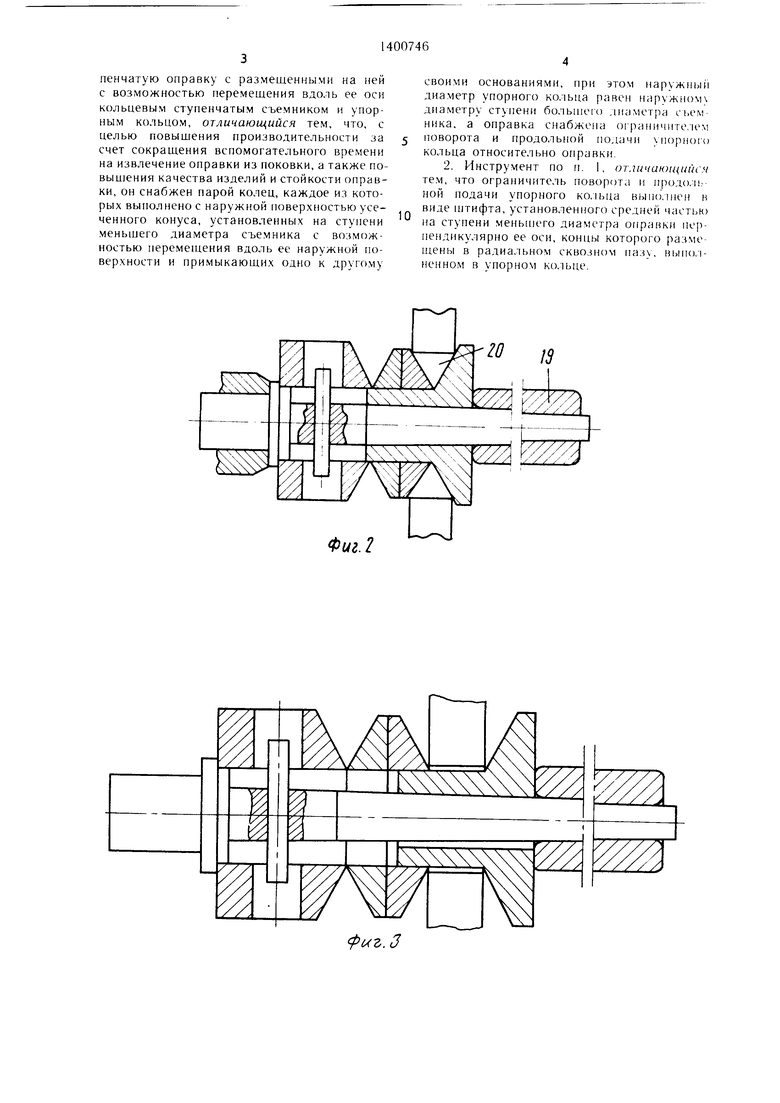
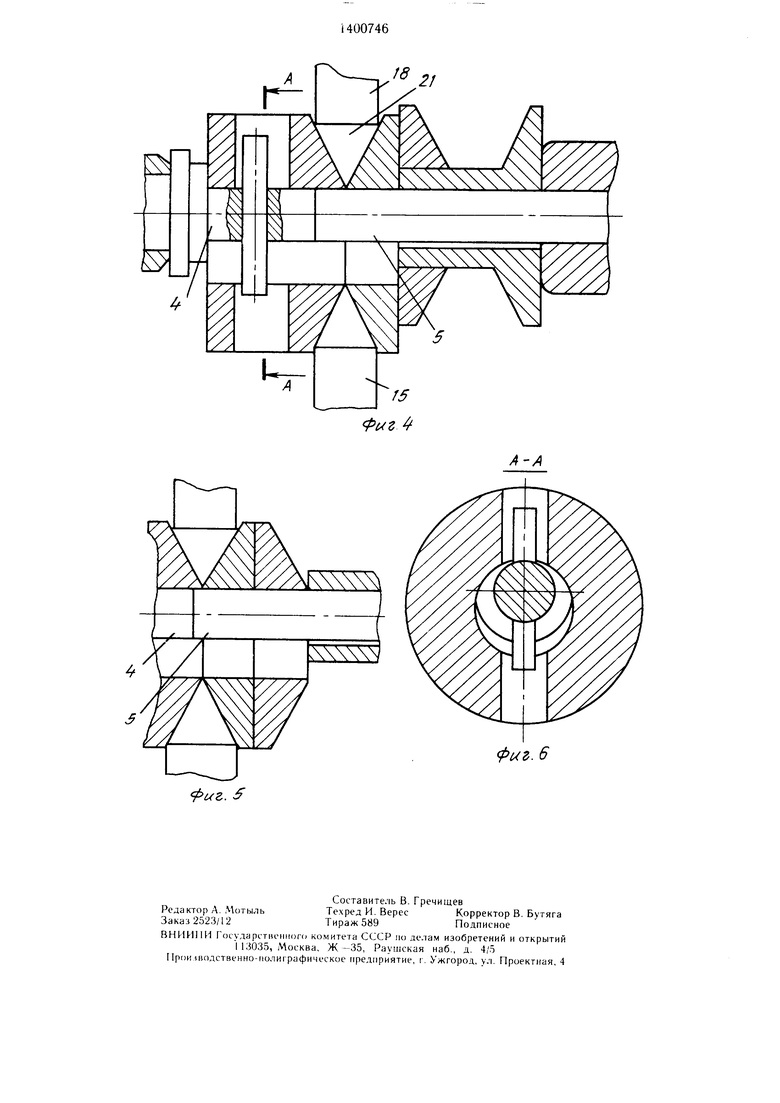
На фиг. 1 изображен инструмент в процессе ковкп, на фиг. 2 - то же, в исходном положении перед первы.м ходом с ьем- ника; на фиг. 3 - то же, в конечном положении после первого хода ника; на фиг. 4 и 5 - то же, соответственно исходное положение перед вторым и третьим хода.ми С11емника; на фиг. 6 - сечение .Л .Л на фиг. 4.
Инструмент содержит ci упенчатую оправку со ступенями 1 5. На рабочей ступе- ип 5 установлен сьемнпк 6 с разметенными на его меньп1ей ступени кольпа.ми 7 и 8. На меньших ступенях ст.емника 6 и ступени 3 оправки расположено упорное коль- по 9. Оправка имеет ограничитель поворота и продольной подачи упорного кольпа относительно оправки, который выполнен в виде П1тифта 10, установленного средней частью на ступени 4 меньп его диаметра оправки перпендикулярно ее осп. Копцы штифта 10 размеп;епы в радиальном сквозном назу, выпо.чненном в упорном кольце. Упо)ное кольцо 9 и сьемнпк 6 зафиксированы в г убках 12 и 13 манипулятора, которые удерживают инструмент с заготовкой 14, расположенной на рабочей ступени 5 оправки, в горизонтальном положе- НИИ на нижнем бойке 15, установленном на столе 16 пресса. Инструмент содержит также укрепленный на подвижной траверсе 17 верхний боек 18.
Инструмент работает в следующей последовательности.
Ковка заготовки 14 осуществляется бойками 15 и 18 до получения готовой поковки 19. Ири ковке губки 12 и 13 манипулятора фиксируют инструмент по наружным поверхностям онорного кольца 9 и болыией ступепи съемника 6. После изго товления поковки 19 губки 12 и 13 манипулятора отводятся и фиксируют ипстру- мепт по ступени 1 оправки. Инструмент выставляют таким образом, чтобы бойки 15 и 18, смыкаясь, образовали при соприкос- новении с кольцо.м 8 и съе.мнико.м 6 клиновой створ 20 (фиг . 2). По мере дальнейшего перемещения бойков 15 и 18 съемник 6 передвигается вдоль оси оправки, в результате чего полая поковка 19, расположенная на ступени 5, пере.мепаается вместе со съемником 6 (фиг. 3).
При съеме длинно.мерных полых изделий одпого хода съемника бывает недостаточно
5
5
0
0 5
0
0 5
0
5
для освооождения поковки от сил сцепления с оправкой. В атом случае кольцо 9 любым пзвестным способом перемещают вдоль оси оправки по паружной поверхности ступени 3. Кольца 7 и 9 под собственным весо.м опускаются в зазор между ступенью 3 и сьемником 6, устанавливаясь на ступени 4 и 5 (фиг. 4). В результате при подводе бойков 15 и 18 образуется новый клиновой створ 21. Ири перемещении бойков 15 и 18 с ьемник 6 перемещается вместе с поковкой вдоль оси оправки. Далее кольцо 8 перемещают по съе.мнику 6 в сторону ступени 1, нри это.м кольцо 7 перемеп ает по ступени 5 онрав- ки. Кольцо 8 под собственным весом опускается в зазор между ко.тьпом 7 и сьемником 6, устанавливаясь на ступени 5 (фиг. 5. Посредством сближения бойков 15 и 18 про- 113 одится т)етий ход С1А мника и перемещение поковкп по оправке.
Таким образом, нред.тагаемый инстру.мент может обеспечить троГшой ход съема, что позволяет избежать заклипивапие поковки на оправке. Кроме того, так как упорное кольцо 9 зафиксировано от проворота товы.м соединением 10 (фиг. (i) и его на ружпый диаметр и диамегр сьемника 6 равны (фи1 . 1), то губки 12 и 13 мани- пу,1ятора нри KoiiKe фиксируют ипструмепт за эти наружр1ые поверхности. В .Н зу.ть- тате уменьшается консоль при ковке между заготовкой и губками манипулятора, что уве- .гичивает стойкость ипст|)умента.
Пример. Оправка с длиной и диамет- 5ОМ рабочей части соогве1сгненно 5000 и 200 м.м имеет кольцевой ступенчат1 1Й сьемпик и упорное кольцо, / иаметр бо.чьшей ступепи сьемника и упсзрногс; ко.мьца 800 мм, диаметр меньшей ступенп сьем- пика 300 .мм. Уг о. наклона KOHycni ix поверхпостей упорного кольца, конусн1)1х колец и С1 емника состав,1ял 30 к верти- ка, 1И. На указанном инструменте кова.шсь полые поковки с размерами dXDXL где d 200 ммвнутренний диаметр.
D 320 ммнаружный диаметр, I
4500 мм - длина готовой поковки. Заготовка при утом имела размеры 220Х X 900Х 370 мм (d. X 1)з X Ь ) и массу 1730 кг. Инструмент обеспечивал снятие г отовой поковки с оправки с помощью бойков пресса, при это.м отношение d/1 22,5.
Применение нредлагае.мого инструмента позволяет проводить ковку длинномерных полых издели и осуществ. 1ять съе.м их с оправки без задиров на внутреннем диа- .метре, удерживание оправки манипуляторо.м через дополнительное кольцо; съемник позволяет уменьшить консоль при поковке и повысить стойкость оправки.
Формула изобретения
Фиг. 2
своими основаниями, при этом наружны диаметр упорного ко.пьца равен наружном} диаметру ступени больпкмч) диаметра сьем- ника, а оправка снабжена ограничите, 1ем поворота и продольной подачи упорного кольца относительно оправки.
Ч 13
фиг.З
фиг. 6
| Инструмент для протяжки полыхциллиНдРичЕСКиХ зАгОТОВОК | 1978 |
|
SU801951A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
