Цель достигается тем, что описанный станок снабжен дополнительной угловой головкой с торцовой фрезой, шпиндель которой расположен в горизонтальной плоскости под углом к направляющим перемещения стойки, а контур рабоч.ей поверхности наконечника копировального прибора, взаимодействующего с дугрВ1Л.1 копиром, выполнен в соответствии с профилем проекции рабочей части торцово Фрезы на плоскость, перпендикулярную образующей цилиндрической поверхности обрабатываемой стенки.
Кроме того ползун снабжен дополнительными шариковыми направляющими для наконечника выиеуказанного прибора ,
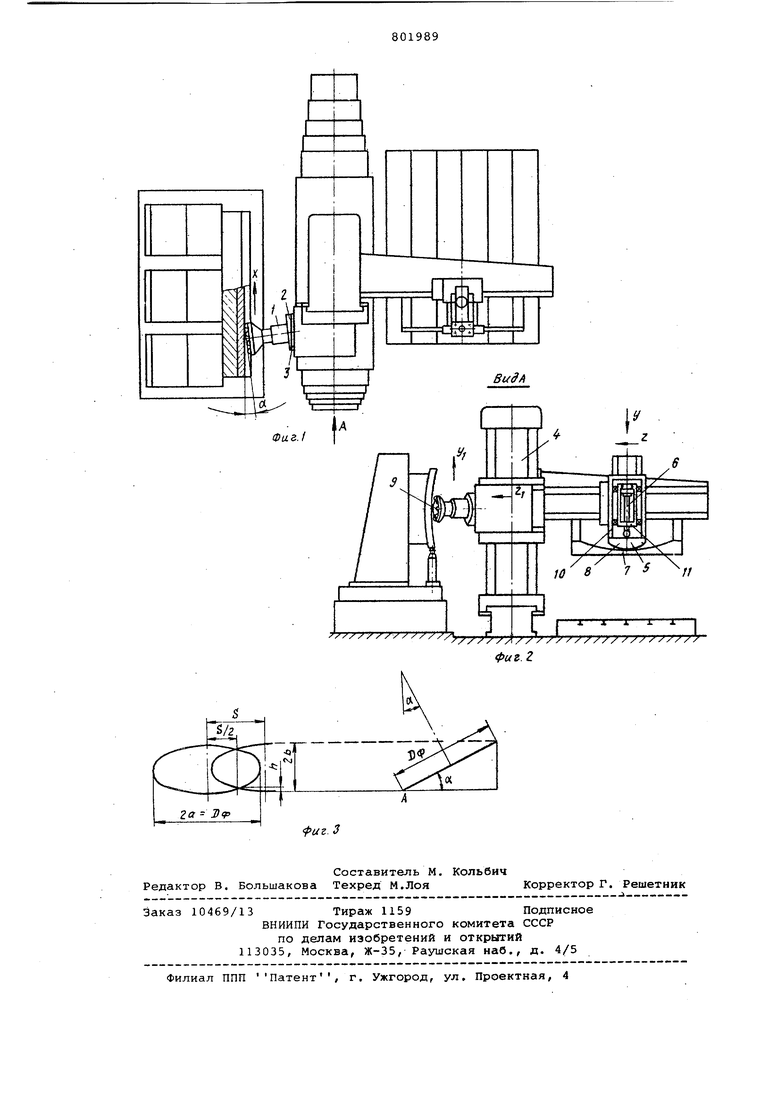
На фиг, 1 показан станок, вид сверху; на фиг. 2 - вид А фиг. 1; на фиг, 3 - схематически изображены наклон торцовой фрезы и проекция ее рабочей части на плоскость, перпендикулярную образующей обрабатываемой цилиндрической поверхности детали.
Дополнительная угловая головка 1 через переходный фланец 2 крепится к пиноли 3 станка таким образом, что ось ее развернута в горизонтальной плоскости на расчетный угол d- по отношению к направляющим перемещения стойки 4 в зависимости от радиуса кривизны детали и диаметре фрезы. Наконечник 5 копировального прибора 6 (фиг.2) контактирует с дуговым копиром 7 своей рабочей поверхностью 8, контур которой соответствует проекции рабочей части 9 (фиг, 3) торцовой фрезы на плоскость, перпендикулярную образующей обрабатываемой цилиндрической поверхности стенки. Для разгрузки копировального прибора б от веса наконечника 5, имеются дополнительные шариковые направляющие 10, смонтированные на ползуне 11
Обработку цилиндрических поверхностей на предлагаемом станке ведут следующим образом.
В шпиндель угловой головки 1 устнавливают твердосплавную торцовую фрезу. Поскольку ось шпинделя угловой головки 1 развернута в горизонтальной плоскости на расчетный угол d- по отношению к направляющим перемщения стойки 4, то проекция рабочей части 9 торцовой фрезы на плоскость перпендикулярную образующей обрабатываемой цилиндрической поверхности представляет собой эллипс (фиг. 3) параметрами
а , в -а slnot ,
где а - большая полуось эллипса;
в - малая полуось эллипса; Дф - рабочий диаметр торцовой
фрезы;
(У. - угол наклона фрезы. На некоторой ширине участка полосы, обрабатываемой за один проход, радиус кривизны эллипса близок к радиусу, обрабатываемой цилиндрической поверхности Ширина этого участка определяется допустимой величиной волнистости обрабатываемой поверхности и определяет ширину строчки S (периодическую подачу) , Задающей является горизонтальная подача вертикальной стойки станка вдоль 5 оси X, В конце прохода происходит
включение вертикальной (периодической) подачи бабки вдоль оси у, а жестко связанной с ней копировальной каретки - вдоль оси Z. При этом наконечник 5 копировального прибора 6 взаимодействует с дуговым копиром 7 своей рабочей поверхностью 8, вследствие чего происходит перемещение фрезы вдоль оси z .
Затем повторяется горизонтальный проход. Обработка всей цилиндрической поверхности ведется горизонтальными стройками.
Формула изобретения
1. Копировально-фрезерный станок для обработки стенок металлургических кристаллизаторов непрерывной
разливки по авт. св. № 510323, о тличающийся тем,.что, с целью повышения производительности, станок снабжен дополнительной угловой головкой с торцовой фрезой,
шпиндель которой расположен в горизонтальной плоскости под углом к направляющим перемещения стойки, а контур рабочей поверхности наконечника копировального прибора, взаимодействующего с дуговым копиром,выполнен в соответствии с профилем
проекции рабочей части торцовой фрезы на плоскость, перпендикулярную образующей цилиндрической поверхности обрабатываемой стенки,
2, Станок поп, 1, отличающийся тем, что, с целью разгрузки копировального прибора, ползун снабжен дополнительньами шариковыми направляющими для наконечника
вышеуказанного прибора.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР-. № 510323, кл, В 23 С 1/16, 1975.
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок для обработки стенок металлургических кристаллизаторов непрерывной разливки | 1975 |
|
SU510323A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| Копировально-фрезерный станок | 1984 |
|
SU1168350A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Планетарный фрезерный станок | 1979 |
|
SU831419A1 |
| Станок для обточки криволинейных поверхностей | 1967 |
|
SU252813A2 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU327972A1 |
| Шпиндельная бабка копировальнофрезерного станка | 1977 |
|
SU657928A1 |
| Копировально-фрезерный станок | 1987 |
|
SU1468684A1 |