э :л
N3
х
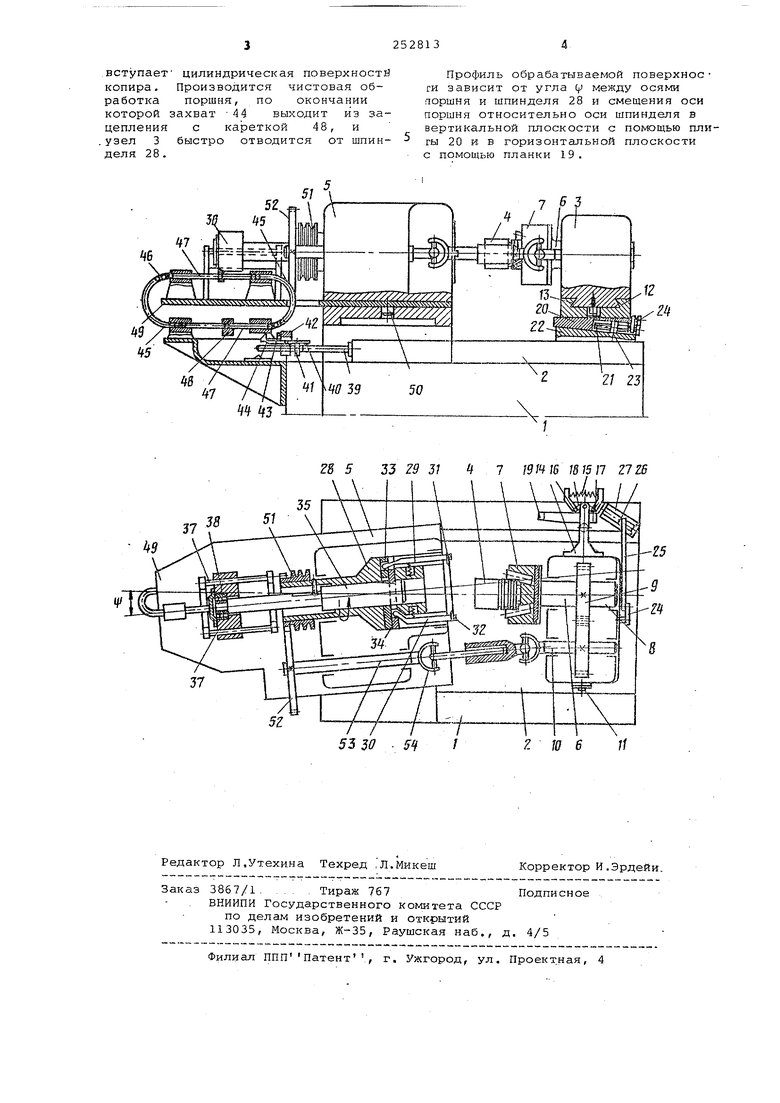
:о По авт, св. № 217861 известен ста нок для обточки криволинейных поверх ностей поршней, у которого отсутствует механизм перемещения узла привода вращения изделия. Предлагаемый станок позволяет получать .изделия с переменными по длине поперечныг ш сечениями в форме сим метричных и несимметричных кривых, охватываемых эллипсом. Для этого он снабжен механизмом, выполненным в ви де системы рычагов, сообщающих движе ние винтовой паре от копирной линейки, осуществляющим перемещение узла привода вращения изделия в плоскости, перпендикулярной плоскости поворота инструментального узла. На чертеже представлен описываемый станок в двух проекциях. Станок состоит из станины 1, стола 2, на котором расположен узел 3 привода вращения изделия 4, и инстру ментального узла 5, установленного на мостике станины. Узел 3 включает корпус, в котором на подшипниках качения смонтирован шпиндель б с патроном 7. При закреплении изделия (поршня) 4 в патроне . 7 ось поршня совпадает с осью вращения шпинделя. Вращение щпинделю б передается через зубчатые колеса 8 и 9 с передаточным отношением 1:1 от вала 10, Узел 3 перемещается вдоль оси шпи деля с помощью гидропривода (на чертеже не показан) . Корпус узла 3 можу перемещаться в горизонтальной плоскости в направлении, перпендикулярно оси шпинделя, с помощью винта 11, ус тановленного в.каретке 12, и гайки 13, закрепленной на корпусе. На корпусе, узла 3 укреплена тяга 14, на конце которой смонтирован трехролико вый механизм. Он при помощи пружины 15 и двух подвижных роликов 16 и 17 прижимает третий ролик 18, неподвижно закрепленный на тяге 14, к копирной планке 19, В зависимости от конФигурации планки 19 происходит смещение оси вращения поршня в горизонтальной плоскости в процессе поступательного движения, При продольном перемещении клиновой плиты 20 ось поршня смещается в вертикальной плоскости. Плита перемещается при помощи связанного с не винта 21 и закрепленной на неподвижной плите 22 гайки 23, Вращение винта. 21 осуществляется двухрычажной системой, рычаг 24 которой связан с винтом 21, а второй рычаг 25 посредством сухаря 26 - с копирной линейкой 27, закрепленной на станине 1 В корпусе узла- 5 иа подшипниках качения установлен полый инструментальный шпиндель 28, несущий-подпружиненные резцедержавки 29 и 30 с рез дами 31 и 32. Резцедержавки через тяги 33 и 34 связаньа с копиром 35, имеющим копирные поверхности. Копир может перемещаться относительно шпинделя 28 вдоль его оси и поворачиваться. Продольное перемещение копира сихсинхронизировано с перемещением привода вращения изделия, связанного через захватывающее устройство и шариковый привод с кареткой 36, перемещающейся по направляющим скалкам 37. 35 связан с кареткой 36 через подшипник 38, Захватывающее устройство состоит из жестко связанного со столом 2 штока 39 с упором 40, толкателя 41, кронштейна 42, в котором запрессована опорная тяга 43, и подпружиненного захвата 44. Шариковый привод состоит из двух гибких шарикопроводов 45 с шариками 46-и двумя шарикотолкателями 47. Нижний шарикотолкатель жестко связан с Ксфеткой 48, верхний - с кареткой 36. Узел 5 смонтирован на плите 49, которая может поворачиваться относи1тельно мостика станины 1 на некоторый угол У вокруг пальца 50 . Вращение шпинделю 28 передается от электродвигателя (на чертеже не покс13ан) через клиноременную передачу на шкив-шестерню 51. Шпиндель 6 приводится во враш,ение от шпинделя 28 через шестерню 52, вал 53, кардан 54 и вал 10. Шпиндель 6 вращается в ту же сторону, что и шпиндель 28, но с угловой скоростью в два раза меньшей, чем скорость шпинделя 28, После установки поршня 4 в патрон 7 стол 2 с приводом вращения изделия быстро подводит поршень к шпинделю 28, затем происходит рабочее перемещение поршня вдоль его оси влево. Захват 44 зацепляется с кареткой 48 и такие перемещает ее влево. Шариковый привод перемещает копир 35 вправо. Одна Из копирных поверхностей контактирует .с. тягой 3-4,--управляющей -.. , движением чернового резца 32. Чистовой резец 31 под действием тяги 33, контактирующей с цилиндрической поверхностью копира 35, отведен от поршня. Производится черновая обработка детали. По окончании черновой обработки происходит смена направления подачи дет;али поршень начинает перемещаться вправо, а копир 35 под действием шарикового Привода перемещается влево. Одновременно тяга 33 вступает в контакт с копирной поверхностью копира, и чистовой резец 31 подводится к обрабатываемой поверхности, Черновой резец 32 отводится от детали, так как в контакт с тягой 34 вступает цилиндрическая поверхности копира. Производится чистовая обработка поршня, по окончании которой захват -44 выходит из зацепления с кареткой 48, и цепления с кареткой чо, и узел 3 быстро отводится от шпинделя 28. Z8 5 33 Z9 31 7 38 51 53 30 / Профиль обрабатываемой поверхнос си зависит от угла V между осями поршня и шпинделя 28 и смещения оси поршня относительно оси шпинделя в вертикальной плоскости с помощью пливертикс1льнии juiuuKuurn Muiviuu Dtu ц, гы 20 и в горизонтальной плоскости с помощью планки 19. W15 n Z7Z6 z Ю 6 n
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Гидрокопировальный резьботокарный станок | 1983 |
|
SU1140933A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
Станок по авт. св. » 217861,отличающийся тем, что, с целью получения изделий с переменными по длине поперечными сечениями в форме симметричных и несимметричных кривых, охватываемых эллипсом, он снабжен механизмом, выполненным в виде системы рычагов, сообщающих движение винтовой паре от копирной . линейки, осуществляющим перемещение узла привода вращения изделия в плоскости, перпендикулярной плоскости поворота инструментального узла.